Das könnte Ihnen auch gefallen
- Guia N°2-100000i97n-Labsegin01-Estudio de TiemposDokument5 SeitenGuia N°2-100000i97n-Labsegin01-Estudio de TiemposClaudia CadenillasNoch keine Bewertungen
- 9 - Uso de Tablas de Vapor y Ciclo RankineDokument1 Seite9 - Uso de Tablas de Vapor y Ciclo RankineLeonor Andrea VillavicencioNoch keine Bewertungen
- Deber II Fisico JUAN CHIPANTIZADokument30 SeitenDeber II Fisico JUAN CHIPANTIZACarlos Fernando TipanNoch keine Bewertungen
- Evaluación T2 - 1024Dokument2 SeitenEvaluación T2 - 1024lizbeth sanchez puellesNoch keine Bewertungen
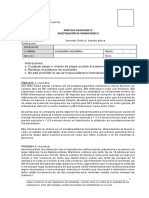
- Oper 1311 221 1 T2Dokument3 SeitenOper 1311 221 1 T2Domingo UrbinaNoch keine Bewertungen
- Unidad 4 - 01programación Entera GINDokument18 SeitenUnidad 4 - 01programación Entera GINYanela Jhossany Guevara RojasNoch keine Bewertungen
- T1 GeesopDokument3 SeitenT1 GeesopYeraNoch keine Bewertungen
- 0600 EyrDokument16 Seiten0600 EyrMarialaura100% (1)
- U6 - S14 Y 15 - Flujo de Caja Proyectado - EjercicioDokument6 SeitenU6 - S14 Y 15 - Flujo de Caja Proyectado - EjercicioGabri HelaNoch keine Bewertungen
- Evaluación T2Dokument17 SeitenEvaluación T2Yesenia BardalesNoch keine Bewertungen
- Ejercicios AplicacionDokument23 SeitenEjercicios AplicacionGuillermo Araya HuertaNoch keine Bewertungen
- Manual C4 Lounge AM19 (2018)Dokument268 SeitenManual C4 Lounge AM19 (2018)adrimoliNoch keine Bewertungen
- Taller Acciones de Mejora A Partir de La EvaluaciónDokument5 SeitenTaller Acciones de Mejora A Partir de La EvaluaciónLUISA100% (1)
- IzliaFlorentino Tarea3 61611575Dokument9 SeitenIzliaFlorentino Tarea3 61611575Maliru Florentino100% (2)
- EjerciciosdebalanceenlineaDokument4.930 SeitenEjerciciosdebalanceenlineaRicardo Fabio Medina DelgadoNoch keine Bewertungen
- T1 - Gerencia de MarketingDokument4 SeitenT1 - Gerencia de MarketingStefanny Teffy M CaballeroNoch keine Bewertungen
- Guía 1Dokument42 SeitenGuía 1Cristobal Espinosa RubioNoch keine Bewertungen
- Tarea Semana 2Dokument4 SeitenTarea Semana 2Rosalinda Ch BarretoNoch keine Bewertungen
- Politica de Calidad San FernandoDokument1 SeitePolitica de Calidad San FernandoMarlonlon SalsaNoch keine Bewertungen
- Caf2 Laboratorio 4Dokument8 SeitenCaf2 Laboratorio 4Titoxd CastroNoch keine Bewertungen
- Trabajo Final - Grupo 6Dokument40 SeitenTrabajo Final - Grupo 6Jamy Wong AcevedoNoch keine Bewertungen
- Entregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.Dokument32 SeitenEntregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.jose alvaNoch keine Bewertungen
- Upn Iind t1 Invope 2 20180 PreguntasDokument3 SeitenUpn Iind t1 Invope 2 20180 PreguntasFiorella CastilloNoch keine Bewertungen
- Evaluación T2 - 2022-0Dokument11 SeitenEvaluación T2 - 2022-0Valeska AlvarezNoch keine Bewertungen
- PC 2 Op. Unitarias y Procesos Industriales.Dokument1 SeitePC 2 Op. Unitarias y Procesos Industriales.JAIME ANTONIO VALVERDE RAMOSNoch keine Bewertungen
- T2 - INVOPE - Arismendiz Villegas Reyna EstherDokument12 SeitenT2 - INVOPE - Arismendiz Villegas Reyna EstherREYNA ESTHER ARISMENDIZ VILLEGAS100% (1)
- 4 Semana-Taller 01 Implantacion de La Filosofia de Calidad de - Autor - para La Empresa - Dedicada A La Produccion deDokument9 Seiten4 Semana-Taller 01 Implantacion de La Filosofia de Calidad de - Autor - para La Empresa - Dedicada A La Produccion devaleryNoch keine Bewertungen
- Seminario N°1 - EstequiometríaDokument12 SeitenSeminario N°1 - EstequiometríaAngel RosalesNoch keine Bewertungen
- Actividad - Semana 11BDokument5 SeitenActividad - Semana 11BKamijō TōmaNoch keine Bewertungen
