Das könnte Ihnen auch gefallen
- 1 50ug Pipe and TubesDokument92 Seiten1 50ug Pipe and TubesTC İsmail TalayNoch keine Bewertungen
- En 10088-3Dokument2 SeitenEn 10088-3H_DEBIANENoch keine Bewertungen
- AG Quick Release ENProDokument4 SeitenAG Quick Release ENProNatalia WinataNoch keine Bewertungen
- ISO 6162-1 SAE J518 Code 61 StandardDokument28 SeitenISO 6162-1 SAE J518 Code 61 StandardАнатолий Ивкин100% (1)
- DIN and ISO Technical Standards for Mechanical FastenersDokument11 SeitenDIN and ISO Technical Standards for Mechanical FastenersGökhan AnliNoch keine Bewertungen
- Iso 8434-5Dokument13 SeitenIso 8434-5Bridger257Noch keine Bewertungen
- Complete Catalogue Gear Couplings JaureDokument48 SeitenComplete Catalogue Gear Couplings JaureJorge Franco Zapata0% (1)
- Din 2605 PDFDokument3 SeitenDin 2605 PDFPedro Montes MarinNoch keine Bewertungen
- Metric DIN Hydraulic Fittings and Threads Chart & DimensionsDokument3 SeitenMetric DIN Hydraulic Fittings and Threads Chart & DimensionsTiago SucupiraNoch keine Bewertungen
- DIN 103 Trapezoidal Thread EN PDFDokument7 SeitenDIN 103 Trapezoidal Thread EN PDFJoyce01AlmeidaNoch keine Bewertungen
- DIN 5480 Nazubljena OsovinaDokument27 SeitenDIN 5480 Nazubljena OsovinaNikola MilojevicNoch keine Bewertungen
- ISO 2341-1986 en 22341-1992 Clevis Pins With HeadDokument6 SeitenISO 2341-1986 en 22341-1992 Clevis Pins With HeadMaurícioAndrade100% (2)
- (BS en 10226-1 - 2004) - Pipe Threads Where Pressure Tight Joints Are Made On The Threads. Taper External Threads and Parallel Internal Threads. Dimensions, Tolerances and DesDokument16 Seiten(BS en 10226-1 - 2004) - Pipe Threads Where Pressure Tight Joints Are Made On The Threads. Taper External Threads and Parallel Internal Threads. Dimensions, Tolerances and Desbipradasdhar0% (1)
- Hollow Steel Catalog PDFDokument44 SeitenHollow Steel Catalog PDFaiyubi2Noch keine Bewertungen
- EN13480-3 Chap12 ModificationsDokument37 SeitenEN13480-3 Chap12 ModificationsPrashant ChauhanNoch keine Bewertungen
- Din 2642 Flange Manufacture Din2642 PN 10 Flanges and PN 10 in IndiaDokument3 SeitenDin 2642 Flange Manufacture Din2642 PN 10 Flanges and PN 10 in Indiasayed_20004Noch keine Bewertungen
- Type P Flat Crane Rails DimensionsDokument2 SeitenType P Flat Crane Rails DimensionsludaNoch keine Bewertungen
- Din Data 401 PDFDokument524 SeitenDin Data 401 PDFamit gajbhiye100% (2)
- Din 76-1Dokument5 SeitenDin 76-1mesa142Noch keine Bewertungen
- BS en 10297 2Dokument36 SeitenBS en 10297 2Sharma ShailenNoch keine Bewertungen
- Din 434-EnDokument1 SeiteDin 434-EnzaheerNoch keine Bewertungen
- DIN STANDARDS LISTDokument84 SeitenDIN STANDARDS LISTAntonio FrescoNoch keine Bewertungen
- Din 3015Dokument17 SeitenDin 3015Mohammed Eljammal100% (1)
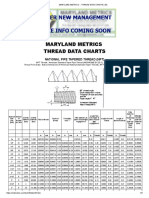
- Maryland Metrics - Thread Data Charts PDFDokument3 SeitenMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNoch keine Bewertungen
- 10242A1Dokument4 Seiten10242A1Eugen LupanNoch keine Bewertungen
- ISO 7-1 Pipe ThreadsDokument11 SeitenISO 7-1 Pipe ThreadsFarzad SadrNoch keine Bewertungen
- DIN HANdsfsDBOOK 1 PDFDokument6 SeitenDIN HANdsfsDBOOK 1 PDFsohaiblatif3Noch keine Bewertungen
- DIN 2605 Pipe Elbow Component DimensionsDokument3 SeitenDIN 2605 Pipe Elbow Component DimensionsMETALBAMENoch keine Bewertungen
- DIN Handbook 404Dokument834 SeitenDIN Handbook 404Maurício Duarte de Andrade100% (4)
- Din 3570-EnDokument1 SeiteDin 3570-EnCuong Nguyen Manh100% (1)
