Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Funniest QuestionsDokument34 SeitenFunniest QuestionssmtdrkdNoch keine Bewertungen
- Kadi Jokes1Dokument14 SeitenKadi Jokes1smtdrkd67% (3)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- PCB Surface Finishes Presentation by MultekDokument54 SeitenPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Idli Recipes FromDokument42 SeitenIdli Recipes Fromsmtdrkd100% (6)
- Diagrama Hilux 1KD-2KD PDFDokument11 SeitenDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDokument43 SeitenWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Lead Free Reliability Study by BoeingDokument23 SeitenLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Din 48204Dokument3 SeitenDin 48204Thanh Dang100% (4)
- Best Practices FactoryDokument207 SeitenBest Practices FactorysmtdrkdNoch keine Bewertungen
- Lead Free Hand Soldering - Process and Material IssuesDokument3 SeitenLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDokument4 SeitenStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdNoch keine Bewertungen
- Stencil Aperture and Area Ratio Table For Optimum PrintingDokument4 SeitenStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdNoch keine Bewertungen
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDokument39 SeitenEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Area Ratio and Stencil Thickness CalculatorDokument6 SeitenArea Ratio and Stencil Thickness Calculatorsmtdrkd100% (1)
- Generic Project Plan Template On ExcelDokument3 SeitenGeneric Project Plan Template On Excelsmtdrkd100% (36)
- Carnatic Music Composition DatabaseDokument142 SeitenCarnatic Music Composition Databasesmtdrkd86% (14)
- Carnatic Music Composition DatabaseDokument142 SeitenCarnatic Music Composition Databasesmtdrkd86% (14)
- Simple Project Management Template On ExcelDokument2 SeitenSimple Project Management Template On Excelsmtdrkd100% (1)
- Manufacturable Lead Free SMT ProcessDokument4 SeitenManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Revised PARA Element2 Radio LawsDokument81 SeitenRevised PARA Element2 Radio LawsAurora Pelagio Vallejos100% (4)
- E-Book Proof of Design DFM and Concurrent EngineeringDokument425 SeitenE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Project ProposalDokument2 SeitenProject Proposalqueen malik80% (5)
- Lecture Notes - Introduction To Big DataDokument8 SeitenLecture Notes - Introduction To Big Datasakshi kureley0% (1)
- Final Project Synopsis 1Dokument90 SeitenFinal Project Synopsis 1Shyam YadavNoch keine Bewertungen
- Mass and Heat Balance of Steelmaking in Bof As Compared To Eaf ProcessesDokument15 SeitenMass and Heat Balance of Steelmaking in Bof As Compared To Eaf ProcessesAgil Setyawan100% (1)
- Leadership Nursing and Patient SafetyDokument172 SeitenLeadership Nursing and Patient SafetyRolena Johnette B. PiñeroNoch keine Bewertungen
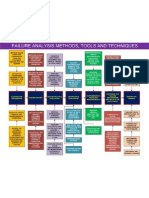
- Failure Analysis Tools, Techniques and Process FlowDokument1 SeiteFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- The Story of Spanish MossDokument10 SeitenThe Story of Spanish MosssmtdrkdNoch keine Bewertungen
- SMCWP 001Dokument37 SeitenSMCWP 001Wandyy GonçalvesNoch keine Bewertungen
- Why Creation of Universe Is Not An AccidentDokument48 SeitenWhy Creation of Universe Is Not An AccidentsmtdrkdNoch keine Bewertungen
- Fantastic TripDokument68 SeitenFantastic Tripabiramikdevi100% (17)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDokument8 SeitenMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdNoch keine Bewertungen
- Impact of PB Free On Test and Inspection by TeradyneDokument3 SeitenImpact of PB Free On Test and Inspection by TeradynesmtdrkdNoch keine Bewertungen
- Andhragaaru RecipesDokument38 SeitenAndhragaaru Recipessmtdrkd100% (5)
- Dasa SahityaDokument23 SeitenDasa Sahityasmtdrkd100% (3)
- Glycemic Index and Glycemic LoadDokument36 SeitenGlycemic Index and Glycemic LoadsmtdrkdNoch keine Bewertungen
- The Algorithm Development and Implementation For 3D Printers Based On Adaptive PID ControllerDokument8 SeitenThe Algorithm Development and Implementation For 3D Printers Based On Adaptive PID ControllerShahrzad GhasemiNoch keine Bewertungen
- Video Course NotesDokument18 SeitenVideo Course NotesSiyeon YeungNoch keine Bewertungen
- Consequences of Self-Handicapping: Effects On Coping, Academic Performance, and AdjustmentDokument11 SeitenConsequences of Self-Handicapping: Effects On Coping, Academic Performance, and AdjustmentAlliah Kate SalvadorNoch keine Bewertungen
- System of Linear Equation and ApplicationDokument32 SeitenSystem of Linear Equation and Applicationihsaanbava0% (1)
- Disbursement VoucherDokument7 SeitenDisbursement VoucherDan MarkNoch keine Bewertungen
- Program Need Analysis Questionnaire For DKA ProgramDokument6 SeitenProgram Need Analysis Questionnaire For DKA ProgramAzman Bin TalibNoch keine Bewertungen
- Neural Computing and ApplicationsDokument49 SeitenNeural Computing and ApplicationsLine PhamNoch keine Bewertungen
- Exam TimetableDokument16 SeitenExam Timetablenyarko_eNoch keine Bewertungen
- 3Dokument76 Seiten3Uday ShankarNoch keine Bewertungen
- Sample TRM All Series 2020v1 - ShortseDokument40 SeitenSample TRM All Series 2020v1 - ShortseSuhail AhmadNoch keine Bewertungen
- PST SubjectDokument2 SeitenPST SubjectCarol ElizagaNoch keine Bewertungen
- Ems Speed Sensor Com MotorDokument24 SeitenEms Speed Sensor Com MotorKarina RickenNoch keine Bewertungen
- Assembly and RiggingDokument52 SeitenAssembly and RiggingPokemon Go0% (1)
- KV4BBSR Notice ContractuaL Interview 2023-24Dokument9 SeitenKV4BBSR Notice ContractuaL Interview 2023-24SuchitaNoch keine Bewertungen
- Basic Concept of ProbabilityDokument12 SeitenBasic Concept of Probability8wc9sncvpwNoch keine Bewertungen
- Research Design: An Overview: Multiple Choice QuestionsDokument28 SeitenResearch Design: An Overview: Multiple Choice QuestionsBashayerhmmNoch keine Bewertungen
- All Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Dokument7 SeitenAll Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Emerson Mayon SanchezNoch keine Bewertungen
- CM011l E01 Exp.3 DeJuanDokument3 SeitenCM011l E01 Exp.3 DeJuanJarell De JuanNoch keine Bewertungen
- Module 1 Dynamics of Rigid BodiesDokument11 SeitenModule 1 Dynamics of Rigid BodiesBilly Joel DasmariñasNoch keine Bewertungen
- Perbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota MalangDokument11 SeitenPerbandingan Implementasi Smart City Di Indonesia: Studi Kasus: Perbandingan Smart People Di Kota Surabaya Dan Kota Malanglely ersilyaNoch keine Bewertungen
- Introduction To Templates in C++Dokument16 SeitenIntroduction To Templates in C++hammarbytpNoch keine Bewertungen
- 3D Tetris Cake Evening 2Dokument13 Seiten3D Tetris Cake Evening 2Subham KarmakarNoch keine Bewertungen