Das könnte Ihnen auch gefallen
- Offshore Subsea Structures and Subsea Systems AssignmentDokument16 SeitenOffshore Subsea Structures and Subsea Systems AssignmentGeorge Baby100% (2)
- Solving Gas Well Liquid Loading ProblemsDokument8 SeitenSolving Gas Well Liquid Loading ProblemsCarlos Liscano100% (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Pressure Buildups Vs Static Gradient Survey Flowing Gradient SurveyDokument1 SeitePressure Buildups Vs Static Gradient Survey Flowing Gradient Surveyfadhli202100% (1)
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Von EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Bewertung: 5 von 5 Sternen5/5 (2)
- TM500 Design Overview (Complete ArchitectureDokument3 SeitenTM500 Design Overview (Complete ArchitectureppghoshinNoch keine Bewertungen
- Considerations in Designing Multiphase Flow LinesDokument8 SeitenConsiderations in Designing Multiphase Flow LinesCuando la dictadura es un hecho, la Revolución es un derechoNoch keine Bewertungen
- Considerations in Designing Multiphase Flow Lines - Pipeline & Gas JournalDokument9 SeitenConsiderations in Designing Multiphase Flow Lines - Pipeline & Gas Journalt_rajith1179Noch keine Bewertungen
- Slug Catcher SizingDokument11 SeitenSlug Catcher Sizingsohail06100% (2)
- 2.1.6.1 Potencial Operating ProblemsDokument7 Seiten2.1.6.1 Potencial Operating ProblemsCarlosNoch keine Bewertungen
- Properly Employ Overhead Condensers For Vacuum ColumnsDokument8 SeitenProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannNoch keine Bewertungen
- HW 1 SolutionDokument5 SeitenHW 1 SolutionNisargPatelNoch keine Bewertungen
- SOLUCIÓN 2 - CARGA DE LIQUIDOSDokument11 SeitenSOLUCIÓN 2 - CARGA DE LIQUIDOSmanuel cabarcasNoch keine Bewertungen
- Pipeline Sizing: Learning ObjectivesDokument7 SeitenPipeline Sizing: Learning Objectivesbikas_sahaNoch keine Bewertungen
- Condenser - Valuable Book PDFDokument6 SeitenCondenser - Valuable Book PDFRajesh OwaiyarNoch keine Bewertungen
- Flow Assurance HomeworkDokument9 SeitenFlow Assurance HomeworkLívia Costa MelloNoch keine Bewertungen
- Graham - Proper Piping For Vacuum SystemDokument5 SeitenGraham - Proper Piping For Vacuum SystemAnonymous DJrec2Noch keine Bewertungen
- Introduction To Plunger LiftDokument6 SeitenIntroduction To Plunger LiftMiguel Urzagaste CruzNoch keine Bewertungen
- Pipeline Sizing: Learning ObjectivesDokument7 SeitenPipeline Sizing: Learning ObjectivesRajasekar MeghanadhNoch keine Bewertungen
- 308 HRSG 2Dokument5 Seiten308 HRSG 2Eduardo Sarria SuazoNoch keine Bewertungen
- MPP PO ItalyDokument11 SeitenMPP PO ItalyUmar Ijaz KhanNoch keine Bewertungen
- SPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellDokument12 SeitenSPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellEdgar GonzalezNoch keine Bewertungen
- Term Report 2Dokument9 SeitenTerm Report 2Faizan FareedNoch keine Bewertungen
- Slug FlowDokument30 SeitenSlug FlowchemjojoNoch keine Bewertungen
- Factors Influencing Well Completion DesignDokument6 SeitenFactors Influencing Well Completion DesignMahesh sinhaNoch keine Bewertungen
- Mud Gas Separator Sizing and Evaluation PaperDokument6 SeitenMud Gas Separator Sizing and Evaluation PaperzapspazNoch keine Bewertungen
- Calculation For Vacuum CondenserDokument0 SeitenCalculation For Vacuum Condenserraden_aditiya39Noch keine Bewertungen
- Proper Piping For Vacuum SystemsDokument5 SeitenProper Piping For Vacuum SystemsDowni Oader100% (1)
