Das könnte Ihnen auch gefallen
- ASME IX Interpretation Part1 PDFDokument51 SeitenASME IX Interpretation Part1 PDFalisyalala100% (3)
- Ilcs-Smaw-D1.3-Deck (G) WPSDokument3 SeitenIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- CSA W47.1 W59 13 Guides WeldCanadaDokument5 SeitenCSA W47.1 W59 13 Guides WeldCanadamehdi810100% (2)
- Atlas Copco: Parts ListDokument152 SeitenAtlas Copco: Parts ListChathura SenanayakeNoch keine Bewertungen
- STT Pipe Welding Reduces Spatter & SmokeDokument3 SeitenSTT Pipe Welding Reduces Spatter & SmokeahmedNoch keine Bewertungen
- CIGWELDDokument244 SeitenCIGWELDrodastrid5653100% (1)
- Definition of Buttering From ASME Section IXDokument2 SeitenDefinition of Buttering From ASME Section IXsanket100% (3)
- Welder Performance QualificationDokument31 SeitenWelder Performance QualificationParvee K Nakwal100% (3)
- 2019 Product Catalog WebDokument104 Seiten2019 Product Catalog WebIan Niko100% (1)
- AWS D1.1 GuidesDokument6 SeitenAWS D1.1 GuidesBiju_Pottayil100% (6)
- WPS 316 L PDFDokument4 SeitenWPS 316 L PDFIrinaNoch keine Bewertungen
- Aws 1208Dokument80 SeitenAws 1208ndrarlyNoch keine Bewertungen
- 6GR RequirementsDokument1 Seite6GR Requirementswalitedison100% (1)
- Asme 9 TipsDokument13 SeitenAsme 9 TipsnasrpkNoch keine Bewertungen
- Highlights On ASME Essential VariablesDokument8 SeitenHighlights On ASME Essential VariableschowhkNoch keine Bewertungen
- Electrodes ConsumablesDokument2 SeitenElectrodes Consumablesranjith_007100% (2)
- Asme Section IX - NewDokument70 SeitenAsme Section IX - NewAnaswarps100% (2)
- Welder CertificateDokument6 SeitenWelder CertificateA. ΒρατσισταNoch keine Bewertungen
- Welding BisplateDokument12 SeitenWelding BisplateLim Senglin100% (1)
- Weld Fit Up Inspection Employee TrainingDokument10 SeitenWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- Fab 01 QA of Welds, ISO 3834, RWC Etc.Dokument17 SeitenFab 01 QA of Welds, ISO 3834, RWC Etc.Raghu vamshiNoch keine Bewertungen
- WPS - How To CreateDokument10 SeitenWPS - How To CreateMohammed SibghatullaNoch keine Bewertungen
- Acceptable Grade of Plate Material (API 650)Dokument1 SeiteAcceptable Grade of Plate Material (API 650)juantamad02Noch keine Bewertungen
- Welder and Procedure QualificationDokument26 SeitenWelder and Procedure Qualification'Izzad AfifNoch keine Bewertungen
- AWS ELECTRODE CLASSIFICATION GUIDEDokument8 SeitenAWS ELECTRODE CLASSIFICATION GUIDEFuaz Sukarya Abu Fatih100% (1)
- GMAWDokument53 SeitenGMAWJithuJohn100% (1)
- Metrode P92TP Welding ConsumablesDokument23 SeitenMetrode P92TP Welding Consumablespipedown456Noch keine Bewertungen
- Welding QuestionnairesDokument2 SeitenWelding Questionnairesasif712100% (2)
- Welding Requirements For The CE MarkDokument2 SeitenWelding Requirements For The CE MarkAekJayNoch keine Bewertungen
- GMAWDokument12 SeitenGMAWsushant47Noch keine Bewertungen
- Weld AbilityDokument34 SeitenWeld AbilityGauthamSarangNoch keine Bewertungen
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Dokument68 SeitenTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNoch keine Bewertungen
- Filler Metal Selection ChartDokument1 SeiteFiller Metal Selection ChartMuhammed NoorulNoch keine Bewertungen
- 05-Welder Certification PDFDokument11 Seiten05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Miller Welding TitaniumDokument20 SeitenMiller Welding TitaniumrcpretoriusNoch keine Bewertungen
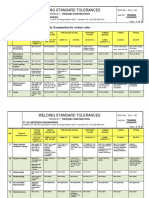