- Redox PDFDokument18 SeitenRedox PDFNilda LandrielNoch keine Bewertungen
- Usil - Ingenieria de Metodos IDokument13 SeitenUsil - Ingenieria de Metodos IestefanyNoch keine Bewertungen
- PC01 CGTDokument2 SeitenPC01 CGTDaphne Elizabeth Castro RuizNoch keine Bewertungen
- Formato Tarea EF - Gestión de CostosDokument16 SeitenFormato Tarea EF - Gestión de CostosNikol AlejandraNoch keine Bewertungen
- Fisica Quimica Guia 4Dokument2 SeitenFisica Quimica Guia 4Marco Antonio VeraNoch keine Bewertungen
- S04.s1 - Material Taller de RepasoDokument13 SeitenS04.s1 - Material Taller de RepasoAilyn Carquin MendocillaNoch keine Bewertungen
- JP - MarcelaSalinasLlaury.4557.T1.LABDokument19 SeitenJP - MarcelaSalinasLlaury.4557.T1.LABMarcela Salinas Llaury0% (1)
- Dop y DapDokument5 SeitenDop y DapLanzFAlFpNoch keine Bewertungen
- S3T1 - Entorno Económico, Tecnológico y Demográfico - TareaDokument2 SeitenS3T1 - Entorno Económico, Tecnológico y Demográfico - TareaKatherin Nayjatsu Rodriguez DiazNoch keine Bewertungen
- Trabajo #1 Gestión de Mantenimiento 2023-IIDokument6 SeitenTrabajo #1 Gestión de Mantenimiento 2023-IIChristopher GarciaNoch keine Bewertungen
- JP - Lab 02 - Eficiencia y Productividad GlobalDokument40 SeitenJP - Lab 02 - Eficiencia y Productividad GlobalLucas HerreraNoch keine Bewertungen
- S01.s1 Material Sem 01-02Dokument48 SeitenS01.s1 Material Sem 01-02E. Willan Condeña MelgarNoch keine Bewertungen
- Dap Dop Mano de ObraDokument11 SeitenDap Dop Mano de ObraJonnathan Alexis Villafuerte GonzalesNoch keine Bewertungen
- Taller Grupal Semanal 3Dokument5 SeitenTaller Grupal Semanal 3Carla Medrani100% (1)
- U3 s8 Ejercicios de RepasoDokument17 SeitenU3 s8 Ejercicios de RepasoP.S. ANGHEL BERENIZ AMABLE POMANoch keine Bewertungen
- Grupo 1 Diseño y Disposición de Planta Avance 2Dokument5 SeitenGrupo 1 Diseño y Disposición de Planta Avance 2Jason AnthonyNoch keine Bewertungen
- Informe ProductividadDokument10 SeitenInforme ProductividadGabriela Rivero0% (1)
- Informe de Laboratorio 02Dokument22 SeitenInforme de Laboratorio 02xio2603Noch keine Bewertungen
- Autoev 7 OperaunitDokument7 SeitenAutoev 7 OperaunitChristiam Milla AngelesNoch keine Bewertungen
- Tarea S 4Dokument14 SeitenTarea S 4Mayumi Ana Rosas CampomanesNoch keine Bewertungen
- Grupo 3Dokument9 SeitenGrupo 3Carlos Ubillas AlcaldeNoch keine Bewertungen
- Entregable 3 Integrador Grupo 5Dokument153 SeitenEntregable 3 Integrador Grupo 5Cielooo Cielo20Noch keine Bewertungen
- Trabajo Grupal - Resistencia de MaterialesDokument5 SeitenTrabajo Grupal - Resistencia de MaterialesMiriam LopezNoch keine Bewertungen
- EF GerenciadeMarketing CubasDiazCarlosAlbertoDokument6 SeitenEF GerenciadeMarketing CubasDiazCarlosAlbertoCarlos DiazNoch keine Bewertungen
- S11.s1 - Material FQDokument26 SeitenS11.s1 - Material FQmiguel angel Huaman LezmaNoch keine Bewertungen
- U1 - S4 - Actividad Elvis RoqueDokument5 SeitenU1 - S4 - Actividad Elvis RoqueElvis RoqueNoch keine Bewertungen
- Semana 5 - Tema 1 Tarea - Avance de Informe Final 1Dokument25 SeitenSemana 5 - Tema 1 Tarea - Avance de Informe Final 1Daysi Sumico Jimenez CamposNoch keine Bewertungen
- T3 - (AC-S15) Costo Por Ordenes y ConjuntosDokument2 SeitenT3 - (AC-S15) Costo Por Ordenes y ConjuntosHOLA 1230% (1)
- Guia N°3-100000i97n-Labsegin01-Estudio de Tiempos Predeterminados PDFDokument3 SeitenGuia N°3-100000i97n-Labsegin01-Estudio de Tiempos Predeterminados PDFRosalinda Choque BarretoNoch keine Bewertungen
- Emprendimiento e Innovacion UpnDokument2 SeitenEmprendimiento e Innovacion UpnGian Portilla Capristan100% (1)
