Das könnte Ihnen auch gefallen
- EmbragueDokument2 SeitenEmbragueAlvaro Escalona GtzNoch keine Bewertungen
- Electro Valvulas TitanDokument4 SeitenElectro Valvulas TitanAlvaro Escalona GtzNoch keine Bewertungen
- 9811-3400 - 120.pdf 426Z PDFDokument1 Seite9811-3400 - 120.pdf 426Z PDFAlvaro Escalona Gtz100% (1)
- Fan ClutchDokument2 SeitenFan ClutchAlvaro Escalona GtzNoch keine Bewertungen
- Compactador Cs533eDokument562 SeitenCompactador Cs533eAlvaro Escalona Gtz86% (21)
- Fresnos de Disco AmproDokument2 SeitenFresnos de Disco AmproAlvaro Escalona GtzNoch keine Bewertungen
- FM-FH Seme ElektrikeDokument270 SeitenFM-FH Seme ElektrikeBosko Kalicanin91% (22)
- Manual Excavadora 320dDokument982 SeitenManual Excavadora 320dAlvaro Escalona Gtz100% (4)
- Manual de Mantenimiento Grove GMK5200Dokument244 SeitenManual de Mantenimiento Grove GMK5200Alvaro Escalona GtzNoch keine Bewertungen
- Manual Kubota Serie Ed1105 - 30Dokument2 SeitenManual Kubota Serie Ed1105 - 30Alvaro Escalona GtzNoch keine Bewertungen
- Códigos de Falla ABSDokument8 SeitenCódigos de Falla ABSAlvaro Escalona GtzNoch keine Bewertungen
- Manual DE PARTES MOTOR KUBOTADokument72 SeitenManual DE PARTES MOTOR KUBOTAAlvaro Escalona GtzNoch keine Bewertungen
- Cat 416eDokument767 SeitenCat 416eJose AG100% (1)
- Genuine Parts CatalogDokument88 SeitenGenuine Parts CatalogAlvaro Escalona Gtz100% (4)
- RTLO-16913A Eaton FullerDokument40 SeitenRTLO-16913A Eaton FullerAlvaro Escalona Gtz100% (5)
- X2 2100 Ar X2 2500 ArDokument113 SeitenX2 2100 Ar X2 2500 ArAlvaro Escalona Gtz92% (12)
- Códigos Detello VS Código SAEDokument9 SeitenCódigos Detello VS Código SAEAlvaro Escalona GtzNoch keine Bewertungen
- Phoenix Ultra Ultra XLDokument52 SeitenPhoenix Ultra Ultra XLmiikiies100% (2)
- Manual Eaton Automatic Rtlo-20918a-As2Dokument38 SeitenManual Eaton Automatic Rtlo-20918a-As2Alvaro Escalona GtzNoch keine Bewertungen
- Ajuste Freno de MotorDokument8 SeitenAjuste Freno de MotorAlvaro Escalona GtzNoch keine Bewertungen
- Auxiliary Power Unit Installation Guide: MODEL No. DPS6500Dokument8 SeitenAuxiliary Power Unit Installation Guide: MODEL No. DPS6500Alvaro Escalona GtzNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- EXXI-4130-00-00-VD-MAN-5251 - 00x-Sellos MecanicosDokument33 SeitenEXXI-4130-00-00-VD-MAN-5251 - 00x-Sellos MecanicosrodolfostiNoch keine Bewertungen
- Taper Bushes: Instructions - Installation and RemovalDokument2 SeitenTaper Bushes: Instructions - Installation and RemovaldesetekNoch keine Bewertungen
- The Advance Metalworking LatheDokument6 SeitenThe Advance Metalworking LathePronina100% (1)
- PEER Mounted Units Catalog NS-289-5 New V1 PDFDokument156 SeitenPEER Mounted Units Catalog NS-289-5 New V1 PDFLuciano PatrocinioNoch keine Bewertungen
- ns300x Assembly ManualDokument22 Seitenns300x Assembly Manualeng_mkhNoch keine Bewertungen
