Das könnte Ihnen auch gefallen
- Soldadura AutogenaDokument10 SeitenSoldadura AutogenaEdison Orbea0% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoVon EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoBewertung: 5 von 5 Sternen5/5 (1)
- Soldadura AutógenaDokument8 SeitenSoldadura AutógenaDavid Rivera Luján100% (2)
- Soldadura en el montaje de tuberías. FMEC0108Von EverandSoldadura en el montaje de tuberías. FMEC0108Bewertung: 3.5 von 5 Sternen3.5/5 (3)
- Soldadura Oxiacetileno InformeDokument31 SeitenSoldadura Oxiacetileno InformeAndre Camacho100% (1)
- PasteurizaciónDokument14 SeitenPasteurizaciónJessica AgudeloNoch keine Bewertungen
- Plan de Ejecucion DuctosDokument7 SeitenPlan de Ejecucion DuctosKarla VelascoNoch keine Bewertungen
- Malla de Puesta A TierraDokument32 SeitenMalla de Puesta A TierraSofía Zuluaga Gallego100% (1)
- Soldadura OxiacetilenicasDokument12 SeitenSoldadura Oxiacetilenicashadez95Noch keine Bewertungen
- Soldadura AutógenaDokument17 SeitenSoldadura AutógenaCristian AndresNoch keine Bewertungen
- Cinta TransportadoraDokument9 SeitenCinta TransportadoraNestor AlegreNoch keine Bewertungen
- Soldadura AutogenaDokument22 SeitenSoldadura AutogenaJose Gregorio Farias BrugésNoch keine Bewertungen
- Manual de Carrito FERRARIDokument16 SeitenManual de Carrito FERRARIMarco Antonio P C100% (1)
- Modulacion en Am y FM en Matlab TelecomunicacionesDokument28 SeitenModulacion en Am y FM en Matlab TelecomunicacionesVector X MonNoch keine Bewertungen
- Calderería oDokument19 SeitenCalderería oKarla Mogrovejo Calachauin100% (1)
- Trabajo Escrito Soldadura OxiacetilenicaDokument21 SeitenTrabajo Escrito Soldadura OxiacetilenicaRolando BartuanoNoch keine Bewertungen
- Alex Gonzalez Ensayo OAWDokument26 SeitenAlex Gonzalez Ensayo OAWAlex GonzalezNoch keine Bewertungen
- Soldadura Oxiacetilénica: ResumenDokument25 SeitenSoldadura Oxiacetilénica: ResumenSandraNoch keine Bewertungen
- SENATIDokument23 SeitenSENATIOrtega Tello100% (2)
- Tipos de SoldaduraDokument11 SeitenTipos de Soldadurasergio guevaraNoch keine Bewertungen
- Soldadura Por Gases (Informe)Dokument14 SeitenSoldadura Por Gases (Informe)Julitza MierezNoch keine Bewertungen
- Soldadura OxiacetilenicaDokument5 SeitenSoldadura OxiacetilenicaAdrian MartínezNoch keine Bewertungen
- Soldadura OxiacetilenicaDokument5 SeitenSoldadura OxiacetilenicaSteven TeranNoch keine Bewertungen
- Soldadura AutógenaDokument6 SeitenSoldadura Autógenaanon_953503468Noch keine Bewertungen
- Trabajo SoldaduraDokument34 SeitenTrabajo SoldaduraKarinaOyanedelVillenaNoch keine Bewertungen
- Soldadura OxiacetilenicaDokument5 SeitenSoldadura OxiacetilenicaAdrian MartínezNoch keine Bewertungen
- Soldadura Por Gas PDFDokument9 SeitenSoldadura Por Gas PDFEdgar Martínez50% (2)
- Laboratorio Procesos de Manufactura: Universidad Autónoma de Nuevo León Facultad de Ingeniería Mecánica Y EléctricaDokument4 SeitenLaboratorio Procesos de Manufactura: Universidad Autónoma de Nuevo León Facultad de Ingeniería Mecánica Y EléctricaFernanda MonroyNoch keine Bewertungen
- Soldadura Oxi AcetilenicaDokument27 SeitenSoldadura Oxi AcetilenicaAnonymous UXepMyKP6Noch keine Bewertungen
- Aplicacion OfwDokument5 SeitenAplicacion OfwBrando Vilca TiconaNoch keine Bewertungen
- Informe OAW Con Material de AporteDokument10 SeitenInforme OAW Con Material de AporteMaribel Estefania Yancha CuevaNoch keine Bewertungen