- Grupo 3 Caso VolvoVillageDokument11 SeitenGrupo 3 Caso VolvoVillageDiego LuyoNoch keine Bewertungen
- Productividad Industrial 21-07-2020Dokument13 SeitenProductividad Industrial 21-07-2020Piero UrdayNoch keine Bewertungen
- Ejercicios - Balance de LineaDokument30 SeitenEjercicios - Balance de LineayeraldineavalosNoch keine Bewertungen
- Examen ParcialDokument4 SeitenExamen ParcialAngel LopezNoch keine Bewertungen
- Vendedor Packet Formato LlenoDokument5 SeitenVendedor Packet Formato LlenoMONSERRAT PACHECONoch keine Bewertungen
- Gestion AmbientalDokument1 SeiteGestion Ambientalassurim reyesNoch keine Bewertungen
- Mat4 U6 Sesión 04Dokument8 SeitenMat4 U6 Sesión 04Elmer EscobedoNoch keine Bewertungen
- Curaduria UrbanaDokument12 SeitenCuraduria UrbanaSergio RojasNoch keine Bewertungen
- Reporte Mantto Mecanico-Turno Noche - 181018Dokument4 SeitenReporte Mantto Mecanico-Turno Noche - 181018Roman LagunaNoch keine Bewertungen
- CasaciónDokument6 SeitenCasaciónCarlos Quispe Casquero100% (1)
- Clase 7Dokument31 SeitenClase 7Sebastian Benavides100% (1)
- Curriculum SilviaDokument2 SeitenCurriculum SilviaYohana HurtadoNoch keine Bewertungen
- Glosario de Isolineas MeteorologicasDokument5 SeitenGlosario de Isolineas MeteorologicasAndreNoch keine Bewertungen
- Guia de Verificacion InvimaDokument31 SeitenGuia de Verificacion Invimayesid1717Noch keine Bewertungen
- Direct - Elab. Trab. Investigacion. Microeconomia 2022-II.Dokument9 SeitenDirect - Elab. Trab. Investigacion. Microeconomia 2022-II.ARACELI FABIOLA TORRES VASQUEZNoch keine Bewertungen
- Ejercicios 3er Parcial PDFDokument1 SeiteEjercicios 3er Parcial PDFMariana Z.ANoch keine Bewertungen
- Regiones Estratégicas de Defensa IntegralDokument18 SeitenRegiones Estratégicas de Defensa IntegralMery GonzalezNoch keine Bewertungen
- Articulo - Construccion de Una Planta de Produccion Biotecnologica Bajo El Modelo de Gestion Epcm PDFDokument4 SeitenArticulo - Construccion de Una Planta de Produccion Biotecnologica Bajo El Modelo de Gestion Epcm PDFfabianNoch keine Bewertungen
- Notas Manual SapDokument9 SeitenNotas Manual Sapmayrita2410100% (1)
- TNM01169 PSRPT 2019-11-22 00.20.10Dokument30 SeitenTNM01169 PSRPT 2019-11-22 00.20.10GUSTAVO HOLGUIN RAMIREZNoch keine Bewertungen
- Boleta de Venta Electronica Impresion 4026 PDFDokument1 SeiteBoleta de Venta Electronica Impresion 4026 PDFRonald AlexisNoch keine Bewertungen
- Universidad Veracruzana Universidad Veracruzana: Dr. Juan Campos Rivera Dr. Juan Campos RiveraDokument3 SeitenUniversidad Veracruzana Universidad Veracruzana: Dr. Juan Campos Rivera Dr. Juan Campos Rivera125 hkNoch keine Bewertungen
- T Uide 0181Dokument99 SeitenT Uide 0181Javier Cardich GalvezNoch keine Bewertungen
- Volare PatataDokument3 SeitenVolare PatataRobirotensNoch keine Bewertungen
- Catalogo Optilux IluminaciónDokument74 SeitenCatalogo Optilux IluminacióningeniosonNoch keine Bewertungen
- Practica 1.5Dokument11 SeitenPractica 1.5Karely EsparzaNoch keine Bewertungen
- PTS Descarga CombustibleDokument2 SeitenPTS Descarga Combustiblegonzalo castilloNoch keine Bewertungen
- SolicitudDokument2 SeitenSolicitudlinda visbalNoch keine Bewertungen
- Paper Sobre Reactivos para EW de CuDokument13 SeitenPaper Sobre Reactivos para EW de CuJennifer Villalobos BasáezNoch keine Bewertungen
- Reliquidacion Pension Decreto 603 de 1977Dokument4 SeitenReliquidacion Pension Decreto 603 de 1977Elkin Orlando Castro EscorciaNoch keine Bewertungen
- Contexto y Desarrollo Organizacional 3Dokument20 SeitenContexto y Desarrollo Organizacional 3Diana GonzalesNoch keine Bewertungen