- HZL-30Z: Service ManualDokument20 SeitenHZL-30Z: Service ManualDavid GarnerNoch keine Bewertungen
- 2700-2300 Service Manual PreliminaryDokument62 Seiten2700-2300 Service Manual PreliminaryionplusamNoch keine Bewertungen
- CNSK SelfLubeBearings08Dokument158 SeitenCNSK SelfLubeBearings08Xavier BallurNoch keine Bewertungen
- Raptor 90 3DDokument65 SeitenRaptor 90 3DOle Kristian FlatøyNoch keine Bewertungen
- Ring Pocket RRS Rev005a PDFDokument22 SeitenRing Pocket RRS Rev005a PDFFelomyn Abance SobrevillaNoch keine Bewertungen
- MODEL 670 Drag Chain Conveyor: Installation, Maintenance and Parts ManualDokument16 SeitenMODEL 670 Drag Chain Conveyor: Installation, Maintenance and Parts ManualAnand BhiseNoch keine Bewertungen
- Aluminum Flagpole Installation InstructionsDokument1 SeiteAluminum Flagpole Installation InstructionsBNoch keine Bewertungen
- Graphtec CE1000Dokument62 SeitenGraphtec CE1000Abel PachecoNoch keine Bewertungen
- Manual 4550 Fsxa - Ku-ADokument28 SeitenManual 4550 Fsxa - Ku-AAlberto CanoNoch keine Bewertungen
- Fragment Analyzer™ Service ManualDokument42 SeitenFragment Analyzer™ Service ManualLuis badinezNoch keine Bewertungen
- Parts List: JTR-MOL254/LBADokument74 SeitenParts List: JTR-MOL254/LBAJoseNoch keine Bewertungen
- 8140B-30 Altimeter EncoderDokument48 Seiten8140B-30 Altimeter Encoderwilliam abraaoNoch keine Bewertungen
- Meter ManualDokument35 SeitenMeter ManualJosé Gregorio Herrera GarcíaNoch keine Bewertungen
- ME2257-Machine Drawing ManualDokument62 SeitenME2257-Machine Drawing ManualVPSureshKumar100% (4)
- TL-90 Parts Manual - Revision 013 - 14 02 2014Dokument62 SeitenTL-90 Parts Manual - Revision 013 - 14 02 2014Miguel Pereira da CostaNoch keine Bewertungen
- Turbine MetersDokument12 SeitenTurbine MetersLuis Jesús Villaroel BullonNoch keine Bewertungen
- Bent-Zn/Zq: Parts ListDokument67 SeitenBent-Zn/Zq: Parts ListPhilip EgyNoch keine Bewertungen
- MX-45V - MCV - Spindle Rebuild - SBM0030Dokument3 SeitenMX-45V - MCV - Spindle Rebuild - SBM0030mustafa kaya alp yıldırımNoch keine Bewertungen
- DC-330NC Parts ManualDokument60 SeitenDC-330NC Parts ManualDavid SchofieldNoch keine Bewertungen
- Part Catalouge - Backhoe Loader EngineDokument271 SeitenPart Catalouge - Backhoe Loader EngineLucas LancioniNoch keine Bewertungen
- Belmont SP Ciela UnitDokument34 SeitenBelmont SP Ciela UnitTecnico BuhosNoch keine Bewertungen
- Perkins Boletin MotorDokument7 SeitenPerkins Boletin MotorWilliams Araya100% (1)
- Manual Bomba DESMI DK-9400Dokument8 SeitenManual Bomba DESMI DK-9400Schneider ParadaNoch keine Bewertungen
- Brother NV1250D Serive ManualDokument279 SeitenBrother NV1250D Serive ManualDewayne Tennant100% (1)
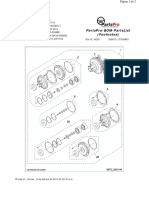
- Manual de Partes 426Dokument691 SeitenManual de Partes 426Андрей Аникин100% (1)