Das könnte Ihnen auch gefallen
- Truefire Guitar Chord Cookbook PDFDokument101 SeitenTruefire Guitar Chord Cookbook PDFeuripides7794% (17)
- Column Design With ExcelDokument40 SeitenColumn Design With ExcelMatiur Rahman BasumNoch keine Bewertungen
- C7 Matrix AcidizingDokument73 SeitenC7 Matrix AcidizingNguyễnTrường100% (1)
- Explosion at The Conoco Humber Refinery - Lessons Learned PDFDokument29 SeitenExplosion at The Conoco Humber Refinery - Lessons Learned PDFMuhammad IqmalNoch keine Bewertungen
- Delayed Coker Fired HeatersDokument20 SeitenDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsVon EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNoch keine Bewertungen
- FCC Troubleshooting - Catalyst LossesDokument36 SeitenFCC Troubleshooting - Catalyst LossesLee860531Noch keine Bewertungen
- Upstream Process Engineering Course: 5. Produced WaterDokument27 SeitenUpstream Process Engineering Course: 5. Produced WaterMohamed SelimNoch keine Bewertungen
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Failure Analysis of Tube and Shell Heat ExchangerDokument5 SeitenFailure Analysis of Tube and Shell Heat ExchangerIJRASETPublicationsNoch keine Bewertungen
- Flare Line Failure Case, What We Have LearnedDokument20 SeitenFlare Line Failure Case, What We Have LearnedNABEEL VMNoch keine Bewertungen
- C3 Well PerformanceDokument36 SeitenC3 Well PerformanceNguyễnTrườngNoch keine Bewertungen
- Analysis of Steam Superheater Tube Failures of Medium Pressure BoilersDokument14 SeitenAnalysis of Steam Superheater Tube Failures of Medium Pressure Boilersingmetal9104Noch keine Bewertungen
- Cracking in Fire Tube BoilersDokument8 SeitenCracking in Fire Tube BoilersRui AlexandreNoch keine Bewertungen
- Flare Line Failure CaseDokument20 SeitenFlare Line Failure CaseHitesh PanchalNoch keine Bewertungen
- WQU Econometrics Group Work ProjectDokument12 SeitenWQU Econometrics Group Work ProjectNguyễnTrường50% (2)
- C4 PerforatingDokument40 SeitenC4 PerforatingNguyễnTrườngNoch keine Bewertungen
- C6 Sand ControlDokument35 SeitenC6 Sand ControlNguyễnTrường100% (1)
- Boiler Tube FailuresDokument42 SeitenBoiler Tube Failuresmridul100% (5)
- Blow in Essar 15.2.10Dokument18 SeitenBlow in Essar 15.2.10TheleapInoblivionNoch keine Bewertungen
- Troubleshooting Catalyst Losses in The FCC Unit Kou BASF FCCU Galveston 2016Dokument31 SeitenTroubleshooting Catalyst Losses in The FCC Unit Kou BASF FCCU Galveston 2016GOPALJI SINGHNoch keine Bewertungen
- Case Studies in Boiler FailuresDokument14 SeitenCase Studies in Boiler Failuresparthi2006576880% (5)
- Boiler Tube Failure Case StudyDokument23 SeitenBoiler Tube Failure Case StudykkannanmtpsNoch keine Bewertungen
- What Went Wrong: TopicDokument35 SeitenWhat Went Wrong: Topickara_25Noch keine Bewertungen
- Aph FireDokument25 SeitenAph Firesekhar_ntpcNoch keine Bewertungen
- MIA Cherry Point Refinery Crude Unit Fire - Final One-PagerDokument1 SeiteMIA Cherry Point Refinery Crude Unit Fire - Final One-PagernishilgeorgeNoch keine Bewertungen
- C5 Formation DamageDokument42 SeitenC5 Formation DamageNguyễnTrường100% (1)
- Seismic InterpretationDokument24 SeitenSeismic InterpretationNguyễnTrườngNoch keine Bewertungen
- CFB Boiler Comprehensive Improvement of Boiler Performance and Efficiency-1Dokument42 SeitenCFB Boiler Comprehensive Improvement of Boiler Performance and Efficiency-1ahmad nur zaman100% (1)
- Coiled Tubing PDFDokument230 SeitenCoiled Tubing PDFNguyễnTrườngNoch keine Bewertungen
