Das könnte Ihnen auch gefallen
- Autocar Ppap Requirements Rev 5Dokument17 SeitenAutocar Ppap Requirements Rev 5man hoNoch keine Bewertungen
- Apqp Ppap TrainingDokument2 SeitenApqp Ppap TrainingAnkur DhirNoch keine Bewertungen
- APQP Overview PDFDokument86 SeitenAPQP Overview PDFnajibNoch keine Bewertungen
- Ppap Worksheet (GM 1411) : S Master Status: Lab StatusDokument6 SeitenPpap Worksheet (GM 1411) : S Master Status: Lab Statuscong daNoch keine Bewertungen
- APQP FormDokument103 SeitenAPQP FormJERFSON AUGUSTONoch keine Bewertungen
- Advanced Product Quality Planning and Control Plan PDFDokument13 SeitenAdvanced Product Quality Planning and Control Plan PDFCesarNoch keine Bewertungen
- APQPDokument3 SeitenAPQPsam1hi5Noch keine Bewertungen
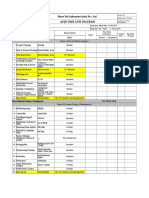
- Process Flow Diagram: Part Name: Process Responsibily Part No: Key Date (Origin) Core Team: Date (Origin)Dokument6 SeitenProcess Flow Diagram: Part Name: Process Responsibily Part No: Key Date (Origin) Core Team: Date (Origin)hazlanNoch keine Bewertungen
- Benutzerhandbuch QTR Online Englische Version PDFDokument34 SeitenBenutzerhandbuch QTR Online Englische Version PDFBrian BoruNoch keine Bewertungen
- INGFRT-11 Run at RateDokument3 SeitenINGFRT-11 Run at RateMarisol RubioNoch keine Bewertungen
- Guideline APQP Workbook Rev DDokument19 SeitenGuideline APQP Workbook Rev Dmpedraza-1100% (1)
- FMEA - SOD Training - UnibodyDokument34 SeitenFMEA - SOD Training - UnibodyMartin BoianiNoch keine Bewertungen
- Iatf TrainingDokument10 SeitenIatf TrainingAniket JadhavNoch keine Bewertungen
- Production Part Approval ProcessDokument5 SeitenProduction Part Approval Processapi-3701058Noch keine Bewertungen
- GM 1927-01 Project Plan March 2007Dokument1 SeiteGM 1927-01 Project Plan March 2007hmp90Noch keine Bewertungen
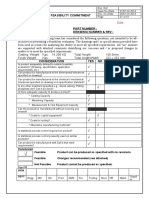
- 02-Team Feasibility CommittmentDokument1 Seite02-Team Feasibility CommittmentVinod SaleNoch keine Bewertungen
- Apqp Stages AIAG-1Dokument49 SeitenApqp Stages AIAG-1Jose Antonio Santoyo RayaNoch keine Bewertungen
- PPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)Dokument1 SeitePPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)SudhaNoch keine Bewertungen
- PPAPDokument16 SeitenPPAPRohit JanardananNoch keine Bewertungen
- 1 ApqpDokument30 Seiten1 ApqpVIPIN YADAVNoch keine Bewertungen
- PPApDokument11 SeitenPPApBraulio Od100% (1)
- SREA TrainingDokument59 SeitenSREA TrainingYoohyun LeeNoch keine Bewertungen
- Procedure - Special CharacteristicsDokument13 SeitenProcedure - Special Characteristicsalexandru.ghiniaNoch keine Bewertungen
- APQP Checklist Combined Rev 5 - 2Dokument17 SeitenAPQP Checklist Combined Rev 5 - 2Neil SarkarNoch keine Bewertungen
- Design FMEA (DFMEA) TutorialDokument18 SeitenDesign FMEA (DFMEA) Tutorialpiero_rsNoch keine Bewertungen
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDokument3 SeitenRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNoch keine Bewertungen
- Advanced Product Quality Planning (APQP) and Production Part Approval Process (PPAP) Training MaterialDokument29 SeitenAdvanced Product Quality Planning (APQP) and Production Part Approval Process (PPAP) Training MaterialxiwaxeNoch keine Bewertungen
- Introduction To Advanced Product Quality PlanningDokument14 SeitenIntroduction To Advanced Product Quality PlanningAbraham GuerraNoch keine Bewertungen
