Das könnte Ihnen auch gefallen
- Material BalanceDokument20 SeitenMaterial BalanceZahidah Zulfa0% (2)
- Storage Tank Heat Loss Calculation Rev - 0Dokument23 SeitenStorage Tank Heat Loss Calculation Rev - 0fsijestNoch keine Bewertungen
- Unit-III Process Equipment Design CalculationsDokument51 SeitenUnit-III Process Equipment Design CalculationsboiroyNoch keine Bewertungen
- Tutorial-8-Examples-Downstream Processing-3-Solutions PDFDokument10 SeitenTutorial-8-Examples-Downstream Processing-3-Solutions PDFAlaa SabriNoch keine Bewertungen
- Bubble Cap Plate For Distillation ColumnDokument26 SeitenBubble Cap Plate For Distillation Columnsanjukec100% (2)
- Atk2 1 2014Dokument34 SeitenAtk2 1 2014Zakiyah Kamto IrfinNoch keine Bewertungen
- Double Pipe Heat Exchanger: Experiment 9Dokument6 SeitenDouble Pipe Heat Exchanger: Experiment 9Jelain HumarangNoch keine Bewertungen
- Calculate Heat-Cool Time - Batch ReactorDokument2 SeitenCalculate Heat-Cool Time - Batch ReactorGargiulo Anita100% (1)
- 8-Plant Design - Separation Units Part 4Dokument189 Seiten8-Plant Design - Separation Units Part 4MrHemFunNoch keine Bewertungen
- Ponchon-Savarit distillation diagram for alpha-xylene separationDokument1 SeitePonchon-Savarit distillation diagram for alpha-xylene separationCHANADAS100% (1)
- Design of Absorption ColumnDokument33 SeitenDesign of Absorption ColumnAli Hassan50% (2)
- Shell and Tube Heat ExchangerDokument18 SeitenShell and Tube Heat ExchangertatvaNoch keine Bewertungen
- Mechanical design of sieve plate columnDokument65 SeitenMechanical design of sieve plate columnLi Ann Chung92% (12)
- Distillation Column DesignDokument20 SeitenDistillation Column DesignSandeep Challa100% (1)
- Design of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateDokument2 SeitenDesign of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateAbhishek SinglaNoch keine Bewertungen
- Shell and Tube Heat Exchanger DesignDokument31 SeitenShell and Tube Heat Exchanger DesignJonelou Cusipag100% (1)
- Design ProjectDokument32 SeitenDesign ProjectWan ahmad Zahin RizzqiNoch keine Bewertungen
- High Pressure Vessel Thickness Calculations PDFDokument11 SeitenHigh Pressure Vessel Thickness Calculations PDFShriyash Deshpande100% (2)
- CHEMICAL ENGINEERING DEPARTMENT COURSE GUIDEDokument70 SeitenCHEMICAL ENGINEERING DEPARTMENT COURSE GUIDEJogi BogiNoch keine Bewertungen
- D D D D DDokument5 SeitenD D D D Drazzee yuchengkoNoch keine Bewertungen
- Distillation Column Excel SheetDokument12 SeitenDistillation Column Excel SheetMuhammad AhmedNoch keine Bewertungen
- Kern Method Heat ExchangerDokument30 SeitenKern Method Heat ExchangerCS100% (3)
- Jacket Area CalculationDokument12 SeitenJacket Area CalculationPraveen Prajapati100% (2)
- Chemical Design of Heat Exchanger TerdesakDokument22 SeitenChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Tutorial-7 SolDokument3 SeitenTutorial-7 SolAvengerNoch keine Bewertungen
- Problems in Mass TransferDokument3 SeitenProblems in Mass TransferAngelica Joyce BenitoNoch keine Bewertungen
- Sample Problem #17Dokument10 SeitenSample Problem #17Dozdi100% (10)
- 6.1 Agitation Power Number and Scale Up 2020Dokument26 Seiten6.1 Agitation Power Number and Scale Up 2020Neybil100% (1)
- Design of A Continuous Distillation Column For A Multi Component MixtureDokument45 SeitenDesign of A Continuous Distillation Column For A Multi Component MixtureSerkan73% (11)
- Minimum Solvent Ratio CalculationDokument4 SeitenMinimum Solvent Ratio CalculationMJNoch keine Bewertungen
- GTU Question Bank-TPDokument5 SeitenGTU Question Bank-TPlata sinsinwar100% (3)
- Cre Una PDFDokument164 SeitenCre Una PDFChetana PatilNoch keine Bewertungen
- Calculation of Bubble and Dew PointDokument9 SeitenCalculation of Bubble and Dew Pointrgopinath5Noch keine Bewertungen
- Mass Transfer PartDokument34 SeitenMass Transfer Partoctoviancletus100% (3)
