Das könnte Ihnen auch gefallen
- Chain Drives: Back To Contents PagesDokument104 SeitenChain Drives: Back To Contents PagesArul KumarNoch keine Bewertungen
- Shaft Reclaim FeederDokument7 SeitenShaft Reclaim FeederWaris La Joi WakatobiNoch keine Bewertungen
- Destruction of Cyanide Waste Solutions Using Chlor-1Dokument10 SeitenDestruction of Cyanide Waste Solutions Using Chlor-1Brent WoottonNoch keine Bewertungen
- Conveyor For Quality ControlDokument6 SeitenConveyor For Quality ControlGajanan100% (2)
- Sprocket SelectionDokument4 SeitenSprocket SelectionallovidNoch keine Bewertungen
- Rexnord Power Transmission FormulasDokument1 SeiteRexnord Power Transmission FormulasDeividi CardosoNoch keine Bewertungen
- Chain Drive: NO. of Teeths On Driving Sprocket No. of Teeths On Driven Sprocket Engine Power Service FactorDokument3 SeitenChain Drive: NO. of Teeths On Driving Sprocket No. of Teeths On Driven Sprocket Engine Power Service FactorSUMEET SINGHNoch keine Bewertungen
- Catalogo Pewag Conveyor Chains PDFDokument56 SeitenCatalogo Pewag Conveyor Chains PDFRafael Giordani BeckerNoch keine Bewertungen
- Introduction To Mechanical Size ReductionDokument35 SeitenIntroduction To Mechanical Size ReductionFikrie MuhdNoch keine Bewertungen
- Feeder Loads and Power RequirementsDokument5 SeitenFeeder Loads and Power RequirementsarsanioseNoch keine Bewertungen
- High Angle Conveyor Offers Mine Haulage SavingsDokument20 SeitenHigh Angle Conveyor Offers Mine Haulage SavingsZiggy Gregory100% (1)
- Chain ConveyorrabDokument36 SeitenChain ConveyorrabPrayogo Hadi SNoch keine Bewertungen
- WWW Mechanicalengineeringblog Com 2Dokument6 SeitenWWW Mechanicalengineeringblog Com 2Mashudi FikriNoch keine Bewertungen
- Boogie Stacker: Concret e WheelDokument4 SeitenBoogie Stacker: Concret e WheelWaris La Joi WakatobiNoch keine Bewertungen
- Dye Penetrant 2Dokument18 SeitenDye Penetrant 2Paul LadjarNoch keine Bewertungen
- Incline Haulage TrucksDokument2 SeitenIncline Haulage Trucksgarves007Noch keine Bewertungen
- Counter Current LeachingDokument4 SeitenCounter Current Leachingbelter99100% (1)
- Schedule 90 Days Haul RoadRev ADokument4 SeitenSchedule 90 Days Haul RoadRev AMario CordovaNoch keine Bewertungen
- 9.1 Lecture Material - Pneumatic Transport and Slurry TransportDokument51 Seiten9.1 Lecture Material - Pneumatic Transport and Slurry TransportDondon Irig100% (1)
- Engineering Vol 72 1901-10-11Dokument33 SeitenEngineering Vol 72 1901-10-11ian_newNoch keine Bewertungen
- Plant Eng Part 2 - ConveyorsDokument30 SeitenPlant Eng Part 2 - ConveyorsLehlohonoloNoch keine Bewertungen
- Mechanical Grain ConveyingDokument64 SeitenMechanical Grain ConveyingDaniel CookNoch keine Bewertungen
- Ash Handling SystemDokument16 SeitenAsh Handling SystemGirish HegdeNoch keine Bewertungen
- Feeder Breaker 1200mtph Project01!08!08Dokument3 SeitenFeeder Breaker 1200mtph Project01!08!08Herman AbdullahNoch keine Bewertungen
- Ventilation MRT CatalogueDokument28 SeitenVentilation MRT Cataloguevikas gahlyanNoch keine Bewertungen
- Rotary Coal Breaker B5959Dokument28 SeitenRotary Coal Breaker B5959Carl RichterNoch keine Bewertungen
- Helix Chute Design Brochure 2Dokument4 SeitenHelix Chute Design Brochure 2NITINNoch keine Bewertungen
- Application of Conveyors For UG HaulageDokument11 SeitenApplication of Conveyors For UG Haulageminerito2211Noch keine Bewertungen
