Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Steel Sections - Product CatalogueDokument64 SeitenSteel Sections - Product CataloguedjfreditoNoch keine Bewertungen
- OIML R125-E98Dokument32 SeitenOIML R125-E98Edwin AguirreNoch keine Bewertungen
- Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsDokument51 SeitenStandard Test Methods and Definitions For Mechanical Testing of Steel ProductsdjfreditoNoch keine Bewertungen
- Astm A572 A572mDokument4 SeitenAstm A572 A572mInti Gacitúa CampoloNoch keine Bewertungen
- R051-1-E06 Calibracion MasasDokument83 SeitenR051-1-E06 Calibracion MasasdjfreditoNoch keine Bewertungen
- Mechanical TubesDokument50 SeitenMechanical TubesKumar AnilNoch keine Bewertungen
- Astm A 795Dokument6 SeitenAstm A 795djfreditoNoch keine Bewertungen
- A 36 - A 36M - 19Dokument3 SeitenA 36 - A 36M - 19AAY100% (1)
- Astm 795Dokument7 SeitenAstm 795djfreditoNoch keine Bewertungen
- NTC Iso 9001 - 2015Dokument4 SeitenNTC Iso 9001 - 2015djfreditoNoch keine Bewertungen
- Micro CaptureDokument24 SeitenMicro CapturedjfreditoNoch keine Bewertungen
- R051-1-E06 Calibracion MasasDokument83 SeitenR051-1-E06 Calibracion MasasdjfreditoNoch keine Bewertungen
- Instruction Manual Testo Gas AnalyzerDokument20 SeitenInstruction Manual Testo Gas AnalyzerTim KuNoch keine Bewertungen
- A 153 Â " A 153M Â " 02 QTE1MY0WMG - PDFDokument4 SeitenA 153 Â " A 153M Â " 02 QTE1MY0WMG - PDFdjfreditoNoch keine Bewertungen
- Steel Screw Spikes: Standard Specification ForDokument3 SeitenSteel Screw Spikes: Standard Specification FordjfreditoNoch keine Bewertungen
- Astm A 977Dokument12 SeitenAstm A 977djfreditoNoch keine Bewertungen
- G 176 Â " 03 RZE3NGDokument9 SeitenG 176 Â " 03 RZE3NGdjfreditoNoch keine Bewertungen
- Astm A 712Dokument3 SeitenAstm A 712djfreditoNoch keine Bewertungen
- Astm A 924Dokument8 SeitenAstm A 924djfreditoNoch keine Bewertungen
- Steel Screw Spikes: Standard Specification ForDokument3 SeitenSteel Screw Spikes: Standard Specification FordjfreditoNoch keine Bewertungen
- A 67 - 00Dokument4 SeitenA 67 - 00djfreditoNoch keine Bewertungen
- Ansi C80-6Dokument13 SeitenAnsi C80-6carlosferiaNoch keine Bewertungen
- Global Change Climate TradingDokument40 SeitenGlobal Change Climate TradingdjfreditoNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- An Improved Synthesis of The Insensitive Energetic Material 3-Amino-5-Nitro - 1,2,4-Triazole (ANTA) in A Simple Single-Step 1-Pot ProcedureDokument8 SeitenAn Improved Synthesis of The Insensitive Energetic Material 3-Amino-5-Nitro - 1,2,4-Triazole (ANTA) in A Simple Single-Step 1-Pot ProcedurePatrikNoch keine Bewertungen
- Novabiochem: Fmoc Resin Cleavage ProtocolsDokument7 SeitenNovabiochem: Fmoc Resin Cleavage ProtocolsAramís PereiraNoch keine Bewertungen
- Active Polymer AP-116 900Dokument4 SeitenActive Polymer AP-116 900wulalan wulanNoch keine Bewertungen
- Progress in Electrochemical (Bio) Sensors For Monitoring Wine ProductionDokument39 SeitenProgress in Electrochemical (Bio) Sensors For Monitoring Wine ProductionPulkit ShrivastavaNoch keine Bewertungen
- Lesson Plan Mscie 3Dokument7 SeitenLesson Plan Mscie 3Maria CongNoch keine Bewertungen
- Revision Notes: Excretory OrgansDokument4 SeitenRevision Notes: Excretory Organskavitaruby1980Noch keine Bewertungen
- 05 Chemical Energetics - MCQs Paper 2Dokument74 Seiten05 Chemical Energetics - MCQs Paper 2anwarulhaqNoch keine Bewertungen
- 978 1 63321 371 5 - EbookDokument321 Seiten978 1 63321 371 5 - EbookSy Nguyen VietNoch keine Bewertungen
- Assignment Description and Rubric For A Board Game To Teach Electron ConfigurationsDokument2 SeitenAssignment Description and Rubric For A Board Game To Teach Electron ConfigurationsJam Uly GastyNoch keine Bewertungen
- Chemical Engineering Prelim Exam QuestionsDokument1 SeiteChemical Engineering Prelim Exam QuestionsKhiara Claudine EspinosaNoch keine Bewertungen
- HydrogenicsDokument1 SeiteHydrogenicsLukas MarconNoch keine Bewertungen
- II PUC CHEMISTRY IMPORTANT QUESTIONS FOR SOLID STATEDokument29 SeitenII PUC CHEMISTRY IMPORTANT QUESTIONS FOR SOLID STATEom sri sai enterprisesNoch keine Bewertungen
- Kel F3 - Ca Laktat KompleksometriDokument10 SeitenKel F3 - Ca Laktat Kompleksometridavidkenny fanyNoch keine Bewertungen
- Chemical Equations and Reactions AnswersDokument16 SeitenChemical Equations and Reactions AnswersSydney LezamaNoch keine Bewertungen
- To Cite This Version:: Clifford FongDokument39 SeitenTo Cite This Version:: Clifford Fongnasir uddinNoch keine Bewertungen
- Iso 1461 2022Dokument11 SeitenIso 1461 2022Mani Kandan50% (2)
- Phenol Handwritten Notes by LMDokument14 SeitenPhenol Handwritten Notes by LMpanchaldalshukh46Noch keine Bewertungen
- CONCRETING INSPECTION CHECKLISTDokument2 SeitenCONCRETING INSPECTION CHECKLISTJabinNoch keine Bewertungen
- Indonesian Journal of Science & TechnologyDokument10 SeitenIndonesian Journal of Science & Technologymuhammad asrunNoch keine Bewertungen
- International Journal of Research in Pharmacy and Chemistry: IJRPC 2011, 1 (2) ISSN: 2231 2781Dokument6 SeitenInternational Journal of Research in Pharmacy and Chemistry: IJRPC 2011, 1 (2) ISSN: 2231 2781dini hanifaNoch keine Bewertungen
- Year 10intl Chemical LawDokument5 SeitenYear 10intl Chemical LawVictor OkosunNoch keine Bewertungen
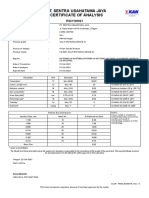
- Pt. Sentra Usahatama Jaya Certificate of Analysis: °Z IU % % MM % IU MG/KGDokument1 SeitePt. Sentra Usahatama Jaya Certificate of Analysis: °Z IU % % MM % IU MG/KGSidaer CulixNoch keine Bewertungen
- Surface Chemistry Model of Metal CarbonatesDokument7 SeitenSurface Chemistry Model of Metal CarbonatesMarcus Hoseth BentzenNoch keine Bewertungen
- Depth Study Part 3Dokument9 SeitenDepth Study Part 3RyleeNoch keine Bewertungen
- Biologic Effects of Dental MaterialsDokument13 SeitenBiologic Effects of Dental MaterialsendodoncistaNoch keine Bewertungen
- Li 2014Dokument9 SeitenLi 2014Omar MorteoNoch keine Bewertungen
- Tin (IV) Compounds of Tridentate Thiosemicarbazone Schiff Bases Synthesis, Characterization, In-Silico Analysis and in Vitro CytotoxicityDokument12 SeitenTin (IV) Compounds of Tridentate Thiosemicarbazone Schiff Bases Synthesis, Characterization, In-Silico Analysis and in Vitro CytotoxicityGustavo MartinsNoch keine Bewertungen
- Ethers, Epoxides, and Sulfides: Organic Chemistry, 7Dokument46 SeitenEthers, Epoxides, and Sulfides: Organic Chemistry, 7Mon Jake Caoile PavicoNoch keine Bewertungen
- Conductivity ExerciseDokument1 SeiteConductivity ExerciseMr. Gamingo ChallengiNoch keine Bewertungen