Das könnte Ihnen auch gefallen
- AP Silane BrochureDokument8 SeitenAP Silane BrochureJose CastroNoch keine Bewertungen
- Influence of Magnesium Hydroxide/Aluminum Tri-Hydroxide Particle Size On Polymer Flame Retardancy: An OverviewDokument4 SeitenInfluence of Magnesium Hydroxide/Aluminum Tri-Hydroxide Particle Size On Polymer Flame Retardancy: An OverviewJose CastroNoch keine Bewertungen
- 02 Sakai PDFDokument11 Seiten02 Sakai PDFJose CastroNoch keine Bewertungen
- Particulate Filled Polymer Composites 2nd Edition Chapter 8 Filled ThermoplasticsDokument69 SeitenParticulate Filled Polymer Composites 2nd Edition Chapter 8 Filled ThermoplasticsJose CastroNoch keine Bewertungen
- Storage of Rubber Mixes: (CommentDokument2 SeitenStorage of Rubber Mixes: (CommentJose CastroNoch keine Bewertungen
- Study of The Migration of PVC Plasticizers: A. Marcilla, S. Garc Ia, J.C. Garc Ia-QuesadaDokument7 SeitenStudy of The Migration of PVC Plasticizers: A. Marcilla, S. Garc Ia, J.C. Garc Ia-QuesadaJose CastroNoch keine Bewertungen
- Performance Evaluation of New Plasticizers For Stretch PVC FilmsDokument8 SeitenPerformance Evaluation of New Plasticizers For Stretch PVC FilmsJose CastroNoch keine Bewertungen
- Interactions Between PVC and Binary or Ternary Blends of Plasticizers. Part I. PVC/plasticizer CompatibilityDokument14 SeitenInteractions Between PVC and Binary or Ternary Blends of Plasticizers. Part I. PVC/plasticizer CompatibilityJose CastroNoch keine Bewertungen
- Influence of Plasticizer Molecular Weight On Plasticizer Retention in PVC GeomembranesDokument12 SeitenInfluence of Plasticizer Molecular Weight On Plasticizer Retention in PVC GeomembranesJose CastroNoch keine Bewertungen
- Migration of Plasticizers From PVC Tubes Into Enteral Feeding SolutionsDokument6 SeitenMigration of Plasticizers From PVC Tubes Into Enteral Feeding SolutionsJose CastroNoch keine Bewertungen
- Mechanical Properties Evaluation of PVC/plasticizers and PVC/thermoplastic Polyurethane Blends From Extrusion ProcessingDokument7 SeitenMechanical Properties Evaluation of PVC/plasticizers and PVC/thermoplastic Polyurethane Blends From Extrusion ProcessingJose CastroNoch keine Bewertungen
- Migration of PVC Plasticizers Into AlcoholsDokument6 SeitenMigration of PVC Plasticizers Into AlcoholsJose CastroNoch keine Bewertungen
- Plastics AdditivesDokument95 SeitenPlastics AdditivesJose Castro100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Guide For H Nmr-60 MHZ Anasazi Analysis: Preparation of SampleDokument7 SeitenGuide For H Nmr-60 MHZ Anasazi Analysis: Preparation of Sampleconker4Noch keine Bewertungen
- Normal DistributionDokument23 SeitenNormal Distributionlemuel sardualNoch keine Bewertungen
- How To Get Jobs in Neom Saudi Arabia 1703510678Dokument6 SeitenHow To Get Jobs in Neom Saudi Arabia 1703510678Ajith PayyanurNoch keine Bewertungen
- Timing Chain InstallationDokument5 SeitenTiming Chain InstallationToriTo LevyNoch keine Bewertungen
- Seventh Pay Commission ArrearsDokument11 SeitenSeventh Pay Commission Arrearssantosh bharathyNoch keine Bewertungen
- Integrated Curriculum For Secondary Schools: Mathematics Form 2Dokument139 SeitenIntegrated Curriculum For Secondary Schools: Mathematics Form 2Izawaty IsmailNoch keine Bewertungen
- Dynamic Analysis of Synchronous Reluctance Motor Drives Based On Simulink and Finite Element ModelDokument5 SeitenDynamic Analysis of Synchronous Reluctance Motor Drives Based On Simulink and Finite Element ModelenmnabilNoch keine Bewertungen
