Das könnte Ihnen auch gefallen
- WoodPlans Online - Collectors CabinetDokument9 SeitenWoodPlans Online - Collectors CabinetЧедомир АрнаутNoch keine Bewertungen
- Dining Room ChairsDokument16 SeitenDining Room Chairsrhinorod100% (1)
- Woodworking - Plans - Library TableDokument7 SeitenWoodworking - Plans - Library TableRolando Daclan100% (7)
- Folding Chair PlanDokument16 SeitenFolding Chair PlanOswal OsunaNoch keine Bewertungen
- BookcasePlans FW1124 - ClassicCaseDokument7 SeitenBookcasePlans FW1124 - ClassicCasebernardcornfeld100% (1)
- V7045 The 1839 School BoxDokument4 SeitenV7045 The 1839 School BoxAnonymous 17Wz8UAjF100% (1)
- Wood Working Plans - Portable Router Station PDFDokument8 SeitenWood Working Plans - Portable Router Station PDFBen GerezNoch keine Bewertungen
- Milling Table: Illustration by James ProvostDokument4 SeitenMilling Table: Illustration by James ProvostrhinorodNoch keine Bewertungen
- Spindle Turning: Fine Points For The BeginnerDokument6 SeitenSpindle Turning: Fine Points For The Beginnerapi-25885411Noch keine Bewertungen
- Classic RockerDokument9 SeitenClassic Rocker- yAy3e -Noch keine Bewertungen
- Jig Maker's Toolkit: Stock Up On This Ti Me-Saving Collecti On of Important IngredientsDokument6 SeitenJig Maker's Toolkit: Stock Up On This Ti Me-Saving Collecti On of Important IngredientsJd Diaz100% (1)
- Distance Relay Setting CalculationDokument8 SeitenDistance Relay Setting Calculation1453h100% (7)
- Work Bench 3Dokument4 SeitenWork Bench 3- yAy3e -100% (1)
- Folding Sun LoungerDokument14 SeitenFolding Sun LoungerKrespov100% (1)
- Garden Bench: Woodworks: Intermediate ProjectDokument9 SeitenGarden Bench: Woodworks: Intermediate ProjectRenos Konstantinou100% (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideVon EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNoch keine Bewertungen
- Sash PlanesDokument5 SeitenSash PlanesBlakdawg15100% (1)
- WSmithSpets MustHaveHandTools PDFDokument119 SeitenWSmithSpets MustHaveHandTools PDFpeter100% (1)
- Cut Matching Curves (Companion Article)Dokument4 SeitenCut Matching Curves (Companion Article)remiks12100% (1)
- Activities For Learner-Centered TeachingDokument56 SeitenActivities For Learner-Centered TeachingAmiga Mi100% (1)
- Showcase Cabinets: The Delicate Interplay of Glass and WoodDokument7 SeitenShowcase Cabinets: The Delicate Interplay of Glass and WoodAdrian Cocis100% (1)
- Timberkits Guitar Instructions 4 2014Dokument16 SeitenTimberkits Guitar Instructions 4 2014JuanCarlosLopezNoch keine Bewertungen
- 75 - Making A Longer Plank-Top WorkbenchDokument1 Seite75 - Making A Longer Plank-Top WorkbenchGsmHelp100% (1)
- Wall-Hung Telephone Cabinet: Project 11257EZDokument6 SeitenWall-Hung Telephone Cabinet: Project 11257EZBSulli100% (1)
- Wood Joint Work Part 4Dokument2 SeitenWood Joint Work Part 4Lo M'hNoch keine Bewertungen
- Creating A Ring HolderDokument3 SeitenCreating A Ring Holderapi-522254901Noch keine Bewertungen
- The Shel L Game: Ti Ps For Ca Rvi NG A Classic Newpo RT Shel LDokument4 SeitenThe Shel L Game: Ti Ps For Ca Rvi NG A Classic Newpo RT Shel LTAANGTAWAN007Noch keine Bewertungen
- Automata PlansDokument10 SeitenAutomata PlansSquinkle100% (1)
- Olde Forge Adirondack Chair PLANS PDFDokument49 SeitenOlde Forge Adirondack Chair PLANS PDFjlct2009Noch keine Bewertungen
- Pit Viper 351Dokument6 SeitenPit Viper 351Sebastian Robles100% (2)
- Selección de Los Mejores Dispositivos y Trucos para La Sierra CircularDokument24 SeitenSelección de Los Mejores Dispositivos y Trucos para La Sierra CircularPierre799es100% (6)
