Das könnte Ihnen auch gefallen
- Site Layout Water Entry PointDokument1 SeiteSite Layout Water Entry PointRafael Echano AcederaNoch keine Bewertungen
- CJ 218-Mep-Dwg-002-1Dokument2 SeitenCJ 218-Mep-Dwg-002-1Rafael Echano AcederaNoch keine Bewertungen
- 28915kavanaugh PDFDokument6 Seiten28915kavanaugh PDFRafael Echano AcederaNoch keine Bewertungen
- Polycon Tank DimensionDokument20 SeitenPolycon Tank DimensionRafael Echano AcederaNoch keine Bewertungen
- CalDokument10 SeitenCalRafael Echano AcederaNoch keine Bewertungen
- LDN - FormDokument1 SeiteLDN - FormRafael Echano AcederaNoch keine Bewertungen
- Civil Specification PDFDokument684 SeitenCivil Specification PDFRafael Echano AcederaNoch keine Bewertungen
- Site Office Water Schematic Rev-0-Layout1Dokument1 SeiteSite Office Water Schematic Rev-0-Layout1Rafael Echano AcederaNoch keine Bewertungen
- Heat Load Calculation Podium 4 (Third Floor) - Medical RoomsDokument1 SeiteHeat Load Calculation Podium 4 (Third Floor) - Medical RoomsRafael Echano AcederaNoch keine Bewertungen
- Project: The Dental Clinic Date: Prepared By: Checked By: I. ReferencesDokument2 SeitenProject: The Dental Clinic Date: Prepared By: Checked By: I. ReferencesRafael Echano AcederaNoch keine Bewertungen
- PDFDokument21 SeitenPDFgreg_n5Noch keine Bewertungen
- Method Statement HDPE - KUCPDokument6 SeitenMethod Statement HDPE - KUCPRafael Echano Acedera86% (7)
- Attested Document (Backside)Dokument1 SeiteAttested Document (Backside)Rafael Echano AcederaNoch keine Bewertungen
- Construction Cost Estimating Guide For Civil WorksDokument183 SeitenConstruction Cost Estimating Guide For Civil WorksJake Jacobs89% (9)
- M.Neazur Rahman's CV PDFDokument4 SeitenM.Neazur Rahman's CV PDFRafael Echano AcederaNoch keine Bewertungen
- Schedule of Fresh Air Handling Units of Burjeel Hospital: Designation Served Area Location AHUDokument1 SeiteSchedule of Fresh Air Handling Units of Burjeel Hospital: Designation Served Area Location AHURafael Echano AcederaNoch keine Bewertungen
- Bulletin May 2015Dokument7 SeitenBulletin May 2015Rafael Echano AcederaNoch keine Bewertungen
- Temp Fire Fighting Offer (Editted) 3Dokument1 SeiteTemp Fire Fighting Offer (Editted) 3Rafael Echano AcederaNoch keine Bewertungen
- Quick Time 7 User GuideDokument63 SeitenQuick Time 7 User GuideChristine AmakerNoch keine Bewertungen
- Section II Potable Water System RequirementsDokument39 SeitenSection II Potable Water System RequirementsRafael Echano AcederaNoch keine Bewertungen
- Ms-008 Piping Works - Rev 01Dokument8 SeitenMs-008 Piping Works - Rev 01Rafael Echano Acedera100% (1)
- Kuwait Labor LawDokument40 SeitenKuwait Labor LawKaraikal S.M. Arif MaricarNoch keine Bewertungen
- IT MilestoneDokument10 SeitenIT MilestoneRafael Echano AcederaNoch keine Bewertungen
- AOSCA80000Dokument60 SeitenAOSCA80000Rafael Echano AcederaNoch keine Bewertungen
- Motor & Variable Speed DrivesDokument4 SeitenMotor & Variable Speed DrivesRafael Echano AcederaNoch keine Bewertungen
- InternationalStds VentilationDokument9 SeitenInternationalStds VentilationRafael Echano AcederaNoch keine Bewertungen
- BCM 2.5 Telephone Features Programming Guide - Version 2Dokument152 SeitenBCM 2.5 Telephone Features Programming Guide - Version 2Rafael Echano AcederaNoch keine Bewertungen
- DehumidificationDokument9 SeitenDehumidificationRafael Echano AcederaNoch keine Bewertungen
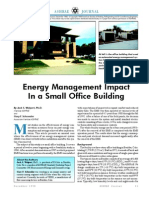