- Background: 1 Slugging Caused by PiggingDokument33 SeitenBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Bulk Separation of GasDokument7 SeitenBulk Separation of GasEnnecyr Pilling PintoNoch keine Bewertungen
- Reservoir Design Solutions for Mobile EquipmentDokument7 SeitenReservoir Design Solutions for Mobile EquipmentSympatyagaNoch keine Bewertungen
- Chapter Four Tubing Well Performance and Sizing: Hydrocarbon BehaviorDokument14 SeitenChapter Four Tubing Well Performance and Sizing: Hydrocarbon Behaviorfuaad IbraahimNoch keine Bewertungen
- ChE307-2 Gas Absorption ColumnDokument10 SeitenChE307-2 Gas Absorption ColumnJudgement AslemiNoch keine Bewertungen
- Flow Assurance Nov6Dokument5 SeitenFlow Assurance Nov6Vinh PhamthanhNoch keine Bewertungen
- Pipe Sizing: Earon Jay S. Cadungog Bsme-Iv ME424Dokument5 SeitenPipe Sizing: Earon Jay S. Cadungog Bsme-Iv ME424Earon Jay CadungogNoch keine Bewertungen
- (Paul E. Minton) Handbook of Evaporation Technology - 170-182Dokument13 Seiten(Paul E. Minton) Handbook of Evaporation Technology - 170-182Ahmad Asfahani100% (1)
- Deck SealDokument7 SeitenDeck SealAlamin Siddique100% (1)
- Installing Plunger Lift Systems in Gas Wells: Lessons LearnedDokument14 SeitenInstalling Plunger Lift Systems in Gas Wells: Lessons Learnedgonza9Noch keine Bewertungen
- Production Eng 2Dokument106 SeitenProduction Eng 2himanshu_petroengg100% (1)
- AL Selection - Draft of Document - 2d12 - Continuous Gas-LiftDokument23 SeitenAL Selection - Draft of Document - 2d12 - Continuous Gas-LiftKonul AlizadehNoch keine Bewertungen
- Mud Gas Separator Sizing and EvaluationDokument3 SeitenMud Gas Separator Sizing and EvaluationIvan Cerda0% (1)
- Compressor Horsepower: Gas Distribution and ControlDokument3 SeitenCompressor Horsepower: Gas Distribution and ControlRahmat AbdullahNoch keine Bewertungen
- Oxygen and Others Measurement Extraction Boiler by SWANengDokument5 SeitenOxygen and Others Measurement Extraction Boiler by SWANengJimmyJhoeNoch keine Bewertungen
- Principles of Gas LiftDokument31 SeitenPrinciples of Gas LiftYassine Taktak67% (3)
- Intelligent Gas LiftDokument17 SeitenIntelligent Gas Liftmemos2011Noch keine Bewertungen
- Wet stack design guide for coal plantsDokument10 SeitenWet stack design guide for coal plantsvatsalNoch keine Bewertungen
- Flow Assurance: Sand ProductionDokument3 SeitenFlow Assurance: Sand ProductionSamir MuzaffarovNoch keine Bewertungen
- SOLUCIÓN 1 - CARGA DE LIQUIDOSDokument13 SeitenSOLUCIÓN 1 - CARGA DE LIQUIDOSmanuel cabarcasNoch keine Bewertungen
- Spe 133268 MS PDFDokument18 SeitenSpe 133268 MS PDFPhuc TruongNoch keine Bewertungen
- OMAE2016-55137: Multiphase Transient Slugging Flow in Subsea Oil and Gas ProductionDokument12 SeitenOMAE2016-55137: Multiphase Transient Slugging Flow in Subsea Oil and Gas Productionthlim19078656Noch keine Bewertungen
- Workover Operations (Ok)Dokument6 SeitenWorkover Operations (Ok)Mahmoud Ahmed Ali AbdelrazikNoch keine Bewertungen
- Hydraulic Reservoirs For Mobile Equipment 7-18-14Dokument9 SeitenHydraulic Reservoirs For Mobile Equipment 7-18-14mulle2002Noch keine Bewertungen
- Condenser Siphon Seal-WellsDokument3 SeitenCondenser Siphon Seal-Wellstwins19564839100% (1)
- Flow Assurance in Kumuje Wet Gas Pipeline Analysis of Pigging Solution To Liquid Accumulation PDFDokument7 SeitenFlow Assurance in Kumuje Wet Gas Pipeline Analysis of Pigging Solution To Liquid Accumulation PDFHadi NugrahaNoch keine Bewertungen
- SPE-169262-MS A Novel Procedure To Apply A Relative Permeability Modifier During Perforating Guns and TCPDokument7 SeitenSPE-169262-MS A Novel Procedure To Apply A Relative Permeability Modifier During Perforating Guns and TCPLeopold Roj DomNoch keine Bewertungen
