Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- CuttingDokument1 SeiteCuttingAnonymous kYcX3YENNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- 24Dokument4 Seiten24Anonymous kYcX3YENNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
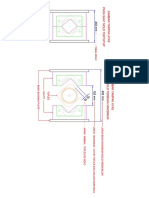
- Cutting OulineDokument1 SeiteCutting OulineAnonymous kYcX3YENNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- AssyDokument1 SeiteAssyAnonymous kYcX3YENNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- 24Dokument4 Seiten24Anonymous kYcX3YENNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Lesson 5 Making Design Changes: SolidworksDokument19 SeitenLesson 5 Making Design Changes: Solidworkskijimoshi_777Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Mold SimulationDokument1 SeiteMold SimulationAnonymous kYcX3YENNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Pricelist Produk AlamicoidDokument7 SeitenPricelist Produk AlamicoidAnonymous kYcX3YENNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Katalog Produk AlamicoidDokument32 SeitenKatalog Produk AlamicoidAnonymous kYcX3YENNoch keine Bewertungen
- IHT Process Design Sheet RGBDokument2 SeitenIHT Process Design Sheet RGBAnonymous kYcX3YENNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Katalog Produk AlamicoidDokument32 SeitenKatalog Produk AlamicoidAnonymous kYcX3YENNoch keine Bewertungen
- 24Dokument4 Seiten24Anonymous kYcX3YENNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Pricelist Produk AlamicoidDokument7 SeitenPricelist Produk AlamicoidAnonymous kYcX3YENNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Biznet Inspire Edisi July 2014Dokument29 SeitenBiznet Inspire Edisi July 2014silver8700Noch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Moldmaking Guide: 1.the Fixed Side EjectionDokument5 SeitenMoldmaking Guide: 1.the Fixed Side EjectionAnonymous kYcX3YENNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 24Dokument4 Seiten24Anonymous kYcX3YENNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- 16Dokument22 Seiten16Anonymous kYcX3YENNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- 29Dokument6 Seiten29Anonymous kYcX3YENNoch keine Bewertungen
- Moldmaking GuideDokument1 SeiteMoldmaking GuideAnonymous kYcX3YENNoch keine Bewertungen
- Moldmaking GuideDokument1 SeiteMoldmaking GuideAnonymous kYcX3YENNoch keine Bewertungen
- Moldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineDokument13 SeitenMoldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineAnonymous kYcX3YENNoch keine Bewertungen
- 23Dokument6 Seiten23Anonymous kYcX3YENNoch keine Bewertungen
- 19Dokument20 Seiten19Anonymous kYcX3YENNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Moldmaking Guide: 1.screw SupplierDokument2 SeitenMoldmaking Guide: 1.screw SupplierAnonymous kYcX3YENNoch keine Bewertungen
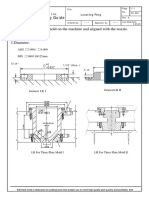
- Moldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineDokument1 SeiteMoldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineAnonymous kYcX3YENNoch keine Bewertungen
- Moldmaking GuideDokument2 SeitenMoldmaking GuideAnonymous kYcX3YENNoch keine Bewertungen
- Moldmaking GuideDokument1 SeiteMoldmaking GuideAnonymous kYcX3YENNoch keine Bewertungen
- 01Dokument12 Seiten01Anonymous kYcX3YENNoch keine Bewertungen
- Moldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesDokument1 SeiteMoldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesAnonymous kYcX3YENNoch keine Bewertungen
- CNC ProgrammingDokument49 SeitenCNC Programmingasil_turk100% (6)
- L-Atv: Light Combat Tactical All-Terrain VehicleDokument6 SeitenL-Atv: Light Combat Tactical All-Terrain VehicleOsorio LuisNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Unit Testing the Date Class with JUnitDokument34 SeitenUnit Testing the Date Class with JUnitAbdo AZNoch keine Bewertungen
- Hearing Aids and Hearing Loss Tips and StoriesDokument10 SeitenHearing Aids and Hearing Loss Tips and StorieslessstressprNoch keine Bewertungen