- Prepared By: Mr. Prashant S. Kshirsagar (SR - Manager-QA Dept.)Dokument38 SeitenPrepared By: Mr. Prashant S. Kshirsagar (SR - Manager-QA Dept.)Brijesh ChaubeyNoch keine Bewertungen
- PPAP Webinar Core Tools PDFDokument62 SeitenPPAP Webinar Core Tools PDFSirius100% (1)
- Siegel Robert Automotive Layered Process Audit ChecklistDokument12 SeitenSiegel Robert Automotive Layered Process Audit Checklistmahesh KhatalNoch keine Bewertungen
- DRBFM WorksheetDokument1 SeiteDRBFM WorksheetHareth MRAIDINoch keine Bewertungen
- 03 Ppap-3 PDFDokument91 Seiten03 Ppap-3 PDFMalla Reddy AVNoch keine Bewertungen
- APQP Timing Plan TemplateDokument9 SeitenAPQP Timing Plan TemplatemuthuselvanNoch keine Bewertungen
- PPAP Supplier TrainingDokument6 SeitenPPAP Supplier Training4lexxNoch keine Bewertungen
- S ApqpDokument15 SeitenS ApqpIram ChaviraNoch keine Bewertungen
- TS-16949 GM Customer-Specific RequirementsDokument13 SeitenTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- APQP TemplateDokument7 SeitenAPQP TemplateBob ZepfelNoch keine Bewertungen
- APQPDokument18 SeitenAPQPMy Dad My World100% (1)
- Standard STD 105-0007: Special CharacteristicsDokument11 SeitenStandard STD 105-0007: Special CharacteristicsKrunal PandyaNoch keine Bewertungen
- Shree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramDokument2 SeitenShree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramS. R. OvhalNoch keine Bewertungen
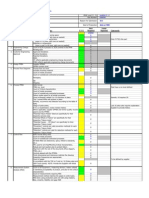
- Action Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableDokument39 SeitenAction Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableSanjay KumarNoch keine Bewertungen
- PPAP TRGDokument102 SeitenPPAP TRGArivazhagan Art100% (1)
- Giriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeDokument9 SeitenGiriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeMohit KaushikNoch keine Bewertungen
- S 296001-1 A3 APQP Status Report enDokument2 SeitenS 296001-1 A3 APQP Status Report enfdsa01Noch keine Bewertungen
- PPAP ChecklistDokument4 SeitenPPAP ChecklistHirbod HirmandNoch keine Bewertungen
- Apqp & PpapDokument63 SeitenApqp & Ppapjd4u100% (1)
- What Are APQP and PPAPDokument3 SeitenWhat Are APQP and PPAPignaunaqNoch keine Bewertungen
- 6 Sigma 7 QC Tools Fmea DoeDokument19 Seiten6 Sigma 7 QC Tools Fmea Doeerkushagra100% (1)
- APQP - Customer Input Requirement - Ver2Dokument3 SeitenAPQP - Customer Input Requirement - Ver236hallsteveNoch keine Bewertungen
- Pfmea ExampleDokument5 SeitenPfmea Exampleesivaks2000Noch keine Bewertungen
- Vda 6.1 Parag 06 Product SafetyDokument3 SeitenVda 6.1 Parag 06 Product Safetyepimenta_24Noch keine Bewertungen
- Guidelines For Making PFMEA - A PDFDokument10 SeitenGuidelines For Making PFMEA - A PDFKalimuthu PsNoch keine Bewertungen
- APQP / PPAP Checklist - Suppliers: Responsiblility StepDokument8 SeitenAPQP / PPAP Checklist - Suppliers: Responsiblility Steprajesh sharmaNoch keine Bewertungen
- APQP FormsDokument23 SeitenAPQP FormsJOECOOL670% (1)
- SQD-025 PPAP ChecklistDokument7 SeitenSQD-025 PPAP ChecklistMadhan RajNoch keine Bewertungen
- PPAP ChecklistDokument3 SeitenPPAP ChecklistJetesh DevgunNoch keine Bewertungen
- PPAP ChecklistDokument2 SeitenPPAP ChecklistN.Palaniappan50% (2)
- Arpan: Profile SummaryDokument3 SeitenArpan: Profile Summaryankit kumarNoch keine Bewertungen
- Bolero Isp Fitment/Design FailureDokument6 SeitenBolero Isp Fitment/Design Failureankit kumarNoch keine Bewertungen