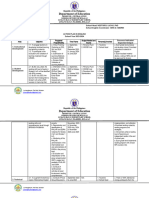
- English Action Plan 2023-2024Dokument5 SeitenEnglish Action Plan 2023-2024Gina DaligdigNoch keine Bewertungen
- Introduction To Multistage Car Parking SystemDokument4 SeitenIntroduction To Multistage Car Parking SystemInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Preview - ISO+8655 6 2022Dokument6 SeitenPreview - ISO+8655 6 2022s7631040Noch keine Bewertungen
- Metascope An/Pas-6 (5855-790-6197) : Technical ManualDokument38 SeitenMetascope An/Pas-6 (5855-790-6197) : Technical ManualDens VillaNoch keine Bewertungen
- Description: Super Thoroseal Is A Blend of PortlandDokument2 SeitenDescription: Super Thoroseal Is A Blend of Portlandqwerty_conan100% (1)
- DOPE Personality TestDokument8 SeitenDOPE Personality TestMohammed Hisham100% (1)
- Conventional and Box-Shaped Piled RaftsDokument6 SeitenConventional and Box-Shaped Piled RaftsAdrian VechiuNoch keine Bewertungen
- BP KWN RPM W KGW KGW KGW KG SFC GM KWHR Caloricfivalue MJ KGDokument3 SeitenBP KWN RPM W KGW KGW KGW KG SFC GM KWHR Caloricfivalue MJ KGHoàng Khôi100% (1)
- Catalog ITEM - Pdf4a3667894b315Dokument552 SeitenCatalog ITEM - Pdf4a3667894b315Domokos LeventeNoch keine Bewertungen
- Adsa Ka SyllabusDokument3 SeitenAdsa Ka SyllabusHacker RanjanNoch keine Bewertungen
- May 2021 Examination Diet School of Mathematics & Statistics ID5059Dokument6 SeitenMay 2021 Examination Diet School of Mathematics & Statistics ID5059Tev WallaceNoch keine Bewertungen
- CS221 - Artificial Intelligence - Search - 4 Dynamic ProgrammingDokument23 SeitenCS221 - Artificial Intelligence - Search - 4 Dynamic ProgrammingArdiansyah Mochamad NugrahaNoch keine Bewertungen
- Symptoms and DiseasesDokument8 SeitenSymptoms and Diseaseschristy maeNoch keine Bewertungen
- Inspection List For Electrical PortableDokument25 SeitenInspection List For Electrical PortableArif FuadiantoNoch keine Bewertungen
- (Fanuc Lad 0I-Mc) Ladder Diagram 1Dokument160 Seiten(Fanuc Lad 0I-Mc) Ladder Diagram 1Ujang NachrawiNoch keine Bewertungen
- AKIM Mühendislik - Primavera Türkiye - Earned Value Analysis - v2Dokument1 SeiteAKIM Mühendislik - Primavera Türkiye - Earned Value Analysis - v2Ece GürtekinNoch keine Bewertungen
- Hydrology: Dua'a Telfah PH.D, Civil Engineering Department Jadara UniversityDokument104 SeitenHydrology: Dua'a Telfah PH.D, Civil Engineering Department Jadara UniversityFaris AlmomaniNoch keine Bewertungen
- MS Y7 Spelling Bee Memo & List 21 22Dokument9 SeitenMS Y7 Spelling Bee Memo & List 21 22Muhammad Akbar SaniNoch keine Bewertungen
- Evaluation of A Systematic Approach To Matrix Acidizing On An Oil Producing WellDokument6 SeitenEvaluation of A Systematic Approach To Matrix Acidizing On An Oil Producing WellTrần Hoàng ChươngNoch keine Bewertungen
- Long PassagesDokument12 SeitenLong PassagesAml AmlNoch keine Bewertungen
- Labnet MultiGene Manual PDFDokument42 SeitenLabnet MultiGene Manual PDFcuma mencobaNoch keine Bewertungen
- Translated Copy of Jurnal B.inggris 41117110162 Aditya NurfajriDokument16 SeitenTranslated Copy of Jurnal B.inggris 41117110162 Aditya Nurfajriaditya estimatorNoch keine Bewertungen
- Tank Top Return Line Filter Pi 5000 Nominal Size 160 1000 According To Din 24550Dokument8 SeitenTank Top Return Line Filter Pi 5000 Nominal Size 160 1000 According To Din 24550Mauricio Ariel H. OrellanaNoch keine Bewertungen