Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- C560XL Schematic ManualDokument215 SeitenC560XL Schematic Manualmrxybb100% (3)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Electric Power Distribution AutomationDokument3 SeitenElectric Power Distribution AutomationtmhaqNoch keine Bewertungen
- IEC Short Circuit Calculation Methods ETAPDokument8 SeitenIEC Short Circuit Calculation Methods ETAPbertovalenNoch keine Bewertungen
- Protection Basics by SEL Nov 18 19Dokument239 SeitenProtection Basics by SEL Nov 18 19vineets058100% (1)
- Acsr Tree Wire 15KV PDFDokument1 SeiteAcsr Tree Wire 15KV PDFbertovalenNoch keine Bewertungen
- Self RespectDokument1 SeiteSelf RespectbertovalenNoch keine Bewertungen
- How To Motivate YourselfDokument1 SeiteHow To Motivate Yourselfbertovalen100% (1)
- Ampacity/Capacity Page: Cable Ampacity and SizingDokument31 SeitenAmpacity/Capacity Page: Cable Ampacity and SizingbertovalenNoch keine Bewertungen
- AC Exercise 1: I. Create Project and Build The Single Line Diagram ModelDokument3 SeitenAC Exercise 1: I. Create Project and Build The Single Line Diagram ModelbertovalenNoch keine Bewertungen
- Type AB Data SheetDokument2 SeitenType AB Data SheetbertovalenNoch keine Bewertungen
- TCC Number 165 6 2Dokument1 SeiteTCC Number 165 6 2bertovalenNoch keine Bewertungen
- Power Distribution System Load Flow Usin PDFDokument6 SeitenPower Distribution System Load Flow Usin PDFbertovalenNoch keine Bewertungen
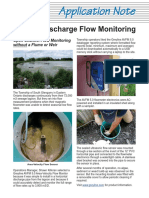
- Lagoon Discharge Flow Monitoring: Open Channel Flow Monitoring A Flume or Weir WithoutDokument1 SeiteLagoon Discharge Flow Monitoring: Open Channel Flow Monitoring A Flume or Weir WithoutbertovalenNoch keine Bewertungen
- Weekly Market Blueprint 24 Septemberto 28 September 18Dokument4 SeitenWeekly Market Blueprint 24 Septemberto 28 September 18bertovalenNoch keine Bewertungen
- ResolutionNo 15seriesof2014Dokument33 SeitenResolutionNo 15seriesof2014bertovalenNoch keine Bewertungen
- Simplified Cut Core Inductor Design - NASADokument87 SeitenSimplified Cut Core Inductor Design - NASAthkhanhNoch keine Bewertungen
- Alternating Current: AC Voltage Applied To A ResistorDokument4 SeitenAlternating Current: AC Voltage Applied To A ResistorAdarsh DhawanNoch keine Bewertungen
- Transistor ProjectsDokument67 SeitenTransistor Projectscj100% (2)
- Service Manual: No. SEB-83ACEDokument129 SeitenService Manual: No. SEB-83ACEThein Htoon lwin100% (3)
- Instant Download Ebook PDF Electric Circuits 11th Global Edition PDF ScribdDokument41 SeitenInstant Download Ebook PDF Electric Circuits 11th Global Edition PDF Scribdjames.schultz763100% (45)
- A New Technique For Measuring Ferrite Core Loss Under DC Bias ConditionsDokument4 SeitenA New Technique For Measuring Ferrite Core Loss Under DC Bias Conditionsshekhar.mnnitNoch keine Bewertungen
- Service Manual: Maintenance of Wheel Loader Electrical EquipmentDokument64 SeitenService Manual: Maintenance of Wheel Loader Electrical Equipmentchuck absulioNoch keine Bewertungen
- PHY102 Numerical-Problems-6 Summer2020Dokument1 SeitePHY102 Numerical-Problems-6 Summer2020Ambrin AishaNoch keine Bewertungen
- Electronic Design Ebook - Back To Basics - Impedance MatchingDokument24 SeitenElectronic Design Ebook - Back To Basics - Impedance Matchingaj7scribdNoch keine Bewertungen
- Simulation Lab 6 - DC MotorDokument27 SeitenSimulation Lab 6 - DC MotoriswadihrNoch keine Bewertungen
- Infineon-CoolGaN High Voltage Power Transistors For PCB Layout Optimization-ApplicationNotes-V01 00-EnDokument25 SeitenInfineon-CoolGaN High Voltage Power Transistors For PCB Layout Optimization-ApplicationNotes-V01 00-EnphamNoch keine Bewertungen
- 9702 s19 QP 42 PDFDokument28 Seiten9702 s19 QP 42 PDFSabeha KhanNoch keine Bewertungen
- M&I Unit 5Dokument7 SeitenM&I Unit 5KeerthiSahaNoch keine Bewertungen
- 7 Electrical Drawing: ObjectivesDokument25 Seiten7 Electrical Drawing: ObjectivesSergey ShkapovNoch keine Bewertungen
- IO Packs of Mark 6e (Discrete I - O) - Automation & Control Engineering ForumDokument1 SeiteIO Packs of Mark 6e (Discrete I - O) - Automation & Control Engineering ForumHBNBILNoch keine Bewertungen
- Kavita 10Dokument1 SeiteKavita 10shipraverma2005Noch keine Bewertungen
- RLC CircuitsDokument15 SeitenRLC CircuitsSasindran SNoch keine Bewertungen
- Understanding Magnetic Flux Leakage Test PDFDokument386 SeitenUnderstanding Magnetic Flux Leakage Test PDFMayra Lizeth Mayorga LaguadoNoch keine Bewertungen
- Motors and DrivesDokument23 SeitenMotors and DrivesharishkumarsinghNoch keine Bewertungen
- CW-DSC-005 - Offshore Installation InstructionDokument32 SeitenCW-DSC-005 - Offshore Installation InstructionMichel NgiangiNoch keine Bewertungen
- Ltc1871ems (LTSX, Frntoluz Welch Allyn)Dokument36 SeitenLtc1871ems (LTSX, Frntoluz Welch Allyn)RICHIHOTS2Noch keine Bewertungen
- Electrical MachinesDokument403 SeitenElectrical Machinessasikumar100% (9)
- LAVOCE Sistema F153.10N SuggDes RevB.ADokument23 SeitenLAVOCE Sistema F153.10N SuggDes RevB.ARoshanNoch keine Bewertungen
- Microphones and Miking TechniquesDokument32 SeitenMicrophones and Miking TechniquesNameeta Parate100% (1)
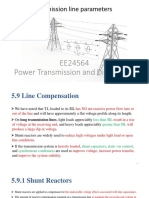
- 5.2.0 (5.9) Line Model and PerformanceDokument23 Seiten5.2.0 (5.9) Line Model and PerformanceOMAR METRINoch keine Bewertungen
- MBR20H100CTG, MBRB20H100CTG, MBRF20H100CTG, NRVBB20H100CTT4G Switch-Mode Power Rectifier 100 V, 20 ADokument9 SeitenMBR20H100CTG, MBRB20H100CTG, MBRF20H100CTG, NRVBB20H100CTT4G Switch-Mode Power Rectifier 100 V, 20 AVictorManuelBernalBlancoNoch keine Bewertungen
- Ecoupled Understanding Wireless PowerDokument14 SeitenEcoupled Understanding Wireless PowerLeon BurgerNoch keine Bewertungen
- Calculation Methods of Tubular Linear PDFDokument2 SeitenCalculation Methods of Tubular Linear PDFAli FalihNoch keine Bewertungen