Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Features of Asme b31.3Dokument11 SeitenFeatures of Asme b31.3Ignacio OñateNoch keine Bewertungen
- C-3411 Piping Bellows Expansion JointsDokument18 SeitenC-3411 Piping Bellows Expansion Jointsnike_y2kNoch keine Bewertungen
- Steam TrapDokument21 SeitenSteam TrapIgnacio OñateNoch keine Bewertungen
- Expansion Joints and BellowsDokument16 SeitenExpansion Joints and BellowsIgnacio OñateNoch keine Bewertungen
- Equipment Layout Unit Plot PlanDokument6 SeitenEquipment Layout Unit Plot PlanIgnacio OñateNoch keine Bewertungen
- Appendix A - Tank Calculations - A4L0L6Dokument19 SeitenAppendix A - Tank Calculations - A4L0L6Ignacio OñateNoch keine Bewertungen
- Colours CodesDokument1 SeiteColours CodesIgnacio OñateNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Bakery Ind HygieneDokument104 SeitenBakery Ind Hygienelabie100% (1)
- Project PlanDokument55 SeitenProject PlanAlfredo SbNoch keine Bewertungen
- DELIGHT Official e BookDokument418 SeitenDELIGHT Official e BookIsis Jade100% (3)
- February 2019Dokument4 SeitenFebruary 2019sagar manghwaniNoch keine Bewertungen
- Studovaný Okruh: Physical Therapist Sample Test Questions (G5+)Dokument8 SeitenStudovaný Okruh: Physical Therapist Sample Test Questions (G5+)AndreeaNoch keine Bewertungen
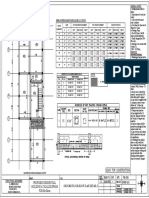
- G.f.roof Beam & Slab DetailDokument1 SeiteG.f.roof Beam & Slab Detailahmad anasNoch keine Bewertungen
- ME-317 Internal Combustion Engines - TurbochargingDokument21 SeitenME-317 Internal Combustion Engines - TurbochargingHamzaJavedNoch keine Bewertungen
- Sonesse 30 Databook NewestDokument32 SeitenSonesse 30 Databook Newestsunii19847908Noch keine Bewertungen
- Liquid Enema ProcedureDokument3 SeitenLiquid Enema Procedureapi-209728657Noch keine Bewertungen
- Ammonia Synthesis ConverterDokument26 SeitenAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Practice Problems Mat Bal With RXNDokument4 SeitenPractice Problems Mat Bal With RXNRugi Vicente RubiNoch keine Bewertungen
- Imagine Unit 1 P 10 11Dokument1 SeiteImagine Unit 1 P 10 11נויה לבדובNoch keine Bewertungen
- Wa0016Dokument3 SeitenWa0016Vinay DahiyaNoch keine Bewertungen
- Quality Assurance Kamera GammaDokument43 SeitenQuality Assurance Kamera GammawiendaintanNoch keine Bewertungen
- Mass SpectrometryDokument49 SeitenMass SpectrometryUbaid ShabirNoch keine Bewertungen
- Senographe Crystal: The Choice Is Crystal ClearDokument7 SeitenSenographe Crystal: The Choice Is Crystal ClearmuhammadyassirNoch keine Bewertungen
- Soal 2-3ADokument5 SeitenSoal 2-3Atrinanda ajiNoch keine Bewertungen
- B65a RRH2x40-4R UHGC SPDokument71 SeitenB65a RRH2x40-4R UHGC SPNicolás RuedaNoch keine Bewertungen
- Assignment Nutrition and HydrationDokument17 SeitenAssignment Nutrition and Hydrationmelencio olivasNoch keine Bewertungen
- Laughter, It Is Good For YouDokument2 SeitenLaughter, It Is Good For YouClaire B.L.Noch keine Bewertungen
- The Ego and Analysis of Defense-Jason Aronson, Inc. (2005) Paul GrayDokument356 SeitenThe Ego and Analysis of Defense-Jason Aronson, Inc. (2005) Paul GrayClinica MonserratNoch keine Bewertungen
- Citizen's 8651 Manual PDFDokument16 SeitenCitizen's 8651 Manual PDFtfriebusNoch keine Bewertungen
- Drug AbuseDokument33 SeitenDrug AbuseharshulnmimsNoch keine Bewertungen
- Mapeh 9 Aho Q2W1Dokument8 SeitenMapeh 9 Aho Q2W1Trisha Joy Paine TabucolNoch keine Bewertungen
- High CarbonDokument2 SeitenHigh CarbonKarisoNoch keine Bewertungen
- 1 Nitanshi Singh Full WorkDokument9 Seiten1 Nitanshi Singh Full WorkNitanshi SinghNoch keine Bewertungen
- Coalition TacticsDokument2 SeitenCoalition Tacticsakumar4u100% (1)
- Drug Development: New Chemical Entity DevelopmentDokument6 SeitenDrug Development: New Chemical Entity DevelopmentDeenNoch keine Bewertungen
- BlackCat ManualDokument14 SeitenBlackCat ManualNestor Marquez-DiazNoch keine Bewertungen
- Latihan Soal Bahasa Inggris 2Dokument34 SeitenLatihan Soal Bahasa Inggris 2Anita KusumastutiNoch keine Bewertungen