Das könnte Ihnen auch gefallen
- IGt To IGf CircuitDokument5 SeitenIGt To IGf Circuitdamm35100% (1)
- How To Use Digital MultimeterDokument23 SeitenHow To Use Digital Multimeternafees100% (2)
- AC Drives MSc2016Dokument21 SeitenAC Drives MSc2016Mohamed Elsaid El ShallNoch keine Bewertungen
- Industrial Drives and ControlDokument10 SeitenIndustrial Drives and ControlMohit SanandiyaNoch keine Bewertungen
- 17th Edition - Exam 100 QuestionsDokument18 Seiten17th Edition - Exam 100 Questionsloborhox100% (2)
- Power Electronics: Lecture Notes of Power Electronics CourseVon EverandPower Electronics: Lecture Notes of Power Electronics CourseNoch keine Bewertungen
- Part II - AC MotorsDokument30 SeitenPart II - AC MotorsYan Liang HaoNoch keine Bewertungen
- Variable Frequency DrivesDokument17 SeitenVariable Frequency DrivesVinay Tarsem Lal100% (1)
- Variable Frequency Drive or VFDDokument4 SeitenVariable Frequency Drive or VFDramsingh2613Noch keine Bewertungen
- PLC Training - SCADA - HMI - Video - Nebosh - Safety Training - Profibus - Ethernet - Engineering - Advanced Automation System Professional Training Pa PDFDokument86 SeitenPLC Training - SCADA - HMI - Video - Nebosh - Safety Training - Profibus - Ethernet - Engineering - Advanced Automation System Professional Training Pa PDFhippong niswantoroNoch keine Bewertungen
- DC Motor Speed ControlDokument54 SeitenDC Motor Speed ControlAbhishek Gupta100% (3)
- Chapter 4 DC MachineDokument101 SeitenChapter 4 DC Machinekelemyas ayalew100% (2)
- TM 104 Low Voltage European Fuses Am GG IEC 60269 en 01Dokument15 SeitenTM 104 Low Voltage European Fuses Am GG IEC 60269 en 01eyumaru13Noch keine Bewertungen
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlVon EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlBewertung: 5 von 5 Sternen5/5 (1)
- Energy-saving Principles and Technologies for Induction MotorsVon EverandEnergy-saving Principles and Technologies for Induction MotorsNoch keine Bewertungen
- Variable Speed Units For Pumped Storage Power Plants: Page 1 of 9Dokument9 SeitenVariable Speed Units For Pumped Storage Power Plants: Page 1 of 9raj sekharNoch keine Bewertungen
- Mechatronics Electronic Control Systems in Mechanical and Electrical Engineering 6th Edition Bolton Solutions ManualDokument9 SeitenMechatronics Electronic Control Systems in Mechanical and Electrical Engineering 6th Edition Bolton Solutions ManualRagavanNoch keine Bewertungen
- Three-Phase Squirrel-Cage Induction Motor Drive Analysis Using LabVIEWDokument26 SeitenThree-Phase Squirrel-Cage Induction Motor Drive Analysis Using LabVIEWCarlos Roberto Amaya Rodriguez100% (1)
- 04 10280165 SP 48-3000HE (Rectifier) Datasheet V1.0 171212Dokument2 Seiten04 10280165 SP 48-3000HE (Rectifier) Datasheet V1.0 171212Will F AlvesNoch keine Bewertungen
- Ata 24Dokument118 SeitenAta 24Sohaib Aslam ChaudharyNoch keine Bewertungen
- Design and Simulation of Speed Control of Three Phase Induction Motor Using Power Electronics ConverterDokument52 SeitenDesign and Simulation of Speed Control of Three Phase Induction Motor Using Power Electronics Converterzelalem wegayehu100% (1)
