Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Asme Section Ii A-2 Sa-960Dokument12 SeitenAsme Section Ii A-2 Sa-960Anonymous GhPzn1x100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Asme Section Ii A-2 Sa-985 Sa-985mDokument22 SeitenAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Asme Section Ii A-2 Sa-1008 Sa-1008mDokument10 SeitenAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Asme Section Ii A-2 Sa-985 Sa-985mDokument22 SeitenAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Asme Section Ii A-2 Sa-995Dokument4 SeitenAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Asme Section Ii A-2 Sa-961Dokument12 SeitenAsme Section Ii A-2 Sa-961Anonymous GhPzn1xNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Asme Section Ii A-2 Sa-905Dokument6 SeitenAsme Section Ii A-2 Sa-905Anonymous GhPzn1xNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Asme Section Ii A-2 Sa-1010 Sa-1010mDokument4 SeitenAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Quantification of Residual Stresses in External Attachment Welding ApplicationDokument16 SeitenQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFDokument12 Seiten2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-1011 Sa-1011mDokument10 SeitenAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDokument14 SeitenTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xNoch keine Bewertungen
- Sa 537Dokument6 SeitenSa 537Mauricio Carestia100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDokument12 Seiten2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDokument14 Seiten2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDokument12 Seiten2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDokument14 Seiten2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 2016 - 10 Girth Welding of API 5L X70 and X80 Sour Service PipesDokument8 Seiten2016 - 10 Girth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWDokument9 Seiten2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWAnonymous GhPzn1xNoch keine Bewertungen
- 2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionDokument16 Seiten2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionAnonymous GhPzn1xNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDokument11 Seiten2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDokument11 Seiten2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDokument9 Seiten2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingDokument9 Seiten2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingAnonymous GhPzn1xNoch keine Bewertungen
- Fiber Laser WeldingDokument10 SeitenFiber Laser WeldingAnonymous GhPzn1xNoch keine Bewertungen
- Fiber Laser WeldingDokument10 SeitenFiber Laser WeldingAnonymous GhPzn1xNoch keine Bewertungen
- Fiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsDokument10 SeitenFiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsAnonymous GhPzn1xNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- 2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsDokument9 Seiten2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDokument12 Seiten2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xNoch keine Bewertungen
- Aws D8.14M-2008Dokument34 SeitenAws D8.14M-2008Lalit Bom Malla100% (1)
- Parameters in Uencing Dendritic Structure To Improve The Properties of As-Cast Aluminium AlloysDokument7 SeitenParameters in Uencing Dendritic Structure To Improve The Properties of As-Cast Aluminium AlloysSwaroop NalamNoch keine Bewertungen
- Sa 387Dokument6 SeitenSa 387ismaelarchilacastilloNoch keine Bewertungen
- 2-ASME Section IIDokument22 Seiten2-ASME Section IIazam RazzaqNoch keine Bewertungen
- Astm A216Dokument3 SeitenAstm A216preanandNoch keine Bewertungen
- Bead Wire and Spring SteelDokument11 SeitenBead Wire and Spring SteelNilay JoshiNoch keine Bewertungen
- Highlights ASME Guides Preheat PWHT IDokument4 SeitenHighlights ASME Guides Preheat PWHT IArul Edwin Vijay VincentNoch keine Bewertungen
- Hot Rolled Products of Structural SteelsDokument28 SeitenHot Rolled Products of Structural SteelsAli MarsousiNoch keine Bewertungen
- 13) Api 510 Day 5Dokument50 Seiten13) Api 510 Day 5hamed100% (1)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersDokument8 SeitenQuenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded Fastenersist93993Noch keine Bewertungen
- Boiler Materials For USC Plants IJPGC 2000Dokument22 SeitenBoiler Materials For USC Plants IJPGC 2000pawanumarji1100% (1)
- Recommended Procedures For Die Steel - DownloadDokument6 SeitenRecommended Procedures For Die Steel - DownloadutkuNoch keine Bewertungen
- A 732 - A732M - 02 Equivalencia Ic AstmDokument8 SeitenA 732 - A732M - 02 Equivalencia Ic AstmorivaldopenaNoch keine Bewertungen
- Outokumpu Duplex DatasheetDokument12 SeitenOutokumpu Duplex DatasheetzosternatNoch keine Bewertungen
- Materials Standards For Metal Injection Molded PartsDokument39 SeitenMaterials Standards For Metal Injection Molded PartsJoão TarelhoNoch keine Bewertungen
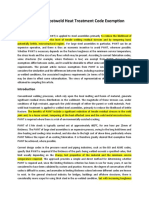
- A Review of Postweld Heat Treatment Code ExemptionDokument6 SeitenA Review of Postweld Heat Treatment Code ExemptionOmid YekkalamNoch keine Bewertungen
- ch11 PDFDokument4 Seitench11 PDFLarasati FitriaNoch keine Bewertungen
- 25875-000-V1A-PS02-00004 - Rev.003-With ApprovalDokument11 Seiten25875-000-V1A-PS02-00004 - Rev.003-With ApprovalKarthikNoch keine Bewertungen
- A 447 - A447m - 93 R98 Qtq0ny05m1i5oaDokument4 SeitenA 447 - A447m - 93 R98 Qtq0ny05m1i5oaMarceloNoch keine Bewertungen
- Defect Related FailuresDokument24 SeitenDefect Related FailuresAhmad AloudahNoch keine Bewertungen
- ARMCO Iron BrochureDokument12 SeitenARMCO Iron BrochureprincedrdoNoch keine Bewertungen
- A Crystal Structure Refers To The Repeating Arrangement of Particles in A SolidDokument49 SeitenA Crystal Structure Refers To The Repeating Arrangement of Particles in A SolidMechanical DepartmentNoch keine Bewertungen
- ELKEME S.A., Oinofyta, Greece. ( Corresponding Author: Avazdirvanidis@elkeme - Vionet.gr) ANOXAL S.A., Oinofyta, GreeceDokument3 SeitenELKEME S.A., Oinofyta, Greece. ( Corresponding Author: Avazdirvanidis@elkeme - Vionet.gr) ANOXAL S.A., Oinofyta, GreecetayefehNoch keine Bewertungen
- Classification of Materials NotesDokument9 SeitenClassification of Materials NotesJohn K KikwaiNoch keine Bewertungen
- RingsDokument22 SeitenRingsYogesh PatelNoch keine Bewertungen
- Carbon Dust-Paper by Sadler&WelchDokument14 SeitenCarbon Dust-Paper by Sadler&Welchsaurav_eduNoch keine Bewertungen
- Astm B148 - 2018Dokument6 SeitenAstm B148 - 2018mario neri67% (6)
- Aircraft MaterialsDokument44 SeitenAircraft MaterialsIan100% (2)
- Is 4431Dokument19 SeitenIs 4431Nav TalukdarNoch keine Bewertungen
- 0803134592Dokument278 Seiten0803134592bebopbee100% (2)
- Grade T91Dokument5 SeitenGrade T91anurag_4013Noch keine Bewertungen
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (81)
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen