Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- ANSYS Mechanical APDL Fracture Analysis GuideDokument134 SeitenANSYS Mechanical APDL Fracture Analysis Guidearulrajasi0% (1)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- LMSDokument15 SeitenLMSarulrajasiNoch keine Bewertungen
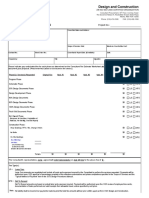
- Ce Mark - Application FormDokument3 SeitenCe Mark - Application Formrajivsinghal90Noch keine Bewertungen
- IMAC XVI 16th Int 163801 Modal Assurance Criteria Value Two Orthogonal Modal VectorsDokument6 SeitenIMAC XVI 16th Int 163801 Modal Assurance Criteria Value Two Orthogonal Modal VectorsarulrajasiNoch keine Bewertungen
- Epoxy Resin - Mechanical PropertiesDokument3 SeitenEpoxy Resin - Mechanical PropertiesarulrajasiNoch keine Bewertungen
- Table Robotics LabDokument1 SeiteTable Robotics LabarulrajasiNoch keine Bewertungen
- Journal of Theoretical Biology: Letter To EditorDokument3 SeitenJournal of Theoretical Biology: Letter To EditorarulrajasiNoch keine Bewertungen
- Chemical Engineering Science: Ishara Dedunu Kamalanathan, Peter James MartinDokument11 SeitenChemical Engineering Science: Ishara Dedunu Kamalanathan, Peter James MartinarulrajasiNoch keine Bewertungen
- MH PDFDokument8 SeitenMH PDFarulrajasiNoch keine Bewertungen
- Data OfmicrostructureandmechanicalDokument6 SeitenData OfmicrostructureandmechanicalarulrajasiNoch keine Bewertungen
- Experimental Investigation of Intake Diesel Aerosol Fuel Homogeneous Charge Compression Ignition (HCCI) Engine Combustion and EmissionsDokument15 SeitenExperimental Investigation of Intake Diesel Aerosol Fuel Homogeneous Charge Compression Ignition (HCCI) Engine Combustion and EmissionsarulrajasiNoch keine Bewertungen
- Philips Healthcare: Field Change Order ServiceDokument5 SeitenPhilips Healthcare: Field Change Order ServiceJimNoch keine Bewertungen
- Aquamine 50.01Dokument17 SeitenAquamine 50.01Armando RelajoNoch keine Bewertungen
- RDG UNIT 2 Skimming Class A 2021Dokument17 SeitenRDG UNIT 2 Skimming Class A 2021Yuly Rumondang Wulan SiallaganNoch keine Bewertungen
- Top 6 Beginner Work Out MistakesDokument4 SeitenTop 6 Beginner Work Out MistakesMARYAM GULNoch keine Bewertungen
- Nephrotic SyndromeDokument56 SeitenNephrotic SyndromeMurugesan100% (1)
- Celitron ISS 25L - Product Spec Sheet V 2.1 enDokument9 SeitenCelitron ISS 25L - Product Spec Sheet V 2.1 enyogadwiprasetyo8_161Noch keine Bewertungen
- BDC 6566Dokument6 SeitenBDC 6566jack.simpson.changNoch keine Bewertungen
- Jebao DCP Pump User ManualDokument3 SeitenJebao DCP Pump User ManualSubrata Das100% (1)
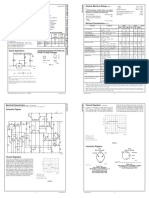
- LM 337Dokument4 SeitenLM 337matias robertNoch keine Bewertungen
- Section IIDokument8 SeitenSection IIapi-471272376Noch keine Bewertungen
- Tryout Consent Form - 2014 - Sign and ReturnDokument2 SeitenTryout Consent Form - 2014 - Sign and ReturnSanjeevan BaraNoch keine Bewertungen
- Sterillium Gel-MsdsDokument9 SeitenSterillium Gel-MsdsVasanthakumar VenkatesanNoch keine Bewertungen
- URICA TestDokument3 SeitenURICA TestCristy PagalanNoch keine Bewertungen
- Sepsis Management UCLA HealthDokument23 SeitenSepsis Management UCLA HealthKomang_JananuragaNoch keine Bewertungen
- EESC 111 Worksheets Module 5Dokument5 SeitenEESC 111 Worksheets Module 5Keira O'HowNoch keine Bewertungen
- Nursing Management of Anti Fungal DrugsDokument25 SeitenNursing Management of Anti Fungal DrugsJennyDaniel100% (1)
- Airport - WikipediaDokument109 SeitenAirport - WikipediaAadarsh LamaNoch keine Bewertungen
- Sithpat006ccc019 A - 2021.1Dokument34 SeitenSithpat006ccc019 A - 2021.1Mark Andrew Clarete100% (2)
- Pescatarian Mediterranean Diet Cookbook 2 - Adele TylerDokument98 SeitenPescatarian Mediterranean Diet Cookbook 2 - Adele Tylerrabino_rojoNoch keine Bewertungen
- What Does She/He Look Like?: Height Build AGEDokument18 SeitenWhat Does She/He Look Like?: Height Build AGEHenrich Garcia LimaNoch keine Bewertungen
- Soft Tissue SarcomaDokument19 SeitenSoft Tissue SarcomaEkvanDanangNoch keine Bewertungen
- Ams - 4640-C63000 Aluminium Nickel MNDokument3 SeitenAms - 4640-C63000 Aluminium Nickel MNOrnella MancinelliNoch keine Bewertungen
- Learning Activity Sheet MAPEH 10 (P.E.) : First Quarter/Week 1Dokument4 SeitenLearning Activity Sheet MAPEH 10 (P.E.) : First Quarter/Week 1Catherine DubalNoch keine Bewertungen
- Wire Rope Inspection ProgramDokument2 SeitenWire Rope Inspection Programسيد جابر البعاجNoch keine Bewertungen
- Cataloge ICARDokument66 SeitenCataloge ICARAgoess Oetomo100% (1)
- AACO 7th Aviation Fuel Forum: AttendanceDokument3 SeitenAACO 7th Aviation Fuel Forum: AttendanceJigisha Vasa0% (1)
- Lesson 4: Health and Fitness AdvertisingDokument4 SeitenLesson 4: Health and Fitness AdvertisingCatherineNoch keine Bewertungen
- Occlusal Appliance TherapyDokument14 SeitenOcclusal Appliance TherapyNam BuiNoch keine Bewertungen
- Celltac MEK 6500Dokument3 SeitenCelltac MEK 6500RiduanNoch keine Bewertungen