- Synchronous Motor Drives: Open Loop V/F Control of Synchronous MotorDokument11 SeitenSynchronous Motor Drives: Open Loop V/F Control of Synchronous MotorSaish Dalvi100% (1)
- Drive Selection of Rolling MillsDokument4 SeitenDrive Selection of Rolling MillsCihan OzturkNoch keine Bewertungen
- Induction Motors Fed by PWM MV7000 Converters Enhance Electric Propulsion PerformanceDokument9 SeitenInduction Motors Fed by PWM MV7000 Converters Enhance Electric Propulsion Performancemlkz_01Noch keine Bewertungen
- Study of a reluctance magnetic gearbox for energy storage system applicationVon EverandStudy of a reluctance magnetic gearbox for energy storage system applicationBewertung: 1 von 5 Sternen1/5 (1)
- Understanding Electric Arc Furnace OperationDokument6 SeitenUnderstanding Electric Arc Furnace Operationsalonki6162100% (1)
- Application of Ac Drives in Steel Industries in IndiaDokument5 SeitenApplication of Ac Drives in Steel Industries in IndiavishiwizardNoch keine Bewertungen
- 'Application of AC Motors and Drives in Steel Industries: January 2008Dokument6 Seiten'Application of AC Motors and Drives in Steel Industries: January 2008siddsunnyNoch keine Bewertungen
- (VT Ranganathan) Course Notes On Electric DrivesDokument119 Seiten(VT Ranganathan) Course Notes On Electric DrivesPowerranger2.0Noch keine Bewertungen
- Module 4 Drives and Mechanisms Elements of CNC Machine Tools: Electric MotorsDokument47 SeitenModule 4 Drives and Mechanisms Elements of CNC Machine Tools: Electric MotorsDhanish KumarNoch keine Bewertungen
- VVVF DrivesDokument16 SeitenVVVF DrivesIsradani MjNoch keine Bewertungen
- MINI PROJECT DC Main DrivesDokument35 SeitenMINI PROJECT DC Main DrivesSriram MogalapalliNoch keine Bewertungen
- Converters Automation of Rotary Kiln Using FrequencyDokument8 SeitenConverters Automation of Rotary Kiln Using FrequencyHat HackersNoch keine Bewertungen
- Drives in Mechatronics1Dokument14 SeitenDrives in Mechatronics1Durga PrasadNoch keine Bewertungen
- Irjet V4i1140 PDFDokument5 SeitenIrjet V4i1140 PDFMohamed AhmedNoch keine Bewertungen
- Effect of Mine Hoist Drives On The Electrical Power Supply SystemDokument6 SeitenEffect of Mine Hoist Drives On The Electrical Power Supply SystemGlenn Adalia BonitaNoch keine Bewertungen
- Lecture 6Dokument31 SeitenLecture 6amanuel abrehaNoch keine Bewertungen
- AlernatorDokument47 SeitenAlernatorMayank SrivastavaNoch keine Bewertungen
- Igbt DC DriverDokument5 SeitenIgbt DC Driverjimy_312Noch keine Bewertungen
- ElectricalDokument157 SeitenElectricalnaguNoch keine Bewertungen
- DK9222 0410 0014Dokument10 SeitenDK9222 0410 0014Balachander KalappanNoch keine Bewertungen
- Synchronous Motor Drive: Presented By: Electrical (6 Sem)Dokument19 SeitenSynchronous Motor Drive: Presented By: Electrical (6 Sem)Swarup MadduriNoch keine Bewertungen
- Module 5Dokument20 SeitenModule 5yakomi suraNoch keine Bewertungen
- Introduction To Special MachinesDokument11 SeitenIntroduction To Special MachinesSankaran Nampoothiri KrishnanNoch keine Bewertungen
- ActuatorDokument61 SeitenActuatorforeverdieselNoch keine Bewertungen