- Lesson Learnt From Aiche Paper'sDokument49 SeitenLesson Learnt From Aiche Paper'sSyed Sheraz Hussain100% (1)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsVon EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (6)
- Materials Challenges For Fossil-Fuelled Power Plant: Derek Allen Alstom PowerDokument51 SeitenMaterials Challenges For Fossil-Fuelled Power Plant: Derek Allen Alstom PowerAshar Ardhi EriyadiNoch keine Bewertungen
- Boiler and AuxiliariesDokument29 SeitenBoiler and Auxiliariesnsarav100% (1)
- Reformer Tube Failure IDokument13 SeitenReformer Tube Failure Iabhijitwakodikar100% (2)
- Vessel Design SlidesDokument32 SeitenVessel Design SlidesJay Lawson100% (1)
- Erosion - Fac. PDFDokument50 SeitenErosion - Fac. PDFFahim KazmiNoch keine Bewertungen
- 1 s2.0 S0263876299718186 Main PDFDokument7 Seiten1 s2.0 S0263876299718186 Main PDFLeydi PatiñoNoch keine Bewertungen
- Cracking in Fire-Tube BoilersDokument8 SeitenCracking in Fire-Tube BoilersSH1961Noch keine Bewertungen
- About Delayed Coking Unit InspectionsDokument96 SeitenAbout Delayed Coking Unit Inspectionspiolinwalls100% (1)
- Heat Recovery Steam Generators (HRSG) and Treatment ChemistriesDokument50 SeitenHeat Recovery Steam Generators (HRSG) and Treatment ChemistriesMarioNoch keine Bewertungen
- Report On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power StationsDokument10 SeitenReport On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power Stationshari gopala charyNoch keine Bewertungen
- Shell DTS PrimerDokument97 SeitenShell DTS PrimershatalinNoch keine Bewertungen
- Nh3 Plant FailuresDokument18 SeitenNh3 Plant FailuresMurugappan PalaniappanNoch keine Bewertungen
- Boiler Tubes Overheating Failures and Actions To Control ThemDokument2 SeitenBoiler Tubes Overheating Failures and Actions To Control ThemThanhluan NguyenNoch keine Bewertungen
- Uninterrupted and Reliable Operation For CFB BOILERDokument59 SeitenUninterrupted and Reliable Operation For CFB BOILERRizqi PriatnaNoch keine Bewertungen
- GenMath11 Q1 Mod26 Domain and Range of Logarithmic Functions 08082020Dokument19 SeitenGenMath11 Q1 Mod26 Domain and Range of Logarithmic Functions 08082020Charity Myrh Pasquin ArzagaNoch keine Bewertungen
- Recent Catastrophic Failures of Boiler Components - Where Do We Go From Here?Dokument26 SeitenRecent Catastrophic Failures of Boiler Components - Where Do We Go From Here?avgpaulNoch keine Bewertungen
- VGO HDTIncidentDokument8 SeitenVGO HDTIncidentBhavesh Dilip ChanchlaniNoch keine Bewertungen
- Brittle FractureDokument42 SeitenBrittle FracturerodrigoperezsimoneNoch keine Bewertungen
- Welcome: One Day Seminar OnDokument47 SeitenWelcome: One Day Seminar Onshindesv2000Noch keine Bewertungen
- Power Point On PolyethyleneDokument47 SeitenPower Point On PolyethyleneAmir O. OshoNoch keine Bewertungen
- Sodegaura-1992 Chemical Process SafetyDokument13 SeitenSodegaura-1992 Chemical Process SafetyMeet SaraiyaNoch keine Bewertungen
- ChloridesDokument20 SeitenChloridesSara cravenNoch keine Bewertungen
- Factors Responsible For Destruction of Boilers: A Guide For PreventionDokument26 SeitenFactors Responsible For Destruction of Boilers: A Guide For Preventionkcp1986Noch keine Bewertungen
- According To Use: Main Auxiliary According To Passage of Flue GasesDokument11 SeitenAccording To Use: Main Auxiliary According To Passage of Flue GasesAbdallah MansourNoch keine Bewertungen
- Failure Analysis ReportDokument24 SeitenFailure Analysis ReportThirukkumaranBalasubramanianNoch keine Bewertungen
- Accidents in Power PlantsDokument6 SeitenAccidents in Power PlantsHitesh Navlani100% (1)