- Technical Brochure: Network Modelling For Harmonic StudiesDokument241 SeitenTechnical Brochure: Network Modelling For Harmonic StudiesMagno100% (3)
- Fiat Palio Manual PDFDokument284 SeitenFiat Palio Manual PDFpacia000011% (9)
- Solutions Manual To Accompany Communication Systems Analysis and Design 9780130402684Dokument24 SeitenSolutions Manual To Accompany Communication Systems Analysis and Design 9780130402684RyanWatsoncxde100% (39)
- 1st Review Report - Smart Distribution SystemDokument54 Seiten1st Review Report - Smart Distribution SystemretechNoch keine Bewertungen
- EWA Renewable Resource Eligibility RequirementsDokument36 SeitenEWA Renewable Resource Eligibility RequirementshanyalramadyNoch keine Bewertungen
- Creative Director or Art Director Job DescriptionDokument2 SeitenCreative Director or Art Director Job DescriptionAlvaro Ionnes100% (1)
- Starting System Circuit Diagram Except '18-21 L12B4, M/TDokument2 SeitenStarting System Circuit Diagram Except '18-21 L12B4, M/TTomyNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Fasteners For Use With PC Boards: Types Kfe and Kfse Broaching StandoffsDokument4 SeitenFasteners For Use With PC Boards: Types Kfe and Kfse Broaching StandoffsJosé Ignacio CandelaNoch keine Bewertungen
- Mod 17 - Paper 9 (S) MDokument7 SeitenMod 17 - Paper 9 (S) MAhmad AlthaherNoch keine Bewertungen
- How To Upload A Video To YoukuDokument13 SeitenHow To Upload A Video To Youkushu2uNoch keine Bewertungen
- KisahuDokument8 SeitenKisahukishanmayappaNoch keine Bewertungen
- Name:-Sastik Kumar Das: Pps Lab - 5Dokument17 SeitenName:-Sastik Kumar Das: Pps Lab - 5Aparannha RoyNoch keine Bewertungen
- A Single Stage Integrated Bidirectional AC/DC and DC/DC Converter For Plug-In Hybrid Electric VehiclesDokument6 SeitenA Single Stage Integrated Bidirectional AC/DC and DC/DC Converter For Plug-In Hybrid Electric VehiclesAli HussienNoch keine Bewertungen
- Implementing An Industrial Cybersecurity ProgramDokument11 SeitenImplementing An Industrial Cybersecurity ProgramM. J. A. EmpreendimentosNoch keine Bewertungen
- The European Business Review - July August 2023Dokument98 SeitenThe European Business Review - July August 2023bambiemily tanNoch keine Bewertungen
- Eee-V-dcmachines and Synchronous Machines (10ee54) - AssignmentDokument4 SeitenEee-V-dcmachines and Synchronous Machines (10ee54) - AssignmentchaitanyaNoch keine Bewertungen
- Negative Effects of Social Media Thesis StatementDokument8 SeitenNegative Effects of Social Media Thesis Statementdwham6h1100% (1)
- Survival GuideDokument137 SeitenSurvival GuideClawsfinger100% (2)
- 3.3 Electromagnetic SpectrumDokument4 Seiten3.3 Electromagnetic SpectrumDhanBahadurNoch keine Bewertungen
- LARS ProtoLARS TutorialDokument19 SeitenLARS ProtoLARS TutorialTristan PogatschnigNoch keine Bewertungen
- SBNHH-1D45C Product SpecificationsDokument4 SeitenSBNHH-1D45C Product SpecificationsMauricioNoch keine Bewertungen
- Role of LibrarianDokument19 SeitenRole of LibrarianVivekananda RaoNoch keine Bewertungen
- Final Capstone Draft ProposalDokument7 SeitenFinal Capstone Draft Proposalapi-549040950Noch keine Bewertungen
- DIGITAL MARKETING ASSIGNMENTDokument6 SeitenDIGITAL MARKETING ASSIGNMENTharshita khadayteNoch keine Bewertungen
- Supply Chain Management in Construction and Engineer-To-Order IndustriesDokument9 SeitenSupply Chain Management in Construction and Engineer-To-Order IndustriesMuhammad ShoaibNoch keine Bewertungen
- Subsea Xmas TreeDokument8 SeitenSubsea Xmas Treemadonnite3781100% (1)
- SignupActivity JavaDokument2 SeitenSignupActivity JavaOdds WorldNoch keine Bewertungen
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressVon EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressBewertung: 5 von 5 Sternen5/5 (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Von EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Bewertung: 5 von 5 Sternen5/5 (2)