- Transfer Chute DesignDokument7 SeitenTransfer Chute Designmas26amin3465Noch keine Bewertungen
- Comparison of Mine Ventilation Simulation SoftwareDokument5 SeitenComparison of Mine Ventilation Simulation Softwarealexander ayalaNoch keine Bewertungen
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDokument22 SeitenFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNoch keine Bewertungen
- Ball MillDokument3 SeitenBall MillHeeshanGunathilakaNoch keine Bewertungen
- Stockpile Quantity Rough EstimatesDokument8 SeitenStockpile Quantity Rough EstimatesDencio SevillesNoch keine Bewertungen
- Gravity Conveyor With Air FluidizeDokument3 SeitenGravity Conveyor With Air Fluidizechem_taNoch keine Bewertungen
- ME307-11 Tutorial 9Dokument9 SeitenME307-11 Tutorial 9Mohammed A IsaNoch keine Bewertungen
- Road Design AspectDokument30 SeitenRoad Design AspectNiken RaharinaNoch keine Bewertungen
- Air CannonDokument9 SeitenAir Cannonkarthikraja21100% (1)
- Tsubaki ChainDokument8 SeitenTsubaki Chainbmihaiela100% (1)
- Dura FlexDokument16 SeitenDura FlexJohn ChivNoch keine Bewertungen
- Dura RampDokument8 SeitenDura RampAshley Dean100% (1)
- Silo Over-Pressurization Prevention GuideDokument30 SeitenSilo Over-Pressurization Prevention Guidemohamad izzuddin adnanNoch keine Bewertungen
- Makron Fibretec 1000-2000 EngDokument10 SeitenMakron Fibretec 1000-2000 EngMAKRONNoch keine Bewertungen
- Biomass Storage Capacity - Rev.01Dokument5 SeitenBiomass Storage Capacity - Rev.01vidyaNoch keine Bewertungen
- Air Receiver Sizing PDFDokument3 SeitenAir Receiver Sizing PDFTifano KhristiyantoNoch keine Bewertungen
- T.E. Mechanical (A-4) MONIL DOSHI-0815054 KIRAN PATIL - 1125027 JIGAR SHAH - 0815045Dokument19 SeitenT.E. Mechanical (A-4) MONIL DOSHI-0815054 KIRAN PATIL - 1125027 JIGAR SHAH - 0815045wahyuNoch keine Bewertungen
- Ball Mill Design - CompressDokument6 SeitenBall Mill Design - CompressSuresh VedalaNoch keine Bewertungen
- Belt ChainDokument95 SeitenBelt ChainLuis BalducciNoch keine Bewertungen
- Study of Crushing and GrindingDokument17 SeitenStudy of Crushing and Grindingmahbub1332Noch keine Bewertungen
- LQ Unit 11 Mensuration SolDokument12 SeitenLQ Unit 11 Mensuration SolSamson YauNoch keine Bewertungen
- Acha Teff ThresherDokument62 SeitenAcha Teff ThresherTANKO BAKO100% (2)
- Blast Fume Clearance Reentry TimesDokument8 SeitenBlast Fume Clearance Reentry TimesYuni_Arifwati_5495Noch keine Bewertungen
- Materials Handling and HoistingDokument6 SeitenMaterials Handling and HoistingNARGISNoch keine Bewertungen
- MixerDokument10 SeitenMixerKRYSTEL WENDY LAHOMNoch keine Bewertungen
- BOF Plant Write UpDokument20 SeitenBOF Plant Write UpKalyan HalderNoch keine Bewertungen
- A New Trommel Model PDFDokument22 SeitenA New Trommel Model PDFÁlvaro BarbosaNoch keine Bewertungen
- Mechanical Size Reduction SLIDEDokument26 SeitenMechanical Size Reduction SLIDEaziziNoch keine Bewertungen
- Grinding and CuttingDokument7 SeitenGrinding and Cuttinggaur1234100% (1)
- 10 Ropiudin Tep - Satopin - Pengecilan Ukuran (Ref)Dokument11 Seiten10 Ropiudin Tep - Satopin - Pengecilan Ukuran (Ref)NaufalNoch keine Bewertungen
- Size ReductionDokument11 SeitenSize ReductionsakshiNoch keine Bewertungen
- Dr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceDokument31 SeitenDr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceNick FurlanoNoch keine Bewertungen
- How Yaffs WorksDokument25 SeitenHow Yaffs WorkseemkutayNoch keine Bewertungen