- Case Study On Major Fire Incident Due To Failure of Crude Booster PumpDokument5 SeitenCase Study On Major Fire Incident Due To Failure of Crude Booster PumpManish ChandaniNoch keine Bewertungen
- Case StudyDokument4 SeitenCase StudyShubham ChauhanNoch keine Bewertungen
- Case Study NRL FireDokument5 SeitenCase Study NRL FirechaitanyaNoch keine Bewertungen
- TP 77 Pap PDFDokument8 SeitenTP 77 Pap PDFJaved MohammedNoch keine Bewertungen
- "Exh Gas Economizer Low Pressure" Steam Pipe Leakage: 1. E.G.E Principal ItemsDokument2 Seiten"Exh Gas Economizer Low Pressure" Steam Pipe Leakage: 1. E.G.E Principal ItemsRani NoumanNoch keine Bewertungen
- Maglasang Report On Research Paper Review #03Dokument13 SeitenMaglasang Report On Research Paper Review #03Jude Philip MaglasangNoch keine Bewertungen
- Radiant Tube Heating StripDokument9 SeitenRadiant Tube Heating StripSajib Chandra RoyNoch keine Bewertungen
- Brochure PDR English 07Dokument16 SeitenBrochure PDR English 07Karthick Velayutham100% (1)
- HazopcasDokument21 SeitenHazopcasJose Cote BravoNoch keine Bewertungen
- Orals PDFDokument36 SeitenOrals PDFAustin UdofiaNoch keine Bewertungen
- SOP - Start-Up & Shut Down Procedure of Thermal Craker Heater De-CokingDokument10 SeitenSOP - Start-Up & Shut Down Procedure of Thermal Craker Heater De-CokingsaadNoch keine Bewertungen
- When Isolations Go Wrong: Andrew HallDokument44 SeitenWhen Isolations Go Wrong: Andrew HallenriqueramoscNoch keine Bewertungen
- Pump Explosions AmplatsDokument85 SeitenPump Explosions AmplatsArun KumarNoch keine Bewertungen
- Scientific American Supplement, No. 360, November 25, 1882Von EverandScientific American Supplement, No. 360, November 25, 1882Noch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Course Objective: Toxic Effects, Fire or ExplosionDokument4 SeitenCourse Objective: Toxic Effects, Fire or ExplosionNguyễnTrườngNoch keine Bewertungen
- Introductiontocustodytransfer 161204083749Dokument58 SeitenIntroductiontocustodytransfer 161204083749NguyễnTrườngNoch keine Bewertungen
- Pipe - It Software AssistantDokument136 SeitenPipe - It Software AssistantNguyễnTrườngNoch keine Bewertungen
- BP Group Process Safety Training: Course AdminDokument9 SeitenBP Group Process Safety Training: Course AdminNguyễnTrườngNoch keine Bewertungen
- Operations: J - How Can We Operate Safely?Dokument8 SeitenOperations: J - How Can We Operate Safely?NguyễnTrườngNoch keine Bewertungen
- How Do You Manage All These Hazards and Risks?: N - LegalDokument10 SeitenHow Do You Manage All These Hazards and Risks?: N - LegalNguyễnTrườngNoch keine Bewertungen
- P - Texas CityDokument8 SeitenP - Texas CityNguyễnTrườngNoch keine Bewertungen
- M - ER II AuditDokument6 SeitenM - ER II AuditNguyễnTrườngNoch keine Bewertungen
- F - TechniquesDokument19 SeitenF - TechniquesNguyễnTrườngNoch keine Bewertungen
- Management of Change: L - MocDokument9 SeitenManagement of Change: L - MocNguyễnTrườngNoch keine Bewertungen
- What Is Risk?: E - Risk Assessment & ManagementDokument17 SeitenWhat Is Risk?: E - Risk Assessment & ManagementNguyễnTrườngNoch keine Bewertungen
- C - Hazard ScenariosDokument16 SeitenC - Hazard ScenariosNguyễnTrườngNoch keine Bewertungen
- B - Industrial Hazards: Physical Hazards Chemical HazardsDokument9 SeitenB - Industrial Hazards: Physical Hazards Chemical HazardsNguyễnTrườngNoch keine Bewertungen
- When Humans Get Involved: Human FactorsDokument4 SeitenWhen Humans Get Involved: Human FactorsNguyễnTrườngNoch keine Bewertungen
- Lithology and Porosity in Complex Formations: - CrossplotsDokument17 SeitenLithology and Porosity in Complex Formations: - CrossplotsNguyễnTrườngNoch keine Bewertungen
