Das könnte Ihnen auch gefallen
- Boiler MountingsDokument11 SeitenBoiler MountingsVikash MehtaNoch keine Bewertungen
- Boiler Mountings SafetyDokument7 SeitenBoiler Mountings SafetyPoloju SrinathNoch keine Bewertungen
- BoilerDokument7 SeitenBoilerAlexander LakraNoch keine Bewertungen
- Dead Weight Safety Valve and Fusible Plug Function in BoilersDokument4 SeitenDead Weight Safety Valve and Fusible Plug Function in BoilersAsif Saleem0% (1)
- Safety Valve Setting BoilerDokument2 SeitenSafety Valve Setting BoilerkrishnaNoch keine Bewertungen
- Boiler Safety Program Boiler ProgramDokument8 SeitenBoiler Safety Program Boiler Programsalman akbarNoch keine Bewertungen
- Boiler D' Type: Team GroupingDokument10 SeitenBoiler D' Type: Team Groupingayie_38Noch keine Bewertungen
- Cochran Boiler Working Construction DiagramDokument5 SeitenCochran Boiler Working Construction Diagrampankaj chaudharyNoch keine Bewertungen
- Boiler Tube Failure PDFDokument8 SeitenBoiler Tube Failure PDFmhd_bashiriNoch keine Bewertungen
- Boilers Basic Components (Att. VIII)Dokument28 SeitenBoilers Basic Components (Att. VIII)Vijay RajNoch keine Bewertungen
- Boiler Mounting & AccessoriesDokument14 SeitenBoiler Mounting & Accessoriesshiraj36100% (1)
- B Tech Monthly Test on BoilersDokument5 SeitenB Tech Monthly Test on BoilersRishav Raj100% (1)
- Coc Oral Boiler Safety Valve13 PDFDokument6 SeitenCoc Oral Boiler Safety Valve13 PDFshamratNoch keine Bewertungen
- Vizag Bed Coil Replacement ProcedureDokument8 SeitenVizag Bed Coil Replacement ProcedureMahadev KovalliNoch keine Bewertungen
- Globe Valve Bs 1873 and Api 602: ASME B16.10Dokument7 SeitenGlobe Valve Bs 1873 and Api 602: ASME B16.10swapnil PATILNoch keine Bewertungen
- Cochran BoilerDokument30 SeitenCochran BoilerDr. BIBIN CHIDAMBARANATHAN100% (1)
- Lancashire BoilerDokument28 SeitenLancashire BoilerDr. BIBIN CHIDAMBARANATHANNoch keine Bewertungen
- Boiler Types and Classifications - WikiDokument21 SeitenBoiler Types and Classifications - WikiKarthik ChillaNoch keine Bewertungen
- Whrs ManualDokument41 SeitenWhrs ManualAKHLESH JHALLARENoch keine Bewertungen
- Fire Tube BoilerDokument6 SeitenFire Tube Boilerhamid0099100% (1)
- Boiler TypeDokument13 SeitenBoiler TypeAhemadNoch keine Bewertungen
- Maintain STEAM-MATIC FT boiler generatorDokument3 SeitenMaintain STEAM-MATIC FT boiler generatorAppleuk SudarNoch keine Bewertungen
- Oil Guns and Gas Firing EquipmentDokument24 SeitenOil Guns and Gas Firing EquipmentRaul GuarinoNoch keine Bewertungen
- Abilene, Inc.: An Introduction To Boiler MaintenanceDokument19 SeitenAbilene, Inc.: An Introduction To Boiler MaintenanceSubbarayan SaravanakumarNoch keine Bewertungen
- Inspections and Survey Procedures in Auxiliary BoilerDokument16 SeitenInspections and Survey Procedures in Auxiliary BoilerkrishnaNoch keine Bewertungen
- Let's Talk About How They Compress AirDokument6 SeitenLet's Talk About How They Compress AirrahulNoch keine Bewertungen
- Heat Exchangers, Strainers and SeperatorsDokument12 SeitenHeat Exchangers, Strainers and SeperatorsJaveed A. Khan100% (1)
- Chapter One: CondenserDokument10 SeitenChapter One: Condenserشاكر العاقل100% (1)
- Boiler Q&A FurtherDokument7 SeitenBoiler Q&A FurtherRachitNoch keine Bewertungen
- Boiler Inspection PreparationDokument1 SeiteBoiler Inspection PreparationMirso100% (1)
- PSG 02 Issue 01 Dated 20 03 00Dokument29 SeitenPSG 02 Issue 01 Dated 20 03 00uriiiNoch keine Bewertungen
- Turbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTDokument14 SeitenTurbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTKolahalam RakeshrajuNoch keine Bewertungen
- Cadet Boiler Installation ManualDokument92 SeitenCadet Boiler Installation ManualAnonymous pkqcrsfmF100% (1)