- Plate Column Distillation EfficiencyDokument7 SeitenPlate Column Distillation EfficiencyVijay PrasadNoch keine Bewertungen
- 01 Kernsmethod 150909121926 Lva1 App6892 PDFDokument45 Seiten01 Kernsmethod 150909121926 Lva1 App6892 PDFPenjual AirNoch keine Bewertungen
- Heat Exchanger Design Algorithm: Report 2Dokument9 SeitenHeat Exchanger Design Algorithm: Report 2lulaNoch keine Bewertungen
- Bell, K. J.Dokument6 SeitenBell, K. J.Biju KuzhiveliNoch keine Bewertungen
- Assignment 2Dokument25 SeitenAssignment 2Ahmet Samet ÖzdilekNoch keine Bewertungen
- Heat Transfer Equipment Design and SelectionDokument72 SeitenHeat Transfer Equipment Design and SelectionLouie GresulaNoch keine Bewertungen
- Shell and Tube Heat Exchanger DesignDokument22 SeitenShell and Tube Heat Exchanger Designsuperbugima100% (1)
- Model-Based Monitoring of FoulingDokument4 SeitenModel-Based Monitoring of FoulingkronafNoch keine Bewertungen
- Heat Exchanger Design OptimizationDokument27 SeitenHeat Exchanger Design OptimizationUsama AkramNoch keine Bewertungen
- Shell and Tube Heat Exchanger DesignDokument41 SeitenShell and Tube Heat Exchanger DesignMisge Chekole100% (1)
- Diseño IntercambiadorDokument9 SeitenDiseño IntercambiadorMateo VanegasNoch keine Bewertungen
- Heat Exchanger Network Optimization for Maleic Anhydride Production ProcessDokument34 SeitenHeat Exchanger Network Optimization for Maleic Anhydride Production ProcessrovshanbabayevNoch keine Bewertungen
- Design and Fabrication of Shell and Tube Heat ExchangerDokument10 SeitenDesign and Fabrication of Shell and Tube Heat Exchangerहरिओम हरीNoch keine Bewertungen
- Design of Heat ExchangerDokument20 SeitenDesign of Heat ExchangerSHIVAM GUPTANoch keine Bewertungen
- Fluent Analysis of A Car Radiator and Its ValidationDokument4 SeitenFluent Analysis of A Car Radiator and Its ValidationMarle YashNoch keine Bewertungen
- Reactor Sizing FinalDokument34 SeitenReactor Sizing FinalJobb Six-steps MatheusNoch keine Bewertungen
- Final Project ThermalDokument21 SeitenFinal Project ThermalArizap MoltresNoch keine Bewertungen
- Teaching Plan HT Jan 2022Dokument3 SeitenTeaching Plan HT Jan 2022Lade VarshithaNoch keine Bewertungen
- CFD Simulation of A Double Pipe Heat by Baru, Ibsa and Dr. VDokument10 SeitenCFD Simulation of A Double Pipe Heat by Baru, Ibsa and Dr. VIbsa NemeNoch keine Bewertungen
- Gujarat Technological UniversityDokument3 SeitenGujarat Technological UniversityRîkèñ PâtélNoch keine Bewertungen
- Bethlahem Institute of Engineering Karungal - 629 157: Internal Assessment Exam - 1Dokument6 SeitenBethlahem Institute of Engineering Karungal - 629 157: Internal Assessment Exam - 1COMMANDER ALANNoch keine Bewertungen
- Heat Pipe in HvacDokument11 SeitenHeat Pipe in HvacOmkar ChavanNoch keine Bewertungen
- Che310 2Dokument27 SeitenChe310 2Enendu BlessingNoch keine Bewertungen
- Experimental Study of Heat Transfer in a Radiator using NanofluidDokument5 SeitenExperimental Study of Heat Transfer in a Radiator using Nanofluidcarlos.hpjuniorNoch keine Bewertungen
- WWW Enggcyclopedia Com 2019 05 Shell Tube Heat Exchanger EquationsDokument8 SeitenWWW Enggcyclopedia Com 2019 05 Shell Tube Heat Exchanger EquationspriyankaNoch keine Bewertungen
- Advances in Progressive Thermoplastic AnDokument447 SeitenAdvances in Progressive Thermoplastic Anritik dwivediNoch keine Bewertungen
- Wachemo University Department of Mechanical Engineering Wachemo UniversityDokument14 SeitenWachemo University Department of Mechanical Engineering Wachemo UniversityZó LáNoch keine Bewertungen
- Flexural Behavior of Composite Reinforced Concrete Slurry-Infiltrated Mat Concrete (SIMCON) MembersDokument10 SeitenFlexural Behavior of Composite Reinforced Concrete Slurry-Infiltrated Mat Concrete (SIMCON) MemberspicottNoch keine Bewertungen