- Gate TypesDokument7 SeitenGate TypesVenkadesh SubramanianNoch keine Bewertungen
- FINAL Project Tourism Marketing of Madhya PradeshDokument89 SeitenFINAL Project Tourism Marketing of Madhya Pradeshankit kumar0% (1)
- Engineering Physics Text Book PDFDokument8 SeitenEngineering Physics Text Book PDFankit kumarNoch keine Bewertungen
- Bolero Isp Fitment/Design FailureDokument6 SeitenBolero Isp Fitment/Design Failureankit kumarNoch keine Bewertungen
- en 23 Inspection ReportssDokument14 Seitenen 23 Inspection Reportssankit kumarNoch keine Bewertungen
- ElectroplatingDokument8 SeitenElectroplatingjawsm100% (1)
- Plating On PlasticsDokument23 SeitenPlating On Plasticsjames_law_11100% (3)
- Ground Floor Plan 28.12.13Dokument1 SeiteGround Floor Plan 28.12.13ankit kumarNoch keine Bewertungen
- PD 10241 Rear Fixture LHDokument9 SeitenPD 10241 Rear Fixture LHankit kumarNoch keine Bewertungen
- Sleeve Inspection Critical DimentionDokument4 SeitenSleeve Inspection Critical Dimentionankit kumarNoch keine Bewertungen
- Automotive World Move PlasticsDokument24 SeitenAutomotive World Move PlasticsFERNANDO JOSE NOVAES100% (1)
- Tool Configation Project - KOHLER: Pneumatic Faceplate (A2)Dokument9 SeitenTool Configation Project - KOHLER: Pneumatic Faceplate (A2)ankit kumarNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Problem Statement: Symptoms Content of Who, What When Where, Complaints Frequency: Why, How HowmanyDokument4 SeitenProblem Statement: Symptoms Content of Who, What When Where, Complaints Frequency: Why, How Howmanyankit kumarNoch keine Bewertungen
- Sector Overview Power: Electric Thermal and NuclearDokument3 SeitenSector Overview Power: Electric Thermal and Nuclearankit kumarNoch keine Bewertungen
- Process Potential Failure Mode & Effects AnalysisDokument12 SeitenProcess Potential Failure Mode & Effects Analysisankit kumar100% (1)
- Install NotesDokument2 SeitenInstall Notesankit kumarNoch keine Bewertungen
- Catia Lets Job Shop Cut 50% From Project Timelines: Edited by Paul DvorakDokument0 SeitenCatia Lets Job Shop Cut 50% From Project Timelines: Edited by Paul DvorakSriharsha PidaparthiNoch keine Bewertungen
- Customer Needs & Product SpecificationsDokument61 SeitenCustomer Needs & Product SpecificationsAmolPagdalNoch keine Bewertungen
- 21'X25' ModelDokument1 Seite21'X25' Modelankit kumarNoch keine Bewertungen
- Job Description of Mould DesignerDokument1 SeiteJob Description of Mould Designerankit kumarNoch keine Bewertungen
- Designing Parametric Bevel ...Dokument10 SeitenDesigning Parametric Bevel ...ankit kumarNoch keine Bewertungen
- Accounts Unit TestDokument2 SeitenAccounts Unit Testankit kumarNoch keine Bewertungen
- TeslaDokument1 SeiteTeslaankit kumarNoch keine Bewertungen
- Engineering, or Business. CMU Seems To Be in A Similar SituationDokument1 SeiteEngineering, or Business. CMU Seems To Be in A Similar Situationankit kumarNoch keine Bewertungen
- Resume SamplesDokument1 SeiteResume Samplesankit kumarNoch keine Bewertungen
- Civil Engineering StandardDokument39 SeitenCivil Engineering StandardAli Amzad BhuiyanNoch keine Bewertungen
- Connectors For HELIAX® HJ8-50 Coaxial Cab - 0d - 0a LeDokument4 SeitenConnectors For HELIAX® HJ8-50 Coaxial Cab - 0d - 0a LeAnonymous cDWQYsjd9Noch keine Bewertungen
- Quality BasicsDokument16 SeitenQuality BasicskamaleshaiahNoch keine Bewertungen
