Das könnte Ihnen auch gefallen
- Effect of The Acts of Worship On The Muslim's LifeDokument17 SeitenEffect of The Acts of Worship On The Muslim's LifeZakaria BelloulaNoch keine Bewertungen
- ECE MASc in AI Program SheetDokument1 SeiteECE MASc in AI Program SheetZakaria BelloulaNoch keine Bewertungen
- Use of Data From Cigre High Voltage Equipment Reliability SurveyDokument6 SeitenUse of Data From Cigre High Voltage Equipment Reliability SurveyZakaria BelloulaNoch keine Bewertungen
- A NEW TECHNIQUE FOR THE REMOTE PARTIAL DISCHARGE MONITORING OF THE STATOR INSULATION OF HIGH-VOLTAGE MOTORS LOCATED IN "Ex" (HAZARDOUS) LOCATIONSDokument10 SeitenA NEW TECHNIQUE FOR THE REMOTE PARTIAL DISCHARGE MONITORING OF THE STATOR INSULATION OF HIGH-VOLTAGE MOTORS LOCATED IN "Ex" (HAZARDOUS) LOCATIONSZakaria BelloulaNoch keine Bewertungen
- PD Analysis in MonitoringDokument6 SeitenPD Analysis in MonitoringZakaria BelloulaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Lac MapehDokument4 SeitenLac MapehChristina Yssabelle100% (1)
- Glorious Mysteries 1Dokument5 SeitenGlorious Mysteries 1Vincent safariNoch keine Bewertungen
- 4 Qi Imbalances and 5 Elements: A New System For Diagnosis and TreatmentDokument5 Seiten4 Qi Imbalances and 5 Elements: A New System For Diagnosis and Treatmentpixey55100% (1)
- Hot and Cold TherapyDokument24 SeitenHot and Cold TherapyJo Obs100% (1)
- Folktales Stories For Kids: Two Brothers StoryDokument1 SeiteFolktales Stories For Kids: Two Brothers StoryljNoch keine Bewertungen
- Tuan Nor Akmal Imanina Binti Tuan MasorDokument2 SeitenTuan Nor Akmal Imanina Binti Tuan MasorIzza RosliNoch keine Bewertungen
- Annex 1: Homeroom Guidance Monitoring Tool (School Level) Homeroom Guidance Monitoring ToolDokument2 SeitenAnnex 1: Homeroom Guidance Monitoring Tool (School Level) Homeroom Guidance Monitoring ToolMariel Gregore0% (1)
- Thesis Final 2 Number c1-c5Dokument167 SeitenThesis Final 2 Number c1-c5Kimverly DomaganNoch keine Bewertungen
- BasicCalculus12 Q3 Ver4 Mod3 The Derivatives V4Dokument34 SeitenBasicCalculus12 Q3 Ver4 Mod3 The Derivatives V4karren100% (1)
- Service Instruction Selection of Suitable Operating Fluids For ROTAX Engine Type 916 I (Series), 915 I (Series), 912 I (Series), 912 and 914 (Series)Dokument15 SeitenService Instruction Selection of Suitable Operating Fluids For ROTAX Engine Type 916 I (Series), 915 I (Series), 912 I (Series), 912 and 914 (Series)Martin PilatiNoch keine Bewertungen
- Text Ranslation and TradicitonDokument283 SeitenText Ranslation and TradicitonSCAF55100% (4)
- Theoretical & Conceptual Framework (RESEARCH)Dokument3 SeitenTheoretical & Conceptual Framework (RESEARCH)Rizza Manabat PacheoNoch keine Bewertungen
- Breaking News EnglishDokument13 SeitenBreaking News English32. Nguyễn OanhNoch keine Bewertungen
- ScriptDokument12 SeitenScriptWaleed Nadeem50% (2)
- Blaine Ray HandoutDokument24 SeitenBlaine Ray Handoutaquilesanchez100% (1)
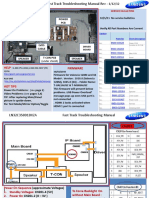
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Dokument4 SeitenSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonNoch keine Bewertungen
- Project Report - Performance Anaylysis of Mutual Funds in IndiaDokument52 SeitenProject Report - Performance Anaylysis of Mutual Funds in Indiapankaj100% (1)
- TLE CapsLet G10Dokument5 SeitenTLE CapsLet G10Larnie De Ocampo PanalNoch keine Bewertungen
- Liebherr PR 712 Litronic Final DrivesDokument8 SeitenLiebherr PR 712 Litronic Final DrivesLiebherr75% (4)
- Vertical Transportation: Commercial, Hotel, Hospital, Etc)Dokument5 SeitenVertical Transportation: Commercial, Hotel, Hospital, Etc)fdarchitectNoch keine Bewertungen
- Curriculum Vitae ofDokument4 SeitenCurriculum Vitae ofAndrew OlsonNoch keine Bewertungen
- Nur Syamimi - Noor Nasruddin - Presentation - 1002 - 1010 - 1024Dokument14 SeitenNur Syamimi - Noor Nasruddin - Presentation - 1002 - 1010 - 1024abdulhasnalNoch keine Bewertungen
- Simon Bolivar PresentationDokument7 SeitenSimon Bolivar Presentationapi-345742212Noch keine Bewertungen
- Altium Designer Training For Schematic Capture and PCB EditingDokument248 SeitenAltium Designer Training For Schematic Capture and PCB EditingAntonio Dx80% (5)
- Nail Malformation Grade 8Dokument30 SeitenNail Malformation Grade 8marbong coytopNoch keine Bewertungen
- Jim 1000 RC 3Dokument33 SeitenJim 1000 RC 3singingblueeNoch keine Bewertungen
- Epri Guide For Transmission Line Groundingpdf PDF FreeDokument188 SeitenEpri Guide For Transmission Line Groundingpdf PDF FreeHolman Wbeimar Suarez Niño100% (1)
- E-Catalog 2021 Jan JMI Dan KimDokument52 SeitenE-Catalog 2021 Jan JMI Dan KimbobNoch keine Bewertungen
- Russian Sec 2023-24Dokument2 SeitenRussian Sec 2023-24Shivank PandeyNoch keine Bewertungen
- Bsee 36: Survey of English and American Literature Learning Material 2: Introduction To Literary Theories and CriticismDokument4 SeitenBsee 36: Survey of English and American Literature Learning Material 2: Introduction To Literary Theories and CriticismCarlosNorielCabanaNoch keine Bewertungen