- STAUFF Catalogue 3 STAUFF Flanges EnglishDokument124 SeitenSTAUFF Catalogue 3 STAUFF Flanges EnglishHaldirLeaoNoch keine Bewertungen
- E91 202006 20orifice 20plate 20 - 20doschDokument6 SeitenE91 202006 20orifice 20plate 20 - 20doschiaft100% (1)
- Trapezoidal ThreadsDokument4 SeitenTrapezoidal ThreadsPavle StevanovicNoch keine Bewertungen
- ISO 7040 Material A4-80Dokument1 SeiteISO 7040 Material A4-80rijalharunNoch keine Bewertungen
- Din 1630 PDFDokument3 SeitenDin 1630 PDFv53100% (1)
- SKF Plain BearingDokument36 SeitenSKF Plain Bearinga04205Noch keine Bewertungen
- DIN 2576 Flat Flanges Dimensions and SpecificationsDokument1 SeiteDIN 2576 Flat Flanges Dimensions and SpecificationsSabka PanayotovaNoch keine Bewertungen
- Iso 2768 EnglishDokument3 SeitenIso 2768 EnglishfethiaktuncNoch keine Bewertungen
- En10083 1Dokument28 SeitenEn10083 1whitebrosNoch keine Bewertungen
- Pipe and Tube SizeDokument32 SeitenPipe and Tube Sizehothanhdung2002Noch keine Bewertungen
- DIN 2605 2 Steel Butt Welding Pipe Fittings 2 Elbows and Bends For Use at Full Service PressureDokument9 SeitenDIN 2605 2 Steel Butt Welding Pipe Fittings 2 Elbows and Bends For Use at Full Service Pressureocean12Noch keine Bewertungen
- 04 - Buttweldfitt Ellbows Din2605 PDFDokument8 Seiten04 - Buttweldfitt Ellbows Din2605 PDFJacob HarrisNoch keine Bewertungen
- DIN 2093 2006-03 eDokument18 SeitenDIN 2093 2006-03 eLuis Testa100% (1)
- Pipe DesignDokument6 SeitenPipe DesignmaneeshmsanjagiriNoch keine Bewertungen
- Din 1615Dokument5 SeitenDin 1615David FonsecaNoch keine Bewertungen
- B31 Piping Calc RequirementsDokument5 SeitenB31 Piping Calc Requirementsuniqueel4136100% (1)
- Why Insulate Pipes: 3 Key Benefits of InsulationDokument13 SeitenWhy Insulate Pipes: 3 Key Benefits of InsulationnguyenNoch keine Bewertungen
- Structural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsDokument18 SeitenStructural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsAleksei AvilaNoch keine Bewertungen
- Piping Elbows and Bends PDFDokument4 SeitenPiping Elbows and Bends PDFaap1100% (2)
- Minimum Dimension of Piping Components and AssembliesDokument43 SeitenMinimum Dimension of Piping Components and AssembliesRagerishcire Kanaalaq100% (1)
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Dokument7 SeitenPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samyNoch keine Bewertungen
- Piping NotesDokument33 SeitenPiping NotesSyed FarhanNoch keine Bewertungen
- 1729Dokument52 Seiten1729praj24083302Noch keine Bewertungen
- Comparaison en 10253-4 Et DinDokument32 SeitenComparaison en 10253-4 Et Dinodaue100% (2)
- E9d0' R""o .: Indian StandardDokument26 SeitenE9d0' R""o .: Indian Standards_samirkumar1008100% (1)
- British Std. 3293-1960Dokument18 SeitenBritish Std. 3293-1960Ranjan KumarNoch keine Bewertungen
- Pipe SpecificationDokument5 SeitenPipe SpecificationDhanielNoch keine Bewertungen
- Steel Pipes and FittingsDokument14 SeitenSteel Pipes and FittingsMohammed ShallabyNoch keine Bewertungen
- Centrifugally Cast (Spun) Iron Pressure Pipes For Water, Gas and Sewage - SpecificationDokument26 SeitenCentrifugally Cast (Spun) Iron Pressure Pipes For Water, Gas and Sewage - SpecificationPrapa KaranNoch keine Bewertungen
- Pipes FittingsDokument37 SeitenPipes Fittingsanand bandekarNoch keine Bewertungen
- Algebra Through Visual Patterns Eugene Maier PDFDokument172 SeitenAlgebra Through Visual Patterns Eugene Maier PDFYaseen Ghulam100% (1)
- Session #11 - Engineering Math (Fourier Analysis)Dokument21 SeitenSession #11 - Engineering Math (Fourier Analysis)F Azam Khan AyonNoch keine Bewertungen