- Informe SoldaduraDokument8 SeitenInforme SoldaduraJhonatan Pereda TorresNoch keine Bewertungen
- S-5-6 Equipo OxiacetilenicoDokument30 SeitenS-5-6 Equipo OxiacetilenicoJorge Esteban VillagraNoch keine Bewertungen
- Ensayo Carl (Soldadura)Dokument6 SeitenEnsayo Carl (Soldadura)Amboise CarloNoch keine Bewertungen
- Tarea 8 OxicorteDokument10 SeitenTarea 8 OxicortejohannaNoch keine Bewertungen
- SoladurasDokument10 SeitenSoladurasjavierNoch keine Bewertungen
- Proceso y Fabricacion de PiezasDokument8 SeitenProceso y Fabricacion de PiezasAlejandroMaciasNoch keine Bewertungen
- Proceso de Soldadura Oxiacetilénica y OxicorteDokument34 SeitenProceso de Soldadura Oxiacetilénica y OxicorteIdalia VelisNoch keine Bewertungen
- Soldadura ResumenDokument20 SeitenSoldadura ResumenIsack MaydanaNoch keine Bewertungen
- Soldadura OxiacetilenoDokument24 SeitenSoldadura OxiacetilenoEfrainNoch keine Bewertungen
- Presentacion Procesos FINALDokument35 SeitenPresentacion Procesos FINALvictorNoch keine Bewertungen
- La Soldadura OxiacetilénicaDokument2 SeitenLa Soldadura OxiacetilénicaJennifer Viviana Gomez BelloNoch keine Bewertungen
- Diseño SoldaduraDokument35 SeitenDiseño SoldaduraGerardo CastanedaNoch keine Bewertungen
- Soldadura OxiacetilénicaDokument12 SeitenSoldadura OxiacetilénicaHipolito GarciaNoch keine Bewertungen
- 2021-103069 Fernandez P04 G2Dokument20 Seiten2021-103069 Fernandez P04 G2Pierre Alexander Siu VenegasNoch keine Bewertungen
- SOLDADURADokument46 SeitenSOLDADURABryan VeraNoch keine Bewertungen
- El OxicorteDokument13 SeitenEl OxicorteLupita BarbosaNoch keine Bewertungen
- Soldadura OxiacetilenicaDokument5 SeitenSoldadura OxiacetilenicaAndrés CastilloNoch keine Bewertungen
- Trabajo RosalesDokument8 SeitenTrabajo RosalesDeker L VBNoch keine Bewertungen
- P5 - EJM (Soldadura Plomo-Estaño)Dokument16 SeitenP5 - EJM (Soldadura Plomo-Estaño)Emmanuel JimenezNoch keine Bewertungen
- Soldaduraoxiacetilnica 140801015321 Phpapp01Dokument28 SeitenSoldaduraoxiacetilnica 140801015321 Phpapp01Casildo Cabello VeizagaNoch keine Bewertungen
- Soldadura OxiacetilénicaDokument11 SeitenSoldadura OxiacetilénicaALMANoch keine Bewertungen
- Procesos de CorteDokument33 SeitenProcesos de CorteGalo AndrangoNoch keine Bewertungen
- Soldadura Por GasDokument4 SeitenSoldadura Por GasRicardo AcevedoNoch keine Bewertungen
- Soldadura OxiacetilénicaDokument22 SeitenSoldadura OxiacetilénicaJenny RodriguezNoch keine Bewertungen
- Soldadura, Corte Por Flama de Oxi AcetilenoDokument17 SeitenSoldadura, Corte Por Flama de Oxi AcetilenoNoriel RomeroNoch keine Bewertungen
- Soldadura 1 y 2 - Alvaro RodriguezDokument27 SeitenSoldadura 1 y 2 - Alvaro RodriguezAlvaro SmithNoch keine Bewertungen
- Macuchapi Edilson (Proyecto 3 Soldadura Oxiacetilénica)Dokument10 SeitenMacuchapi Edilson (Proyecto 3 Soldadura Oxiacetilénica)Erbin C EspinozaNoch keine Bewertungen
- Soldadura OxiacetilenicaDokument48 SeitenSoldadura OxiacetilenicaDiego Fernando Jirado DelgadoNoch keine Bewertungen
- OxiacetilenoDokument37 SeitenOxiacetilenoJose R. Ramos GotayNoch keine Bewertungen
- OxiacetilenoDokument5 SeitenOxiacetilenoGuillermo Andres Torres PertuzNoch keine Bewertungen
- Maquina de Soldar y Sus RiesgosDokument46 SeitenMaquina de Soldar y Sus Riesgosluisgalvez60Noch keine Bewertungen