- 4.00" Seal Bore Extension 4.00" Seal Bore Extension 4.00" Seal Bore Extension 4.00" Seal Bore ExtensionDokument2 Seiten4.00" Seal Bore Extension 4.00" Seal Bore Extension 4.00" Seal Bore Extension 4.00" Seal Bore ExtensionNguyễnTrườngNoch keine Bewertungen
- 30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsDokument10 Seiten30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsStefan NaricNoch keine Bewertungen
- Time Value of Money:: "Money Is An Arm or Leg. You Either Use It or Lose It." - Henry FordDokument33 SeitenTime Value of Money:: "Money Is An Arm or Leg. You Either Use It or Lose It." - Henry FordramunagatiNoch keine Bewertungen
- RiddleDokument3 SeitenRiddleCRISTAN ALONZONoch keine Bewertungen
- Analytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidDokument30 SeitenAnalytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidUğur DemirNoch keine Bewertungen
- Virtual Memory & Demand PagingDokument22 SeitenVirtual Memory & Demand PagingAli AhmadNoch keine Bewertungen
- Bluebeam Revu Keyboard Shortcuts 2017-UKDokument8 SeitenBluebeam Revu Keyboard Shortcuts 2017-UKStigNoch keine Bewertungen
- Differentiation11 21Dokument75 SeitenDifferentiation11 21Maryam ShahidNoch keine Bewertungen
- IT6602 SA Coaching Class QuestionsDokument3 SeitenIT6602 SA Coaching Class QuestionsvinothNoch keine Bewertungen
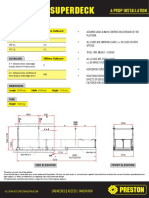
- SuperDeck All ModelsDokument12 SeitenSuperDeck All Modelsarthur chungNoch keine Bewertungen
- Properties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistDokument4 SeitenProperties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistPaul Schumann50% (2)
- Corrosion Properties of Copper Nickel Alloys in Chlorinated Sea WaterDokument14 SeitenCorrosion Properties of Copper Nickel Alloys in Chlorinated Sea WaterArunNoch keine Bewertungen
- Sodium Borohydride Reduction of CyclohexanoneDokument6 SeitenSodium Borohydride Reduction of CyclohexanoneIqmal HakimiNoch keine Bewertungen
- AIR IOS ReadmeDokument2 SeitenAIR IOS ReadmeHeir TatamiNoch keine Bewertungen
- Unit 7 Motion Review Sheet AnswersDokument3 SeitenUnit 7 Motion Review Sheet AnswersFlorie Fe Rosario Ortega100% (1)
- Experiment 08-A2dDokument3 SeitenExperiment 08-A2dapi-277396867Noch keine Bewertungen
- UK Assemblies PDFDokument284 SeitenUK Assemblies PDFFernando Borges ChachaNoch keine Bewertungen
- Genetic Variability and Correlation Studies in Okra (Abelmuschus Esculentus (L) Moench)Dokument67 SeitenGenetic Variability and Correlation Studies in Okra (Abelmuschus Esculentus (L) Moench)rajsign5100% (3)
- Manual HoneywellDokument36 SeitenManual HoneywellVicente RodriguezNoch keine Bewertungen
- CSTR in SeriesDokument3 SeitenCSTR in SeriesDhananjay KadamNoch keine Bewertungen
- Assignment 1 - Spring2006: SolutionDokument31 SeitenAssignment 1 - Spring2006: SolutionMuhammad UmairNoch keine Bewertungen
- 1 Kinetic Molecular TheoryDokument23 Seiten1 Kinetic Molecular TheoryAeron Kurt AcuñaNoch keine Bewertungen
- Datasheet Cpu 416-2Dokument13 SeitenDatasheet Cpu 416-2Danu MaldinoNoch keine Bewertungen
- 13 Years BITSAT Past PapersDokument304 Seiten13 Years BITSAT Past PapersEdu VsatNoch keine Bewertungen
- Carbon Compounds: Standard/ Class/ Grade - 10 SSC, CBSE - 8 ICSEDokument53 SeitenCarbon Compounds: Standard/ Class/ Grade - 10 SSC, CBSE - 8 ICSEsaintEmNoch keine Bewertungen
- Electrical Submersible Pump HandbookDokument67 SeitenElectrical Submersible Pump HandbookAnonymous Xy309m9Sm9Noch keine Bewertungen