- 2.1 Boiler Surveys (2013)Dokument58 Seiten2.1 Boiler Surveys (2013)Diegos44Noch keine Bewertungen
- Atmospheric Relief Valve ManualDokument12 SeitenAtmospheric Relief Valve ManualTarun ChandraNoch keine Bewertungen
- Boiler Mounting and AccessoriesDokument20 SeitenBoiler Mounting and AccessoriesAshok Joshi92% (12)
- Inspection of Heat ExchangerDokument83 SeitenInspection of Heat ExchangerRaghavanNoch keine Bewertungen
- Use and Importance of Furnaces in Oil RefineriesDokument6 SeitenUse and Importance of Furnaces in Oil RefineriesMusa KaleemNoch keine Bewertungen
- Basic Boiler Mountings and Their FunctionDokument5 SeitenBasic Boiler Mountings and Their FunctionChristian Cuevas100% (4)
- Introduction: Marine Boiler Safety ValvesDokument2 SeitenIntroduction: Marine Boiler Safety ValvesSahil MishraNoch keine Bewertungen
- Area 1Dokument16 SeitenArea 1Camille LachicaNoch keine Bewertungen
- Inspecton ProcedureDokument3 SeitenInspecton ProcedureSanthosh ReddyNoch keine Bewertungen
- PE ASME Boiler Initial Report NB-405Dokument3 SeitenPE ASME Boiler Initial Report NB-405Jeanette BeukesNoch keine Bewertungen
- Dual Fuel Installation, Commissioning & Operation Manual REV IIIDokument43 SeitenDual Fuel Installation, Commissioning & Operation Manual REV IIIJuan Manuel Llorente VaraNoch keine Bewertungen
- Boiler MaintenanceDokument4 SeitenBoiler Maintenancekeerthi dayarathnaNoch keine Bewertungen
- DC Motor ControllerDokument7 SeitenDC Motor ControllerJan MicahNoch keine Bewertungen
- Water Wash Procedure For EconomizerDokument3 SeitenWater Wash Procedure For EconomizerRajendra100% (1)
- API Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionDokument28 SeitenAPI Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionChozha RajanNoch keine Bewertungen
- How To Operate An Oily Water SeparatorDokument2 SeitenHow To Operate An Oily Water SeparatorKHOI TIMNoch keine Bewertungen
- Boiler TypesDokument5 SeitenBoiler TypesJhansi YerraboluNoch keine Bewertungen
- Steam Plant FundamentalsDokument228 SeitenSteam Plant FundamentalsMark Allen San Antonio100% (1)
- BubbleCap Distillation Manuals - FINAL 29082018 - 17PgsDokument17 SeitenBubbleCap Distillation Manuals - FINAL 29082018 - 17PgsSagar MorjeNoch keine Bewertungen
- Boiler Boil OutDokument1 SeiteBoiler Boil Outgshori2000Noch keine Bewertungen
- Boiler Mountings: Experiment No. 10: To Study Various Boiler Mountings and AccessoriesDokument10 SeitenBoiler Mountings: Experiment No. 10: To Study Various Boiler Mountings and AccessorieshloNoch keine Bewertungen
- Laboratory Manual Applied Thermodynamics (ME-210)Dokument35 SeitenLaboratory Manual Applied Thermodynamics (ME-210)sachinmagrawal2484Noch keine Bewertungen
- Steam Boiler Instrument and Control: 1. Horizontal, Vertical or InclinedDokument20 SeitenSteam Boiler Instrument and Control: 1. Horizontal, Vertical or InclinedmorolosusNoch keine Bewertungen
- Boiler MountingsDokument15 SeitenBoiler MountingsBishwajit MahatoNoch keine Bewertungen
- Boiler - Mountings and AccessoriesDokument14 SeitenBoiler - Mountings and Accessoriesernest amponsahNoch keine Bewertungen
- Boiler Expt 2Dokument15 SeitenBoiler Expt 2aashiquear100% (2)
- Steam Boiler Lab ManualDokument64 SeitenSteam Boiler Lab Manualvikramnikhilanshi0% (2)
- Draw Yr Dreams Requir77y7ementDokument1 SeiteDraw Yr Dreams Requir77y7ementvikramnikhilanshiNoch keine Bewertungen
- Sine International Institute of TechnologyDokument1 SeiteSine International Institute of TechnologyvikramnikhilanshiNoch keine Bewertungen
- Fuel Injection SystemDokument6 SeitenFuel Injection SystemvikramnikhilanshiNoch keine Bewertungen
- Design Guidelines For A Successful Steam Desuperheater InstallationDokument6 SeitenDesign Guidelines For A Successful Steam Desuperheater Installation련서긔Noch keine Bewertungen