- Welding Standard Tolerances GuideDokument2 SeitenWelding Standard Tolerances GuidewahyuNoch keine Bewertungen
- Chapter9 GMAW FCAW WeldingDokument17 SeitenChapter9 GMAW FCAW Weldingrusf123Noch keine Bewertungen
- Material Dissimilar JointsDokument7 SeitenMaterial Dissimilar JointsPemburu JablayNoch keine Bewertungen
- ASME P Material NumbersDokument2 SeitenASME P Material NumbersAbdullah100% (1)
- Welding IiwDokument6 SeitenWelding IiwletsmakeithappenNoch keine Bewertungen
- Dss 2205 Wps PQR WPQDokument8 SeitenDss 2205 Wps PQR WPQAnand KesarkarNoch keine Bewertungen
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDokument1 SeiteWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNoch keine Bewertungen
- 6GR Test InterpretationDokument1 Seite6GR Test InterpretationsengheelNoch keine Bewertungen
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Dokument60 Seiten3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNoch keine Bewertungen
- Introduction to Gas Shielded Arc WeldingDokument157 SeitenIntroduction to Gas Shielded Arc Weldingrohit mathankerNoch keine Bewertungen
- Pressure Vessel Dimension InspectionDokument2 SeitenPressure Vessel Dimension InspectionNorman MoralesNoch keine Bewertungen
- Final Welding of Ti Alloys and MG AlloysDokument32 SeitenFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNoch keine Bewertungen
- The Indian Institute of WeldingDokument11 SeitenThe Indian Institute of WeldingNnamdi Celestine NnamdiNoch keine Bewertungen
- Material BehaviorDokument111 SeitenMaterial BehaviorFajar LuqmanNoch keine Bewertungen
- Duplex Stainless Steel - Part 2 - TWIDokument6 SeitenDuplex Stainless Steel - Part 2 - TWItuanNoch keine Bewertungen
- Cwi-Module1 - Welding Inspection & CertificationDokument30 SeitenCwi-Module1 - Welding Inspection & CertificationPurvesh NanavatiNoch keine Bewertungen
- WI 01 - Introduction To WI ModuleDokument14 SeitenWI 01 - Introduction To WI ModuledayalramNoch keine Bewertungen
- SB410 (JIS) - Worldwide Equivalent Grades 11Dokument1 SeiteSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Qualification of Welding Procedures and WeldersDokument20 SeitenQualification of Welding Procedures and WeldersZanuardi YahyaNoch keine Bewertungen
- WPS & PQR (E Co Cr-E)Dokument3 SeitenWPS & PQR (E Co Cr-E)HossamSAshourNoch keine Bewertungen
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokument8 SeitenQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- AWS D1.1 Guide to Essential Welding VariablesDokument8 SeitenAWS D1.1 Guide to Essential Welding Variableswidada_marjiNoch keine Bewertungen
- AWS D1.1 Guide to Essential Welding VariablesDokument10 SeitenAWS D1.1 Guide to Essential Welding Variableskhadtarp100% (1)
- AWS D1.1 Welding Code GuideDokument10 SeitenAWS D1.1 Welding Code GuideGautam SunnyNoch keine Bewertungen
- AWS D1.6 Code Guide for Stainless Steel Welding QualificationDokument4 SeitenAWS D1.6 Code Guide for Stainless Steel Welding QualificationEng trkNoch keine Bewertungen
- Bradford AssayDokument2 SeitenBradford AssayCNoch keine Bewertungen
- Mousavi, Aliha, Imani - 2020 - On The Use of Edge Cracked Short Bend Beam Specimen For PMMA Fracture Toughness Testing Under Mixed-ModeDokument1 SeiteMousavi, Aliha, Imani - 2020 - On The Use of Edge Cracked Short Bend Beam Specimen For PMMA Fracture Toughness Testing Under Mixed-ModeMorteza AtaeiNoch keine Bewertungen