- Petroleum Transportation and StorageDokument13 SeitenPetroleum Transportation and StorageFabianNoch keine Bewertungen
- Title: Analysis of The Hazardous Consequences of Pipeline RupturesDokument12 SeitenTitle: Analysis of The Hazardous Consequences of Pipeline RupturesAlirio AcuñaNoch keine Bewertungen
- Operation LNG TankDokument4 SeitenOperation LNG TankpramodtryNoch keine Bewertungen
- Sewage Disposal Works: Their Design and ConstructionVon EverandSewage Disposal Works: Their Design and ConstructionNoch keine Bewertungen
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Yaris Brochure 16 PageDokument23 SeitenYaris Brochure 16 Pagepmr80_2004Noch keine Bewertungen
- Harmonic Analysis Tutorial CAEPIPEDokument6 SeitenHarmonic Analysis Tutorial CAEPIPEpmr80_2004Noch keine Bewertungen
- OC - W1 To W5 W7 To W16 MLCP (PT With Shops) DT - 24-01-2018Dokument2 SeitenOC - W1 To W5 W7 To W16 MLCP (PT With Shops) DT - 24-01-2018pmr80_2004Noch keine Bewertungen
- FSA-05 EXJ Physical DataDokument1 SeiteFSA-05 EXJ Physical Datapmr80_2004Noch keine Bewertungen
- ISO-14692 Allowable SetupDokument1 SeiteISO-14692 Allowable Setuppmr80_2004Noch keine Bewertungen
- BS 1501-1 (1980) PDFDokument36 SeitenBS 1501-1 (1980) PDFAdesina Alabi100% (1)
- Palmgren MinerDokument3 SeitenPalmgren Minerdamec1234Noch keine Bewertungen
- StarToken-NG PpsDokument46 SeitenStarToken-NG Ppspmr80_2004Noch keine Bewertungen
- SGC2016 NortonStraw MattStraw PublicDokument27 SeitenSGC2016 NortonStraw MattStraw Publicpmr80_2004Noch keine Bewertungen
- Reqno Jrc92554 Negligible Creep StudyDokument18 SeitenReqno Jrc92554 Negligible Creep Studypmr80_2004Noch keine Bewertungen
- SBI MaxGainDokument72 SeitenSBI MaxGainpmr80_2004Noch keine Bewertungen
- Job Code DE1: Pipeline Engineering ManagerDokument1 SeiteJob Code DE1: Pipeline Engineering Managerpmr80_2004Noch keine Bewertungen
- CENTC267 MHD Questions 2016Dokument30 SeitenCENTC267 MHD Questions 2016pmr80_2004Noch keine Bewertungen
- Piping Vibration AnalysisDokument1 SeitePiping Vibration Analysispmr80_2004Noch keine Bewertungen
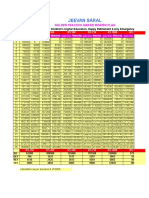
- Golden Peacock Award Winning Jeevan Saral PlanDokument6 SeitenGolden Peacock Award Winning Jeevan Saral PlanAmit ChaturvediNoch keine Bewertungen
- Isa Maharashtra Inteq Magazine July2012Dokument21 SeitenIsa Maharashtra Inteq Magazine July2012ganeshanNoch keine Bewertungen
- Velosi-Fire Test Cert - 6a DBB ValveDokument18 SeitenVelosi-Fire Test Cert - 6a DBB Valvepmr80_2004Noch keine Bewertungen
- Quick Guide Into The ISO 14692 Revision 2016 Edition 26 May 2016Dokument44 SeitenQuick Guide Into The ISO 14692 Revision 2016 Edition 26 May 2016pmr80_2004100% (1)
- Point Pipestressanalysisbycomputer Caesarii 150407122607 Conversion Gate01Dokument90 SeitenPoint Pipestressanalysisbycomputer Caesarii 150407122607 Conversion Gate01Achmad Farits Fauzi100% (1)
- B16-34 Clarifications 2009Dokument77 SeitenB16-34 Clarifications 2009RobertReinboldNoch keine Bewertungen
- JS1 Model (Jacket)Dokument1 SeiteJS1 Model (Jacket)pmr80_2004Noch keine Bewertungen
- AFT Evaluating Pipe Dynamic Loads Caused by WaterhammerDokument24 SeitenAFT Evaluating Pipe Dynamic Loads Caused by WaterhammerroyalcomNoch keine Bewertungen
- AFT Evaluating Pipe Dynamic Loads Caused by WaterhammerDokument24 SeitenAFT Evaluating Pipe Dynamic Loads Caused by WaterhammerroyalcomNoch keine Bewertungen