- AC 505-005 Issue 01 Aircraft Certification Delegate HandbookDokument46 SeitenAC 505-005 Issue 01 Aircraft Certification Delegate Handbookdandylion123Noch keine Bewertungen
- Hyperlynx High-Speed Serial Interface Analysis: Student WorkbookDokument6 SeitenHyperlynx High-Speed Serial Interface Analysis: Student WorkbookPawanNoch keine Bewertungen
- Earth Blox BrochureDokument8 SeitenEarth Blox BrochureLionel Andres Corzo MoncrieffNoch keine Bewertungen
- Industrial Attachment of Shohagpur Textile Mills Ltd.Dokument88 SeitenIndustrial Attachment of Shohagpur Textile Mills Ltd.Anonymous ZH6tcBQNoch keine Bewertungen
- Flow Chart - Production SystemDokument30 SeitenFlow Chart - Production Systemmatthew mafaraNoch keine Bewertungen
- PagesDokument97 SeitenPagesEminaŠarkinovićNoch keine Bewertungen
- Spare Parts Manual M30Z Oct-2015 - File-IIIDokument58 SeitenSpare Parts Manual M30Z Oct-2015 - File-IIIkomalinternational5Noch keine Bewertungen
- Me Manufacturing EngineeringDokument33 SeitenMe Manufacturing EngineeringsumikannuNoch keine Bewertungen
- VarDokument4 SeitenVarLoveofyouth ReddyNoch keine Bewertungen
- ATMEL High Temp H BridgeDokument13 SeitenATMEL High Temp H BridgeGoran ŠtetinNoch keine Bewertungen
- Mks 626aDokument53 SeitenMks 626apatriciosantanaNoch keine Bewertungen
- The Drapables: Our Textile Materials Made From Carbon, Glass, and Aramid FibersDokument20 SeitenThe Drapables: Our Textile Materials Made From Carbon, Glass, and Aramid FibersVörös LajosNoch keine Bewertungen
- Grid Connectivity Standards, Grid Standards: Alka Npti, Psti BangaloreDokument54 SeitenGrid Connectivity Standards, Grid Standards: Alka Npti, Psti BangaloreRkantvyasNoch keine Bewertungen
- DotnetrefDokument130 SeitenDotnetrefMárcio BussNoch keine Bewertungen
- 402D-05 Industrial Engine PN1812Dokument2 Seiten402D-05 Industrial Engine PN1812Muhammad AhmadNoch keine Bewertungen
- Knauf TCDM 2013 V3Dokument163 SeitenKnauf TCDM 2013 V3Santosh PatilNoch keine Bewertungen
- CISCM Study Guide (3530)Dokument316 SeitenCISCM Study Guide (3530)MENNA SHAKIBNoch keine Bewertungen
- Sten AEGcustomDokument6 SeitenSten AEGcustomwalther38_1283% (6)
- Meridium APM GlossaryDokument230 SeitenMeridium APM GlossarykarimmebsNoch keine Bewertungen
- ITP LegendDokument4 SeitenITP LegendRezaSohrabiNoch keine Bewertungen
- Analytical Modelling For Vibration Analysis of Partially Cracked Orthotropic Rectangular PlatesDokument34 SeitenAnalytical Modelling For Vibration Analysis of Partially Cracked Orthotropic Rectangular PlatesHamid M SedighiNoch keine Bewertungen
- Cignal Proinsight TemplateDokument20 SeitenCignal Proinsight TemplateCymon DazNoch keine Bewertungen
- Hanhart Stopwatches CatalogueDokument48 SeitenHanhart Stopwatches CatalogueSimon LászlóNoch keine Bewertungen
- EoI RFQ For Development of Visakhapatnam Metro Rail ProjectDokument91 SeitenEoI RFQ For Development of Visakhapatnam Metro Rail Projectkmmanoj1968Noch keine Bewertungen
- Group Assignment McDonald'sDokument4 SeitenGroup Assignment McDonald'sLathifa RazahraNoch keine Bewertungen
- KFC Plant Layout: Submitted To Prof. Vrushali.P Submitted by C A RajeshwaryDokument6 SeitenKFC Plant Layout: Submitted To Prof. Vrushali.P Submitted by C A RajeshwaryHoàng DiễnNoch keine Bewertungen
- Corporate Profile - Crystal Future Venture LimitedDokument25 SeitenCorporate Profile - Crystal Future Venture LimitedSami DohaNoch keine Bewertungen