- ReportfinalDokument44 SeitenReportfinalYuvraj GogoiNoch keine Bewertungen
- Speed Control of DC MotorDokument31 SeitenSpeed Control of DC Motorabhinav. alpheus651997Noch keine Bewertungen
- Doubly-Fed Electric Machine - WikipediaDokument5 SeitenDoubly-Fed Electric Machine - WikipediavineeshNoch keine Bewertungen
- Ac Electrical Machines: Provided by Pn. Zuraidah BT Ali Mech. Eng. Dept. PUODokument21 SeitenAc Electrical Machines: Provided by Pn. Zuraidah BT Ali Mech. Eng. Dept. PUOMuhd AkmalNoch keine Bewertungen
- DC Motor Speed Control: Bayan University For Science & TechnologyDokument12 SeitenDC Motor Speed Control: Bayan University For Science & TechnologyAltayeb AbdulhameedNoch keine Bewertungen
- 15EEE401 - II Ass - Aug 2018Dokument2 Seiten15EEE401 - II Ass - Aug 2018sriharshitha vegesnaNoch keine Bewertungen
- Speed Control of 3 Phase Ac Induction Motor Using Micro 2407Dokument58 SeitenSpeed Control of 3 Phase Ac Induction Motor Using Micro 2407sundarspace100% (2)
- Lecture No 5Dokument27 SeitenLecture No 5Walid salamaNoch keine Bewertungen
- IDC Unit-4Dokument9 SeitenIDC Unit-4Gaurav SinghNoch keine Bewertungen
- Machine Tool DrivesDokument21 SeitenMachine Tool DrivesChaitanyaSrivastava100% (1)
- Wind Energy Training Ch#5Dokument34 SeitenWind Energy Training Ch#5Munseb AliNoch keine Bewertungen
- L T D I V F D: Atest Echnological Evelopments N Ariable Requency RivesDokument18 SeitenL T D I V F D: Atest Echnological Evelopments N Ariable Requency RivesBijay AgrawalNoch keine Bewertungen
- Types of Ac GeneratorDokument10 SeitenTypes of Ac GeneratorJherel BerinNoch keine Bewertungen
- 1.1 Introduction of Project: 1.1.1 MOTORSDokument37 Seiten1.1 Introduction of Project: 1.1.1 MOTORSSanjit PanchalNoch keine Bewertungen
- ست خطوات العاكس لقيادة المحرك التعريفي ثلاث مراحلDokument113 Seitenست خطوات العاكس لقيادة المحرك التعريفي ثلاث مراحلMOUHSSINE BEN HAMMOUNoch keine Bewertungen
- For Quadrant DC Motor ControlDokument43 SeitenFor Quadrant DC Motor ControlDarshanRupani100% (1)
- History of CLW: Chittaranjan Locomotive Works. CLW Is The Proud Recipient of The SafetyDokument10 SeitenHistory of CLW: Chittaranjan Locomotive Works. CLW Is The Proud Recipient of The SafetyRahul SinhaNoch keine Bewertungen
- Chapter-2 Principle-Operation-Applications of Different Stepper Motors and Significance of Permanent Magnet Hybrid Stepper MotorDokument14 SeitenChapter-2 Principle-Operation-Applications of Different Stepper Motors and Significance of Permanent Magnet Hybrid Stepper MotorPriya PerumalNoch keine Bewertungen
- LCIs and Syn Motors Applied To Roller Mills - Zayechek - 2000Dokument10 SeitenLCIs and Syn Motors Applied To Roller Mills - Zayechek - 2000Parameswararao BillaNoch keine Bewertungen
- AC and DC MotorDokument13 SeitenAC and DC MotorrikechNoch keine Bewertungen
- Topic: DC Motor Using Mechanical Application: New Era University College of Engineering and TechnologyDokument13 SeitenTopic: DC Motor Using Mechanical Application: New Era University College of Engineering and TechnologyMAr Lon Dela CruzNoch keine Bewertungen
- Unit VDokument32 SeitenUnit Vrahulmeenameenarahul26Noch keine Bewertungen