- Load CasesDokument8 SeitenLoad Casestebodin_319100% (1)
- CLOZE TEST Fully Revised For SSC, Bank Exams & Other CompetitiveDokument57 SeitenCLOZE TEST Fully Revised For SSC, Bank Exams & Other CompetitiveSreenu Raju100% (2)
- Adopt 2017 APCPI procurement monitoringDokument43 SeitenAdopt 2017 APCPI procurement monitoringCA CANoch keine Bewertungen
- Cygnus 4plus Operating ManualDokument141 SeitenCygnus 4plus Operating Manualdzul effendiNoch keine Bewertungen
- AWS D1.5 PQR TitleDokument1 SeiteAWS D1.5 PQR TitleNavanitheeshwaran SivasubramaniyamNoch keine Bewertungen
- Board of Intermediate & Secondary Education, Lahore: Tahir Hussain JafriDokument2 SeitenBoard of Intermediate & Secondary Education, Lahore: Tahir Hussain Jafridr_azharhayatNoch keine Bewertungen
- Events of National Importance 2016Dokument345 SeitenEvents of National Importance 2016TapasKumarDashNoch keine Bewertungen
- Vega Plus 69Dokument3 SeitenVega Plus 69yashNoch keine Bewertungen
- Information HandoutsDokument6 SeitenInformation HandoutsPooja Marwadkar TupcheNoch keine Bewertungen
- Rúbrica de composición escritaDokument2 SeitenRúbrica de composición escritafrancisco alonsoNoch keine Bewertungen
- NACE CIP Part II - (6) Coatings For Industry - (Qs - As)Dokument23 SeitenNACE CIP Part II - (6) Coatings For Industry - (Qs - As)Almagesto QuenayaNoch keine Bewertungen
- ADII11 Metode Deteksi OutlierDokument50 SeitenADII11 Metode Deteksi Outlier21-A-2-19 Nazli Amaliya RamadhaniNoch keine Bewertungen
- Lecture 6-Design For ShearDokument14 SeitenLecture 6-Design For ShearMarkos DanielNoch keine Bewertungen
- Penomoran Bantex - K64&COMPDokument8 SeitenPenomoran Bantex - K64&COMPVigour Rizko MurdyneNoch keine Bewertungen
- Lux MeterDokument4 SeitenLux MeterNmg KumarNoch keine Bewertungen
- Action Plan On GadDokument1 SeiteAction Plan On GadCherish Devora ArtatesNoch keine Bewertungen
- DRM 25Dokument14 SeitenDRM 25Anantha RajanNoch keine Bewertungen
- 2002 AriDokument53 Seiten2002 AriMbarouk Shaame MbaroukNoch keine Bewertungen
- Stylistic and DiscourseDokument4 SeitenStylistic and Discourseeunhye carisNoch keine Bewertungen
- Xiaomi Mi Drone 4K User Manual GuideDokument47 SeitenXiaomi Mi Drone 4K User Manual GuideΜιχάλης ΛαχανάςNoch keine Bewertungen
- Country Wing Auto-Mobile GarageDokument25 SeitenCountry Wing Auto-Mobile GarageDmitry PigulNoch keine Bewertungen
- Usage Instructions - Hengro PoolProtect 1 - 5Dokument3 SeitenUsage Instructions - Hengro PoolProtect 1 - 5Brian VisserNoch keine Bewertungen
- Astm A105, A105mDokument5 SeitenAstm A105, A105mMike Dukas0% (1)
- TCBE - Conversation Skills TemplateDokument10 SeitenTCBE - Conversation Skills TemplateAryoma GoswamiNoch keine Bewertungen
- Fort St. John - Tender Awards - RCMP Building ConstructionDokument35 SeitenFort St. John - Tender Awards - RCMP Building ConstructionAlaskaHighwayNewsNoch keine Bewertungen
- What Is A Lecher AntennaDokument4 SeitenWhat Is A Lecher AntennaPt AkaashNoch keine Bewertungen
- 3.1-Pile Design Calculation For Boundary (p1 To p50)Dokument24 Seiten3.1-Pile Design Calculation For Boundary (p1 To p50)layaljamal2Noch keine Bewertungen
- Transformer Oil Testing: Dissolved Gas AnalysisDokument18 SeitenTransformer Oil Testing: Dissolved Gas AnalysisIkhsan LyNoch keine Bewertungen
- 5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveDokument4 Seiten5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveManushka ThomasNoch keine Bewertungen
- Syllabus Agri 2015Dokument248 SeitenSyllabus Agri 2015parvathivignesh279Noch keine Bewertungen