- Stewart&Gees ApparatusDokument3 SeitenStewart&Gees ApparatusDR.P.V.Kanaka Rao100% (7)
- Biomedical Image ProcessingDokument3 SeitenBiomedical Image ProcessingPiyush PatelNoch keine Bewertungen
- Release Notes Sap 2000 V 2020Dokument6 SeitenRelease Notes Sap 2000 V 2020Uzair Maqbool KhanNoch keine Bewertungen
- FMXX Zill SecuredDokument14 SeitenFMXX Zill Secured최한원Noch keine Bewertungen
- Chem 161-2008 Chapter 1-Chemical Foundations PracticeproblemsDokument53 SeitenChem 161-2008 Chapter 1-Chemical Foundations PracticeproblemsNimit JindalNoch keine Bewertungen
- Sample Paper-At-2324-Class-Vii-P1-At+pcbmDokument23 SeitenSample Paper-At-2324-Class-Vii-P1-At+pcbmnirmal krisnaNoch keine Bewertungen
- C:G M S C: 6401 S:S 2023 Level:Ade (2) Assignment No 1Dokument10 SeitenC:G M S C: 6401 S:S 2023 Level:Ade (2) Assignment No 1israrNoch keine Bewertungen
- Metrology and Intrumentation 1 PDFDokument72 SeitenMetrology and Intrumentation 1 PDFNavneet Kumar SinghNoch keine Bewertungen
- Flywheel New PDFDokument2 SeitenFlywheel New PDFNarender KumarNoch keine Bewertungen
- PCM-17 13thDokument22 SeitenPCM-17 13thRaju SinghNoch keine Bewertungen
- Engineering Dynamics Problem Set 7 Concept QuestionsDokument4 SeitenEngineering Dynamics Problem Set 7 Concept QuestionsAugustoFerreiraNoch keine Bewertungen
- AriesDokument51 SeitenAriesAlfianRizaldiNoch keine Bewertungen
- C-5 One Way Two Way SlabDokument34 SeitenC-5 One Way Two Way SlabBoopathi Yoganathan100% (2)
- Visvesvaraya Technological University Belagavi: Scheme of Teaching and Examination and SyllabusDokument55 SeitenVisvesvaraya Technological University Belagavi: Scheme of Teaching and Examination and SyllabusAnand Kal100% (1)
- 20 Annual: American Mathematics CompetitionsDokument8 Seiten20 Annual: American Mathematics CompetitionsLong NguyễnNoch keine Bewertungen
- Analysis of Eddy Current Brakes using Maxwell 3D Transient SimulationDokument36 SeitenAnalysis of Eddy Current Brakes using Maxwell 3D Transient SimulationPramoth Dhayalan100% (1)
- Practice Assignment Solutions PDFDokument34 SeitenPractice Assignment Solutions PDFJoseph SebastianNoch keine Bewertungen
- The SSPA SeriesDokument4 SeitenThe SSPA SeriesAdhyatmo Suryo AkintoroNoch keine Bewertungen
- CA Foundation Syllabus and Revision PlanDokument10 SeitenCA Foundation Syllabus and Revision PlanStudy HelpNoch keine Bewertungen
- Wks Mar09 Zscore ProblemsDokument1 SeiteWks Mar09 Zscore ProblemsKennyNoch keine Bewertungen
- Surface Area of A Rectangular PrismDokument10 SeitenSurface Area of A Rectangular PrismEstelita P. AgustinNoch keine Bewertungen
- QR Decomposition ExampleDokument4 SeitenQR Decomposition ExamplejhonnyNoch keine Bewertungen
- Concept Testing Methods and CommunicationDokument45 SeitenConcept Testing Methods and CommunicationumairNoch keine Bewertungen
- Excel Solver Function Excel Solver FunctionDokument7 SeitenExcel Solver Function Excel Solver FunctionzarsoeNoch keine Bewertungen
- Linear Correlation AnalysisDokument8 SeitenLinear Correlation AnalysisMarga NiveaNoch keine Bewertungen
- Motion & Geometry based methods in Frequency Domain Computer VisionDokument31 SeitenMotion & Geometry based methods in Frequency Domain Computer VisionBasudha PalNoch keine Bewertungen
- Playing With Numbers Class 6 Extra Questions Maths Chapter 3Dokument8 SeitenPlaying With Numbers Class 6 Extra Questions Maths Chapter 3sujalsuhaas2007Noch keine Bewertungen
- Dissertation FactoringDokument4 SeitenDissertation FactoringCollegePaperGhostWriterAkron100% (1)