- 3827-E10-031 - Flow Element List - EDokument37 Seiten3827-E10-031 - Flow Element List - EMohamed Elsaid El ShallNoch keine Bewertungen
- 3827-E10-063 - Modulating Control Valve - EDokument6 Seiten3827-E10-063 - Modulating Control Valve - EMohamed Elsaid El ShallNoch keine Bewertungen
- 3827-E10-067 - High Performance Butterfly Valve - BDokument2 Seiten3827-E10-067 - High Performance Butterfly Valve - BMohamed Elsaid El ShallNoch keine Bewertungen
- 3827-E10-064 - Pressure Reducing Valve - CDokument2 Seiten3827-E10-064 - Pressure Reducing Valve - CMohamed Elsaid El ShallNoch keine Bewertungen
- 3827-E10-062 - Two Position Valve - DDokument4 Seiten3827-E10-062 - Two Position Valve - DMohamed Elsaid El ShallNoch keine Bewertungen
- 3827-E10-066 - Knife Gate (On-Off) Control Valve - DDokument2 Seiten3827-E10-066 - Knife Gate (On-Off) Control Valve - DMohamed Elsaid El ShallNoch keine Bewertungen
- 3827-E10-066 - Knife Gate (On-Off) Control Valve - DDokument2 Seiten3827-E10-066 - Knife Gate (On-Off) Control Valve - DMohamed Elsaid El ShallNoch keine Bewertungen
- A54 2 Korzeniewski Improved Algorithms of Direct Torque Control MethodDokument11 SeitenA54 2 Korzeniewski Improved Algorithms of Direct Torque Control MethodMohamed Elsaid El ShallNoch keine Bewertungen
- How To Write Technical PapersDokument4 SeitenHow To Write Technical PapersManjunath Keshav D MNoch keine Bewertungen
- 50BFDokument8 Seiten50BFSven del PinoNoch keine Bewertungen
- Field Oriented ControlDokument25 SeitenField Oriented ControlrussellsabirNoch keine Bewertungen
- Slide MV SSTDokument36 SeitenSlide MV SSTMohamed Elsaid El ShallNoch keine Bewertungen
- 01CourseII CompleteDokument39 Seiten01CourseII CompleteMohamed Elsaid El ShallNoch keine Bewertungen
- Research DR - SamiDokument197 SeitenResearch DR - SamiMohamed Elsaid El ShallNoch keine Bewertungen
- Second Assignment: Abstract and Summary (Due: April 16: Problem No. 1Dokument3 SeitenSecond Assignment: Abstract and Summary (Due: April 16: Problem No. 1Mohamed Elsaid El ShallNoch keine Bewertungen
- 8 TitlesReferencesDokument9 Seiten8 TitlesReferencesMohamed Elsaid El ShallNoch keine Bewertungen
- Generators and Nonlinear LoadsDokument15 SeitenGenerators and Nonlinear LoadsAl-Kawthari As-SunniNoch keine Bewertungen
- First Assignment: Topic and Thesis Statements (Due: April 9: Problem No. 1Dokument1 SeiteFirst Assignment: Topic and Thesis Statements (Due: April 9: Problem No. 1Mohamed Elsaid El ShallNoch keine Bewertungen
- 11 SentenceErrorsDokument39 Seiten11 SentenceErrorsMohamed Elsaid El ShallNoch keine Bewertungen
- 00 Full Course Level III 2014Dokument63 Seiten00 Full Course Level III 2014Mohamed Elsaid El ShallNoch keine Bewertungen
- The Scientific Article: CUFE, M. Sc. MPM, 2014-2015Dokument5 SeitenThe Scientific Article: CUFE, M. Sc. MPM, 2014-2015Mohamed Elsaid El ShallNoch keine Bewertungen
- 06-Summaries Abstract1Dokument12 Seiten06-Summaries Abstract1Mohamed Elsaid El ShallNoch keine Bewertungen
- 05-Outlining OrganizingDokument14 Seiten05-Outlining OrganizingMohamed Elsaid El ShallNoch keine Bewertungen
