Das könnte Ihnen auch gefallen
- Besi PB B4Dokument5 SeitenBesi PB B4Luchazt StrikeNoch keine Bewertungen
- Dasar Ilmu Tanah Deskripsi TanahDokument139 SeitenDasar Ilmu Tanah Deskripsi TanahLuchazt StrikeNoch keine Bewertungen
- Batuan ini mempunyai ciri fisik yaitu warna segar putih, warna lapuk kuning kecoklatan, tekstur klastik kasar dan bentuk material membundar (brounded). Batuan ini mempunyai struktur masif dengan ukuran butir pasir kasar, berdasarkan ciri fisik di atas maka dapat disimpulkan bahwa nama batuan ini Tufa kasar. Material penyusun batuan ini berasal dari hasil aktivitas vulkanisme yang bersifat eksflosif. Material piroklastik yang berukuran butir pasir kasar terlempar jauh dari pusat erupsi kemudian jatuh dan tertransportasi ke dasar cekungan yang stabil. Kemudian terjadi proses sedimentasi, berlanjut dengan proses kompaksi dan sementasi hingga lithifikasi atau proses pembatuan. Ukuran butir yang kasar dan bentuk yang relatif membundar menunjukkan bahwa material penyusun batuan ini terendapkan pada arus tenang menghasilkan struktur perlapisan yang tipis yangdisebut laminasi. Berdasarkan kondisi arus yang berpengaruh dan struktur sedimen yang terbentuk maka dapat diinterpretasikan bahwa lDokument60 SeitenBatuan ini mempunyai ciri fisik yaitu warna segar putih, warna lapuk kuning kecoklatan, tekstur klastik kasar dan bentuk material membundar (brounded). Batuan ini mempunyai struktur masif dengan ukuran butir pasir kasar, berdasarkan ciri fisik di atas maka dapat disimpulkan bahwa nama batuan ini Tufa kasar. Material penyusun batuan ini berasal dari hasil aktivitas vulkanisme yang bersifat eksflosif. Material piroklastik yang berukuran butir pasir kasar terlempar jauh dari pusat erupsi kemudian jatuh dan tertransportasi ke dasar cekungan yang stabil. Kemudian terjadi proses sedimentasi, berlanjut dengan proses kompaksi dan sementasi hingga lithifikasi atau proses pembatuan. Ukuran butir yang kasar dan bentuk yang relatif membundar menunjukkan bahwa material penyusun batuan ini terendapkan pada arus tenang menghasilkan struktur perlapisan yang tipis yangdisebut laminasi. Berdasarkan kondisi arus yang berpengaruh dan struktur sedimen yang terbentuk maka dapat diinterpretasikan bahwa lAgung PerdanaNoch keine Bewertungen
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- A 952A 952M - Forged Grade 80 and Grade 100 Steel Lifting Componentsand Welded Attachment LinksDokument7 SeitenA 952A 952M - Forged Grade 80 and Grade 100 Steel Lifting Componentsand Welded Attachment LinksDipu Jacob ANoch keine Bewertungen
- Astm B476-06Dokument4 SeitenAstm B476-06Srinivasan KrishnamoorthyNoch keine Bewertungen
- Section 407 - Hot Mix Asphalt: 407.01 GENERALDokument25 SeitenSection 407 - Hot Mix Asphalt: 407.01 GENERALDaiNoch keine Bewertungen
- BS 00436-4-1996 (1999) Iso 1328-1-1995Dokument32 SeitenBS 00436-4-1996 (1999) Iso 1328-1-1995Fadi Magdy0% (1)
- Railway Construction and Operation Requirements: Structural A N D Electrical ClearancesDokument19 SeitenRailway Construction and Operation Requirements: Structural A N D Electrical ClearanceskumarNoch keine Bewertungen
- F312 PDFDokument4 SeitenF312 PDFHassan MokhtarNoch keine Bewertungen
- Minimum radius and projection dimensionsDokument3 SeitenMinimum radius and projection dimensionsyasirjurabaNoch keine Bewertungen
- Casting dimensional tolerances and inspection standardsDokument17 SeitenCasting dimensional tolerances and inspection standardschandrajeetshelkeNoch keine Bewertungen
- XXXX BN CLT Tolerance GuideDokument5 SeitenXXXX BN CLT Tolerance GuideMNoch keine Bewertungen
- Cold-Rolled Steel CoilsDokument28 SeitenCold-Rolled Steel CoilsX800XLNoch keine Bewertungen
- Chumaceras SKF Sistema ConcentricoDokument40 SeitenChumaceras SKF Sistema Concentricotip312Noch keine Bewertungen
- 2004A Rev.9Dokument75 Seiten2004A Rev.9Ranjani J DeepakNoch keine Bewertungen
- Astm D 732 - 02 PDFDokument4 SeitenAstm D 732 - 02 PDFJimmyJohanTapiaVasquez100% (1)
- Iso 14 (1982)Dokument14 SeitenIso 14 (1982)Eduardo Henrique Hames MendesNoch keine Bewertungen
- IEC 60751 For Pt100 060210Dokument1 SeiteIEC 60751 For Pt100 060210BAN ZANGHANANoch keine Bewertungen
- A 1023 - A 1023M - 02 Qtewmjmvqtewmjnn PDFDokument37 SeitenA 1023 - A 1023M - 02 Qtewmjmvqtewmjnn PDFTiến Lượng Nguyễn100% (1)
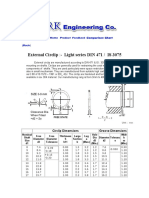
- External Circlip GuideDokument11 SeitenExternal Circlip GuideVarinder DuttNoch keine Bewertungen
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks: Standard Specification ForDokument6 SeitenCartridge Brass Sheet, Strip, Plate, Bar, and Disks: Standard Specification ForAbinashBeheraNoch keine Bewertungen
- Installation Instruction G400 Online 3Dokument16 SeitenInstallation Instruction G400 Online 3jose manuel gonzalez alonsoNoch keine Bewertungen
- Synchronous Motors 1FK7: Operating Instructions 03/2011Dokument58 SeitenSynchronous Motors 1FK7: Operating Instructions 03/2011Krittaphak HacheyramNoch keine Bewertungen
- Agricultural Bearing Solutions CatalogDokument84 SeitenAgricultural Bearing Solutions CatalogMarceloNoch keine Bewertungen
- Bearing Selection Guide in 40 CharactersDokument5 SeitenBearing Selection Guide in 40 CharactersChizzy RoseNoch keine Bewertungen
- Iso 2768 1Dokument7 SeitenIso 2768 1Gary Ren100% (2)
- Assessing Measurement System VariationDokument20 SeitenAssessing Measurement System VariationnadeemaneezNoch keine Bewertungen
- NCSL95Dokument16 SeitenNCSL95Raluca EftimoiuNoch keine Bewertungen
- Part Inspection Standard (May 2013)Dokument9 SeitenPart Inspection Standard (May 2013)san moedano100% (1)
- FAG Nakretki Hyd WL - 80-103Dokument22 SeitenFAG Nakretki Hyd WL - 80-103LoveNoch keine Bewertungen
- Table Dodge RomigDokument14 SeitenTable Dodge RomigMaritsa Elizabeth Huerta ReyesNoch keine Bewertungen