- Losses in OfcDokument26 SeitenLosses in OfcdharaniNoch keine Bewertungen
- Magnetic Refrigration My PresentationDokument24 SeitenMagnetic Refrigration My Presentationmohammed kamrankaleemNoch keine Bewertungen
- Flexural Strength Tests of Ceramics (SubsTech)Dokument3 SeitenFlexural Strength Tests of Ceramics (SubsTech)mypenta2008Noch keine Bewertungen
- Bolt and Nut Hardness TesterDokument15 SeitenBolt and Nut Hardness TestermosdnsNoch keine Bewertungen
- Design of Sign Board Gantry 20.2 M SpanDokument10 SeitenDesign of Sign Board Gantry 20.2 M SpanVrusha BendarNoch keine Bewertungen
- DMSE Handbook 2023Dokument104 SeitenDMSE Handbook 2023Vasantha SudasinghaNoch keine Bewertungen
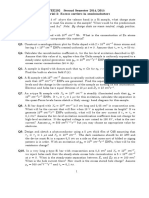
- Excess Carrier Tuts 2014Dokument3 SeitenExcess Carrier Tuts 2014ESAUNoch keine Bewertungen
- Shallow Foundation Design Guide in 40 CharactersDokument27 SeitenShallow Foundation Design Guide in 40 CharactersMoses HonNoch keine Bewertungen
- Anchor Bolt Design (AISC) - Tt100Dokument2 SeitenAnchor Bolt Design (AISC) - Tt100Jennifer HudsonNoch keine Bewertungen
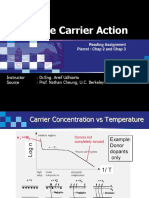
- Mobile Carrier Action: Instructor: DR - Eng. Arief Udhiarto Source: Prof. Nathan Cheung, U.C. BerkeleyDokument23 SeitenMobile Carrier Action: Instructor: DR - Eng. Arief Udhiarto Source: Prof. Nathan Cheung, U.C. BerkeleyMess YeahNoch keine Bewertungen
- Heat Exchanger Design Operation Maintenance PDF 1587354535 PDFDokument157 SeitenHeat Exchanger Design Operation Maintenance PDF 1587354535 PDFDinesh guhanNoch keine Bewertungen
- Rong Liu For Weld Collar TypesDokument14 SeitenRong Liu For Weld Collar TypesSourav ceeNoch keine Bewertungen
- SRC343 Topic 3 Part 2: Shear Design of BeamsDokument11 SeitenSRC343 Topic 3 Part 2: Shear Design of Beams晓春王Noch keine Bewertungen
- A Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationDokument11 SeitenA Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationgkspNoch keine Bewertungen
- LRFD Approach For Fatigue of Marine StructuresDokument6 SeitenLRFD Approach For Fatigue of Marine Structuressaeed-21Noch keine Bewertungen
- Unlock-Durcomet 100 (CD-4MCu)Dokument8 SeitenUnlock-Durcomet 100 (CD-4MCu)Dimas Pratama PutraNoch keine Bewertungen
- Lakhmir Singh Manjit Kaur Class 7 Science Electric Current SolutionsDokument4 SeitenLakhmir Singh Manjit Kaur Class 7 Science Electric Current SolutionsShaurya ManiktalaNoch keine Bewertungen
- PX4212 1Dokument3 SeitenPX4212 1kalpanaNoch keine Bewertungen
- Mark Scheme Paper 3 June 99Dokument3 SeitenMark Scheme Paper 3 June 99Abdo AbdalatifNoch keine Bewertungen
- SOM Cycle Test 1 Answer KeyDokument2 SeitenSOM Cycle Test 1 Answer KeySelvaraj GNoch keine Bewertungen
- Brinall Hardness Test ExperimentDokument4 SeitenBrinall Hardness Test ExperimentboatcomNoch keine Bewertungen
- Effect of 1-Thioglycerol As Capping Agent On ZNS Nanoparticles: Structural and Optical CharacterizationDokument4 SeitenEffect of 1-Thioglycerol As Capping Agent On ZNS Nanoparticles: Structural and Optical CharacterizationInternational Journal of Science and Engineering InvestigationsNoch keine Bewertungen
- Mete 215 Lab 7 2447662 İremnur KeleşDokument12 SeitenMete 215 Lab 7 2447662 İremnur Keleşiremnur keleşNoch keine Bewertungen
- Week 4 - Assignment 1 Multiple Choice QuestionsDokument3 SeitenWeek 4 - Assignment 1 Multiple Choice QuestionschandrakiranNoch keine Bewertungen
- The Importance of Semiconductors in ElectronicsDokument17 SeitenThe Importance of Semiconductors in ElectronicsTerrigbade TaiwoNoch keine Bewertungen
- Students List - Chemistry Cycle Sections I Sem-AY2022-23Dokument81 SeitenStudents List - Chemistry Cycle Sections I Sem-AY2022-23habap27388Noch keine Bewertungen
- 2 - Applications of The Particle in A Box ModelDokument6 Seiten2 - Applications of The Particle in A Box ModelJoe AchkarNoch keine Bewertungen