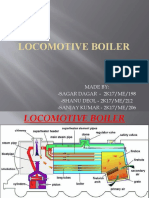
- Loco BoilerDokument9 SeitenLoco Boilersahil bansal100% (1)
- What Is Slagging and Fouling in Boilers - Thermodyne Engineering SystemsDokument3 SeitenWhat Is Slagging and Fouling in Boilers - Thermodyne Engineering Systemskumar100% (1)
- Me-143 BcmeDokument73 SeitenMe-143 BcmekhushbooNoch keine Bewertungen
- 600MW Training Manual of Boiler 20110326Dokument94 Seiten600MW Training Manual of Boiler 20110326chandhramohan100% (5)
- Aravali Power Corporation Internship Report (1) (Thermal Power Plant)Dokument58 SeitenAravali Power Corporation Internship Report (1) (Thermal Power Plant)Vijay Chhillar100% (2)
- 9-Energy Resources Properties of Steam PDFDokument67 Seiten9-Energy Resources Properties of Steam PDFS.m. ChandrashekarNoch keine Bewertungen
- SOP OperationDokument68 SeitenSOP OperationPamela Bradley100% (1)
- 3 - Start-Up ProcedureDokument96 Seiten3 - Start-Up ProcedureBanjo MirandillaNoch keine Bewertungen
- f3 Schedule of Perforamcne Guarantee-AgreementDokument3 Seitenf3 Schedule of Perforamcne Guarantee-AgreementariyaNoch keine Bewertungen
- BS en 12952-10 - 2002Dokument14 SeitenBS en 12952-10 - 2002Azima Zalfa AuliyakNoch keine Bewertungen
- GP-07!02!01 Industrial BoilersDokument33 SeitenGP-07!02!01 Industrial BoilersabenitechNoch keine Bewertungen
- Tube Shows Bulging and Cracked With Thick Lip On Boiler Primary Super Heater Outlet Tube Is Attributed ToDokument9 SeitenTube Shows Bulging and Cracked With Thick Lip On Boiler Primary Super Heater Outlet Tube Is Attributed ToThanhluan NguyenNoch keine Bewertungen
- Calculations for Safety Relief Valves and SilencersDokument10 SeitenCalculations for Safety Relief Valves and Silencerscarlos tapia bozzoNoch keine Bewertungen
- 10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraDokument20 Seiten10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraCarlosNoch keine Bewertungen
- Engineering Design Guideline - Boilers Rev 1.1 WebDokument20 SeitenEngineering Design Guideline - Boilers Rev 1.1 Webcaod1712Noch keine Bewertungen
- Shakarganj Mills LTD - Allah Dita Hassan - 2Dokument44 SeitenShakarganj Mills LTD - Allah Dita Hassan - 2Muhammad Asif Noor100% (1)
- Municipal Waste To Energy PlantDokument50 SeitenMunicipal Waste To Energy PlantLuis Sosa GodoyNoch keine Bewertungen
- ThermalDokument19 SeitenThermalEswar BalachandarNoch keine Bewertungen
- Mountings & AccessoriesDokument12 SeitenMountings & AccessoriesKunal SupekarNoch keine Bewertungen
- TH 1694Dokument91 SeitenTH 1694buddhivasuNoch keine Bewertungen
- Steam Explosion in Ammonia PlantDokument10 SeitenSteam Explosion in Ammonia PlantZulhafizan ZulkifliNoch keine Bewertungen
- Recovery Boiler Equipment and OperationDokument18 SeitenRecovery Boiler Equipment and OperationIslam LakatNoch keine Bewertungen
- Power Plant Technology CourseDokument436 SeitenPower Plant Technology CoursecruzleenoNoch keine Bewertungen
- Proper Steam Turbine OperationDokument32 SeitenProper Steam Turbine OperationBalasubramanian C100% (1)
- Boiler TestingDokument343 SeitenBoiler TestingoperationmanagerNoch keine Bewertungen
- Attachment 4 - HRSG General ProcedureDokument6 SeitenAttachment 4 - HRSG General ProcedureRicky JayaNoch keine Bewertungen
- Thermal Design of Heat ExchangersDokument24 SeitenThermal Design of Heat ExchangersArunNoch keine Bewertungen
- Experiments of Power Plant Engineering in SPPUDokument27 SeitenExperiments of Power Plant Engineering in SPPUSiddiqui Adil Adnan100% (2)
- GE6251 Important Questions and Answers on Surveying, Building Materials and Power PlantsDokument21 SeitenGE6251 Important Questions and Answers on Surveying, Building Materials and Power PlantsSwetha RameshNoch keine Bewertungen