- Hollows and RoundsDokument3 SeitenHollows and RoundsMitch ArchNoch keine Bewertungen
- Record and Tape Cabinet: Project 11185EZDokument8 SeitenRecord and Tape Cabinet: Project 11185EZBSulliNoch keine Bewertungen
- A Classic Case: A Project Plan For A Case With A Modern Take On An Arts and Crafts ClassicDokument7 SeitenA Classic Case: A Project Plan For A Case With A Modern Take On An Arts and Crafts ClassicMushroom Love Stars CrUz100% (1)
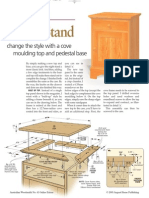
- Night Stand: Online ExtrasDokument2 SeitenNight Stand: Online ExtrasDavid TuaineNoch keine Bewertungen
- 3 Tool Chest TopDokument5 Seiten3 Tool Chest TopAguinaldo OliveiraNoch keine Bewertungen
- Router LiftDokument27 SeitenRouter Liftmrivero1983100% (2)
- H Frame Folding Tabletop Easel PlanDokument25 SeitenH Frame Folding Tabletop Easel PlanFiorenzoAlbatrosNoch keine Bewertungen
- Chamfer PlaneDokument3 SeitenChamfer PlaneFred171717100% (1)
- Bowl Basics 2Dokument5 SeitenBowl Basics 2api-522254901Noch keine Bewertungen
- Manual Sorrento and Inlaid Work For Amateurs, Arthur Hope 1876Dokument100 SeitenManual Sorrento and Inlaid Work For Amateurs, Arthur Hope 1876karma2011Noch keine Bewertungen
- Irregular Verbs Lesson PlanDokument13 SeitenIrregular Verbs Lesson Planapi-311868026Noch keine Bewertungen
- Wood Master 201301Dokument99 SeitenWood Master 201301Dragan Cvetkovic100% (1)
- Principles & Practice of Ornamental or Complex TurningVon EverandPrinciples & Practice of Ornamental or Complex TurningNoch keine Bewertungen
- Timberkits Chirp Chicks Instructions 2015Dokument28 SeitenTimberkits Chirp Chicks Instructions 2015gregorio mendozaNoch keine Bewertungen
- 03 PDFDokument68 Seiten03 PDFGeorge Vlad AndronicNoch keine Bewertungen
- Wooden Scrub Plane From ScrapDokument9 SeitenWooden Scrub Plane From ScrapRod HyattNoch keine Bewertungen
- C3H Hawaii (Polynesian Islands) (Native Food in Hawaii)Dokument19 SeitenC3H Hawaii (Polynesian Islands) (Native Food in Hawaii)Yoon Yati ShinNoch keine Bewertungen
- Cópia de CR Fine Woodworking PlanemakingDokument8 SeitenCópia de CR Fine Woodworking PlanemakingjrjuliaoNoch keine Bewertungen
- Y2V7 Full With SSDokument294 SeitenY2V7 Full With SSAyanokoji KyotakaNoch keine Bewertungen
- A Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.Von EverandA Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.Noch keine Bewertungen
- The Woodworker S Journal - Vol 06 5 - Sep-Oct 1982 SDokument48 SeitenThe Woodworker S Journal - Vol 06 5 - Sep-Oct 1982 SThierry Morin100% (1)
- Pennsylvania Spice BoxDokument6 SeitenPennsylvania Spice BoxAnonymous QJ5j94luLmNoch keine Bewertungen
- Safe Use of Power Tools Rev0Dokument92 SeitenSafe Use of Power Tools Rev0mohapatrarajNoch keine Bewertungen
- Mitsubishi IC Pneumatic Forklift PDFDokument5 SeitenMitsubishi IC Pneumatic Forklift PDFfdpc1987Noch keine Bewertungen
- Reconductoring Using HTLS Conductors. Case Study For A 220 KV Double Circuit Transmission LINE in RomaniaDokument7 SeitenReconductoring Using HTLS Conductors. Case Study For A 220 KV Double Circuit Transmission LINE in RomaniaJose ValdiviesoNoch keine Bewertungen
- ArtofWoodworking WorkbenchDokument4 SeitenArtofWoodworking Workbenchsalulai100% (1)
- 12 In. Disk SanderDokument7 Seiten12 In. Disk SanderPierre799esNoch keine Bewertungen
- Woodworking Plans - Childs RockerDokument16 SeitenWoodworking Plans - Childs RockerBob Kowalski100% (1)