- 9-The Scientific ArticleDokument44 Seiten9-The Scientific ArticleMohamed Elsaid El ShallNoch keine Bewertungen
- 7 Effective Sentences10 12Dokument92 Seiten7 Effective Sentences10 12Mohamed Elsaid El ShallNoch keine Bewertungen
- 05-Outlining OrganizingDokument14 Seiten05-Outlining OrganizingMohamed Elsaid El ShallNoch keine Bewertungen
- MOSFET Short Channel EffectsDokument11 SeitenMOSFET Short Channel EffectsPranali A JadhavNoch keine Bewertungen
- FSN240003 eDokument8 SeitenFSN240003 eAnıl KahyaNoch keine Bewertungen
- TTS Marine Cargo Cranes: Technical InformationDokument3 SeitenTTS Marine Cargo Cranes: Technical InformationDima KryzhanovskyiNoch keine Bewertungen
- HJ3600 ManualDokument4 SeitenHJ3600 Manualmauro zarateNoch keine Bewertungen
- Alstom Referral Guide W.E.F 01.01.2013Dokument1 SeiteAlstom Referral Guide W.E.F 01.01.2013Sagar ThakerNoch keine Bewertungen
- MicrophoneDokument11 SeitenMicrophoneChew Kah MengNoch keine Bewertungen
- AURETR009 Install Vehicle Lighting and Wiring SystemsDokument97 SeitenAURETR009 Install Vehicle Lighting and Wiring Systemsjaredmuge808Noch keine Bewertungen
- East Point College of Engineering & TechnologyDokument2 SeitenEast Point College of Engineering & TechnologyVasavi VaasuNoch keine Bewertungen
- Timebase CircuitsDokument2 SeitenTimebase Circuitsjeravi84Noch keine Bewertungen
- DatasheetDokument2 SeitenDatasheetDidier DoradoNoch keine Bewertungen
- Inovance Md290 VFD Quick Guide English 20-4-20Dokument103 SeitenInovance Md290 VFD Quick Guide English 20-4-20DEE - 5 BKUNoch keine Bewertungen
- Ground Bounce Part 1:: BrookspeakDokument3 SeitenGround Bounce Part 1:: BrookspeakKurien AnnaNoch keine Bewertungen
- Zener Controlled Transistor Voltage RegulatorDokument9 SeitenZener Controlled Transistor Voltage Regulatorkanye eastNoch keine Bewertungen
- Clamp Meters Working Principle Instrumentation ToolsDokument4 SeitenClamp Meters Working Principle Instrumentation ToolsTEUKUNoch keine Bewertungen
- ME20P03Dokument5 SeitenME20P03gaston30-3@Noch keine Bewertungen
- CRG15T60A83LDokument10 SeitenCRG15T60A83LVadim PopovichNoch keine Bewertungen
- Stancor Ultra-Linear Williamson Amplifier W A-8054 XFMRDokument6 SeitenStancor Ultra-Linear Williamson Amplifier W A-8054 XFMRVaslejeanNoch keine Bewertungen
- P-Channel Enhancement Mode Power Mosfet: Product SummaryDokument5 SeitenP-Channel Enhancement Mode Power Mosfet: Product Summaryserrano.flia.coNoch keine Bewertungen
- Category 6 250Mhz Gel Filled Outdoor Lan CableDokument2 SeitenCategory 6 250Mhz Gel Filled Outdoor Lan Cablesoulkidnyc4920Noch keine Bewertungen
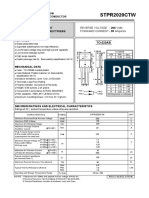
- STPR2020CTW 3Dokument3 SeitenSTPR2020CTW 3RaghuNoch keine Bewertungen
- SARGENT Exit Trim 773 - 774 - 775 Series Installation InstructionsDokument4 SeitenSARGENT Exit Trim 773 - 774 - 775 Series Installation InstructionsXavier TamashiiNoch keine Bewertungen
- CH3 TransformerDokument57 SeitenCH3 TransformerDoktor CintaNoch keine Bewertungen
- A Full-Bridge Phase-Shifted Inverter For Induction HeatingDokument78 SeitenA Full-Bridge Phase-Shifted Inverter For Induction HeatingCCNoch keine Bewertungen