- Soldadura para El Mantenimiento OawDokument6 SeitenSoldadura para El Mantenimiento OawYerson ObregonNoch keine Bewertungen
- Soldadura Por Combustión (Autógena) - Wikipedia, La Enciclopedia LibreDokument44 SeitenSoldadura Por Combustión (Autógena) - Wikipedia, La Enciclopedia Librecristian perezNoch keine Bewertungen
- Soldadura AutogenaDokument9 SeitenSoldadura AutogenaEloy ApomaytaNoch keine Bewertungen
- Economia Instalacion y Durabilidad en Sistemas de SaneamientoDokument1 SeiteEconomia Instalacion y Durabilidad en Sistemas de SaneamientoMauricioNoch keine Bewertungen
- Hoja 2Dokument2 SeitenHoja 2Oscar casadiegoNoch keine Bewertungen
- Cap. 6.0 Plan de Manejo Ambiental Final1Dokument33 SeitenCap. 6.0 Plan de Manejo Ambiental Final1Anonymous th0CMFNoch keine Bewertungen
- Tarea 10 IFCDokument7 SeitenTarea 10 IFCRobin Enric López FonsecaNoch keine Bewertungen
- FORMULARIO DE ALETAS E INTERCAMBIADORES DE CALOR (Bueno) (Tercer Formulario)Dokument7 SeitenFORMULARIO DE ALETAS E INTERCAMBIADORES DE CALOR (Bueno) (Tercer Formulario)Jamin AnguloNoch keine Bewertungen
- Carta de Informe de ActividadesDokument5 SeitenCarta de Informe de ActividadesL FreddyNoch keine Bewertungen
- Calculo de Carga Térmica en EdificiosDokument10 SeitenCalculo de Carga Térmica en EdificiosJohan VelázquezNoch keine Bewertungen
- Asignación de Recursos Del GWD - Grupo 1Dokument5 SeitenAsignación de Recursos Del GWD - Grupo 1RONNY DIAZNoch keine Bewertungen
- Calculo Estructural de Puente Grua PDFDokument16 SeitenCalculo Estructural de Puente Grua PDFDanielle StephensNoch keine Bewertungen
- Acuerdo 049 de 2000Dokument10 SeitenAcuerdo 049 de 2000nicolas andres londoño velasquezNoch keine Bewertungen
- Destajo FormatoDokument4 SeitenDestajo FormatoLORENA MARQUEZNoch keine Bewertungen
- Linea Del Tiempo de Lenguajes de ProgramaciónDokument2 SeitenLinea Del Tiempo de Lenguajes de ProgramaciónHugo Hernandez Vela SuarezNoch keine Bewertungen
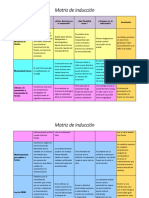
- Matriz de InducciónDokument3 SeitenMatriz de InducciónJosue Mazariegos100% (1)
- Cedulas Ordenes de Produccion Proyecto 2Dokument19 SeitenCedulas Ordenes de Produccion Proyecto 2monirom13Noch keine Bewertungen
- Problemas Tema 4Dokument5 SeitenProblemas Tema 4oscar0% (1)
- FA-PR-05 Procedimiento de ImprimacionDokument5 SeitenFA-PR-05 Procedimiento de ImprimacionCarlos ArellanoNoch keine Bewertungen
- Ejercicios de Diseños FactorialesDokument8 SeitenEjercicios de Diseños FactorialesEspinoza Beltrán Kathia SarahíNoch keine Bewertungen
- Tarifa PTAR Sipe SipeDokument28 SeitenTarifa PTAR Sipe SipeMiguel Angel Galvez TerrazasNoch keine Bewertungen
- Practica No.3Dokument5 SeitenPractica No.3Odin Aguiar ArellanoNoch keine Bewertungen
- Unidad 8. Ficha de ActividadesDokument4 SeitenUnidad 8. Ficha de ActividadesPLana ViNoch keine Bewertungen
- CAPITULO 4 Apuntes de Cubicación - TerminacionesDokument6 SeitenCAPITULO 4 Apuntes de Cubicación - TerminacionesMauro Alfonso Franjola BaezaNoch keine Bewertungen
- Codificador Córdoba ConcordadoDokument17 SeitenCodificador Córdoba ConcordadokovalyanziNoch keine Bewertungen
- Suzuki Swift SF 413 Gti - SF 416 GXLDokument2 SeitenSuzuki Swift SF 413 Gti - SF 416 GXLmacarena hernandezNoch keine Bewertungen
- Programa de Academias 2018 Grundfos Perú 1er SemestreDokument3 SeitenPrograma de Academias 2018 Grundfos Perú 1er SemestreOscar Jhunnior100% (1)