- 4 Bar LinkDokument4 Seiten4 Bar LinkConstance Lynn'da GNoch keine Bewertungen
- Sustainable Urban Mobility Final ReportDokument141 SeitenSustainable Urban Mobility Final ReportMaria ClapaNoch keine Bewertungen
- Lending OperationsDokument54 SeitenLending OperationsFaraz Ahmed FarooqiNoch keine Bewertungen
- Sweet Biscuits Snack Bars and Fruit Snacks in MexicoDokument17 SeitenSweet Biscuits Snack Bars and Fruit Snacks in MexicoSantiagoNoch keine Bewertungen
- Marine Lifting and Lashing HandbookDokument96 SeitenMarine Lifting and Lashing HandbookAmrit Raja100% (1)
- Danby Dac5088m User ManualDokument12 SeitenDanby Dac5088m User ManualElla MariaNoch keine Bewertungen
- Supergrowth PDFDokument9 SeitenSupergrowth PDFXavier Alexen AseronNoch keine Bewertungen
- 18PGHR11 - MDI - Aditya JainDokument4 Seiten18PGHR11 - MDI - Aditya JainSamanway BhowmikNoch keine Bewertungen
- Powerpoint Presentation: Calcium Sulphate in Cement ManufactureDokument7 SeitenPowerpoint Presentation: Calcium Sulphate in Cement ManufactureDhruv PrajapatiNoch keine Bewertungen
- An RambTel Monopole Presentation 280111Dokument29 SeitenAn RambTel Monopole Presentation 280111Timmy SurarsoNoch keine Bewertungen
- Saet Work AnsDokument5 SeitenSaet Work AnsSeanLejeeBajan89% (27)
- Portrait of An INTJDokument2 SeitenPortrait of An INTJDelia VlasceanuNoch keine Bewertungen
- Google App EngineDokument5 SeitenGoogle App EngineDinesh MudirajNoch keine Bewertungen
- Intermediate Accounting (15th Edition) by Donald E. Kieso & Others - 2Dokument11 SeitenIntermediate Accounting (15th Edition) by Donald E. Kieso & Others - 2Jericho PedragosaNoch keine Bewertungen
- Dike Calculation Sheet eDokument2 SeitenDike Calculation Sheet eSaravanan Ganesan100% (1)
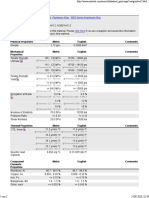
- Aluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyDokument2 SeitenAluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyJoachim MausolfNoch keine Bewertungen
- Newsletter 289Dokument10 SeitenNewsletter 289Henry CitizenNoch keine Bewertungen
- SND Kod Dt2Dokument12 SeitenSND Kod Dt2arturshenikNoch keine Bewertungen
- Selvan CVDokument4 SeitenSelvan CVsuman_civilNoch keine Bewertungen
- Office Storage GuideDokument7 SeitenOffice Storage Guidebob bobNoch keine Bewertungen
- Are Groups and Teams The Same Thing? An Evaluation From The Point of Organizational PerformanceDokument6 SeitenAre Groups and Teams The Same Thing? An Evaluation From The Point of Organizational PerformanceNely Noer SofwatiNoch keine Bewertungen
- CNC USB English ManualDokument31 SeitenCNC USB English ManualHarold Hernan MuñozNoch keine Bewertungen
- Section 26 08 13 - Electrical Systems Prefunctional Checklists and Start-UpsDokument27 SeitenSection 26 08 13 - Electrical Systems Prefunctional Checklists and Start-UpsMhya Thu UlunNoch keine Bewertungen
- Amare Yalew: Work Authorization: Green Card HolderDokument3 SeitenAmare Yalew: Work Authorization: Green Card HolderrecruiterkkNoch keine Bewertungen
- Ikea AnalysisDokument33 SeitenIkea AnalysisVinod BridglalsinghNoch keine Bewertungen
- What Is Retrofit in Solution Manager 7.2Dokument17 SeitenWhat Is Retrofit in Solution Manager 7.2PILLINAGARAJUNoch keine Bewertungen
- Viceversa Tarot PDF 5Dokument1 SeiteViceversa Tarot PDF 5Kimberly Hill100% (1)
- POST TEST 3 and POST 4, in ModuleDokument12 SeitenPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)