- Segmentation Basic 1Dokument26 SeitenSegmentation Basic 1Anonymous p2cFoXbjDNoch keine Bewertungen
- Thank You!: WOOD StoreDokument10 SeitenThank You!: WOOD StoreLibrado Morales ZamoraNoch keine Bewertungen
- Cómo Hacer Una Rueda Con Rayos en MaderaDokument8 SeitenCómo Hacer Una Rueda Con Rayos en MaderaPierre799esNoch keine Bewertungen
- Digital Patterns: Designed by Steve GoodDokument6 SeitenDigital Patterns: Designed by Steve GoodRichard PerezNoch keine Bewertungen
- Digital Patterns: Designed by Steve GoodDokument5 SeitenDigital Patterns: Designed by Steve GoodEmilian Baluta100% (1)
- EZPine Wall ShelfDokument3 SeitenEZPine Wall ShelfBSulliNoch keine Bewertungen
- Pano PDFDokument121 SeitenPano PDFjuanNoch keine Bewertungen
- Mrs. Saba Khan 15 Shahbad Diwan Khana, Bareilly, City, Bareilly, Bareilly, Utt AR PRADESH, 243003,9219172265Dokument28 SeitenMrs. Saba Khan 15 Shahbad Diwan Khana, Bareilly, City, Bareilly, Bareilly, Utt AR PRADESH, 243003,9219172265amitNoch keine Bewertungen
- Fundamentals of Heat and Mass Transfer 7Th Edition Incropera Solutions Manual Full Chapter PDFDokument68 SeitenFundamentals of Heat and Mass Transfer 7Th Edition Incropera Solutions Manual Full Chapter PDFbrainykabassoullw100% (10)
- MT6580 Android Scatter FRPDokument7 SeitenMT6580 Android Scatter FRPTudor Circo100% (1)
- SalivaDokument42 SeitenSalivaAtharva KambleNoch keine Bewertungen
- 10 Day Penniman Chart - Literacy NarrativesDokument5 Seiten10 Day Penniman Chart - Literacy Narrativesapi-502300054Noch keine Bewertungen
- Cutting Conics AsDokument3 SeitenCutting Conics Asbabe09Noch keine Bewertungen
- ToobaKhawar 6733 VPL Lab Sat 12 3 All TasksDokument38 SeitenToobaKhawar 6733 VPL Lab Sat 12 3 All TasksTooba KhawarNoch keine Bewertungen
- Authority To TravelDokument39 SeitenAuthority To TraveljoraldNoch keine Bewertungen
- Assignment 1 SolutionDokument11 SeitenAssignment 1 SolutionKash TorabiNoch keine Bewertungen
- Ecological Building: Term Project For ME 599Dokument32 SeitenEcological Building: Term Project For ME 599Junaid AnwarNoch keine Bewertungen
- Nanoimprint Lithography: Presented by Group 7Dokument27 SeitenNanoimprint Lithography: Presented by Group 7Samia SafaNoch keine Bewertungen
- A-Health Advance - Application Form With InstructionsDokument14 SeitenA-Health Advance - Application Form With InstructionsExsan OthmanNoch keine Bewertungen
- JICA Helmya DCC Building FFDokument4 SeitenJICA Helmya DCC Building FFMuhammad ElbarbaryNoch keine Bewertungen
- 1349122940100212diggerDokument24 Seiten1349122940100212diggerCoolerAdsNoch keine Bewertungen
- Creating A Pathway For Every Student: Holyoke High School Redesign Strategic PlanDokument29 SeitenCreating A Pathway For Every Student: Holyoke High School Redesign Strategic PlanMike PlaisanceNoch keine Bewertungen
- Transcendental Meditaton ProgramDokument3 SeitenTranscendental Meditaton Programacharyaprakash0% (3)
- 02b. POS Learn ModuleDokument7 Seiten02b. POS Learn ModuleKUHINJANoch keine Bewertungen
- Freeman Has Been A Partner in A Commercial Construction CompanyDokument1 SeiteFreeman Has Been A Partner in A Commercial Construction CompanyMuhammad ShahidNoch keine Bewertungen
- ASWP Manual - Section 1 - IntroductionDokument17 SeitenASWP Manual - Section 1 - Introductionjmvm56Noch keine Bewertungen
- UX-driven Heuristics For Every Designer: OutlineDokument7 SeitenUX-driven Heuristics For Every Designer: OutlinemuhammadsabirinhadisNoch keine Bewertungen
- 1778 3557 1 SM PDFDokument4 Seiten1778 3557 1 SM PDFjulio simanjuntakNoch keine Bewertungen