- Energy Management Impact in A Small Office Building: Ashrae JournalDokument7 SeitenEnergy Management Impact in A Small Office Building: Ashrae JournalRafael Echano AcederaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Olefins-All Product CatalogDokument28 SeitenOlefins-All Product Catalogayon_hossen242Noch keine Bewertungen
- SuperOrca ManualDokument22 SeitenSuperOrca Manualarm usaNoch keine Bewertungen
- New Premium ListDokument10 SeitenNew Premium ListAshwani SainiNoch keine Bewertungen
- MBD Asrock Imb150n ManualDokument39 SeitenMBD Asrock Imb150n ManualLaur IriNoch keine Bewertungen
- ProeDokument160 SeitenProejohn100% (1)
- IQ RF MappingDokument14 SeitenIQ RF Mappingsatcom_77Noch keine Bewertungen
- This Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveDokument3 SeitenThis Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveBienvenida Ycoy MontenegroNoch keine Bewertungen
- 90203-1104DEC E Cont Operations PDFDokument414 Seiten90203-1104DEC E Cont Operations PDFelmacuarro5Noch keine Bewertungen
- B200S-LF Low Freq Sounder Base Install 56-4151-003R-06-10Dokument4 SeitenB200S-LF Low Freq Sounder Base Install 56-4151-003R-06-10George P ReynoldsNoch keine Bewertungen
- DsPIC33F - 01 - IntroductionDokument8 SeitenDsPIC33F - 01 - IntroductionLau SandovalNoch keine Bewertungen
- Test PDFDokument6 SeitenTest PDFDr. L. Bhanuprakash Reddy100% (1)
- Info02e5 Safety ValveDokument2 SeitenInfo02e5 Safety ValveCarlos GutierrezNoch keine Bewertungen
- Beam DesignDokument6 SeitenBeam DesignrustamriyadiNoch keine Bewertungen
- B767 Freighter Mechanical DifferencesDokument176 SeitenB767 Freighter Mechanical DifferencesHéber Luiz Zunarelli MartinsNoch keine Bewertungen
- February 2016Dokument104 SeitenFebruary 2016Cleaner MagazineNoch keine Bewertungen
- Assignment Booklet Me2353 Finite Element Analysis Dec 2013 May 2014Dokument85 SeitenAssignment Booklet Me2353 Finite Element Analysis Dec 2013 May 2014Ashok Kumar Rajendran100% (9)
- Bicycle and Motorcycle DynamicsDokument36 SeitenBicycle and Motorcycle DynamicsChanakya ChNoch keine Bewertungen
- Interfaces KelloggDokument16 SeitenInterfaces KelloggUrrNoch keine Bewertungen
- Ahu-Ok CatalogueDokument6 SeitenAhu-Ok Catalogue-Tokusatsu Man-Noch keine Bewertungen
- Study of LZ77 and LZ78 Data CompressionDokument5 SeitenStudy of LZ77 and LZ78 Data CompressionYa SaNoch keine Bewertungen
- Datasheet Joint Isolant 4'' #300 PDFDokument1 SeiteDatasheet Joint Isolant 4'' #300 PDFseifNoch keine Bewertungen
- Subitec Info Industrial CultivationDokument4 SeitenSubitec Info Industrial CultivationUsamah ZakiNoch keine Bewertungen
- Enemy Territory - Quake Wars - ManualDokument22 SeitenEnemy Territory - Quake Wars - ManualM_MolliNoch keine Bewertungen
- EZstrip O&M Manual PDFDokument60 SeitenEZstrip O&M Manual PDFJesus S. QuijadaNoch keine Bewertungen
- 180 W PC Main SFX Supply - PHPDokument2 Seiten180 W PC Main SFX Supply - PHPCici Icic100% (1)
- How Does A Blueprint Work?Dokument5 SeitenHow Does A Blueprint Work?Eumieh Jane AlfonsoNoch keine Bewertungen
- Pentex Gas OvenDokument5 SeitenPentex Gas OvenRahman PashariNoch keine Bewertungen
- Detailed Lesson Plan in IctDokument4 SeitenDetailed Lesson Plan in IctJai AidamusNoch keine Bewertungen
- db12 HornDokument3 Seitendb12 HornGerman Andres GarciaNoch keine Bewertungen
- Firestop HILTIDokument44 SeitenFirestop HILTIronaldo aguirreNoch keine Bewertungen