- Introducing JiFi ST Petersburg 2014Dokument4 SeitenIntroducing JiFi ST Petersburg 2014danjohhnNoch keine Bewertungen
- Numerical Exploration of The Dang Van High Cycle FDokument18 SeitenNumerical Exploration of The Dang Van High Cycle FHsan HaddarNoch keine Bewertungen
- Distribution System HandbookDokument346 SeitenDistribution System HandbookAyan Mandal100% (2)
- Topic 1Dokument17 SeitenTopic 1Trịnh Tuấn HiềnNoch keine Bewertungen
- Numerical Analysis 1Dokument21 SeitenNumerical Analysis 1Maged Mohammad Hassan100% (1)
- Activated Carbon From Cherry StonesDokument6 SeitenActivated Carbon From Cherry StonesQussay AhmedNoch keine Bewertungen
- TCL Air Conditioner Service ManualDokument138 SeitenTCL Air Conditioner Service ManualFabian EtcheniqueNoch keine Bewertungen
- Alpha 900 and HD LineDokument32 SeitenAlpha 900 and HD Linebertan dağıstanlıNoch keine Bewertungen
- E1213-14 Práctica Estándar para La Diferencia Mínima de Temperatura Resoluble para Sistemas de Imágenes TérmicasDokument3 SeitenE1213-14 Práctica Estándar para La Diferencia Mínima de Temperatura Resoluble para Sistemas de Imágenes Térmicasfredy lopezNoch keine Bewertungen
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDokument3 SeitenSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailNoch keine Bewertungen
- Mercury Gemini Program Design Survey. NASA ERC Design Criteria Program Stability, Guidance and ControlDokument217 SeitenMercury Gemini Program Design Survey. NASA ERC Design Criteria Program Stability, Guidance and ControlBob Andrepont100% (1)
- Gujarat Technological University: Page 1 of 3Dokument3 SeitenGujarat Technological University: Page 1 of 3DaxNoch keine Bewertungen
- IS 516 (Part-2) Sec-1 - 2018Dokument16 SeitenIS 516 (Part-2) Sec-1 - 2018Sai Pavan100% (9)
- Key Words: Targeting, HEN, Composite Curve,: Module 04: Targeting Lecture 10: Energy Targeting ProcedureDokument8 SeitenKey Words: Targeting, HEN, Composite Curve,: Module 04: Targeting Lecture 10: Energy Targeting ProcedureCalNoch keine Bewertungen
- Chapter 4: Dynamics: Force and Newton'S Laws of Motion: Net F Ma (63.0 KG) (4.20 M/s ) 265 NDokument15 SeitenChapter 4: Dynamics: Force and Newton'S Laws of Motion: Net F Ma (63.0 KG) (4.20 M/s ) 265 NCedric KouakouNoch keine Bewertungen
- Mid-Term Math Exam for Grade 5Dokument18 SeitenMid-Term Math Exam for Grade 5李安逸Noch keine Bewertungen
- ME 555 Stress Analysis Unit 4Dokument57 SeitenME 555 Stress Analysis Unit 4TheoNoch keine Bewertungen
- Unit Hydrograph DerivationDokument7 SeitenUnit Hydrograph DerivationSudharsananPRSNoch keine Bewertungen
- Hydrostatic Forces on SurfacesDokument12 SeitenHydrostatic Forces on SurfacesPajhmanAwghanNoch keine Bewertungen
- Fundamentals of the Pickett Plot: Recognizing Reservoir PatternsDokument9 SeitenFundamentals of the Pickett Plot: Recognizing Reservoir PatternsAngelMeso100% (1)
- Is 7246Dokument10 SeitenIs 7246Gaurav AgarwalNoch keine Bewertungen
- Trư NG Thcs : Question IV. Find and Correct The Mistake in Each Sentence. (1p)Dokument2 SeitenTrư NG Thcs : Question IV. Find and Correct The Mistake in Each Sentence. (1p)Anh ThưNoch keine Bewertungen
- Lightning Protection Systems Advantages and DisadvantagesDokument11 SeitenLightning Protection Systems Advantages and DisadvantagesRamiro Magbanua FelicianoNoch keine Bewertungen
- Kinematics of Machinery: Motion and AnalysisDokument29 SeitenKinematics of Machinery: Motion and AnalysisShashank SinghNoch keine Bewertungen
- LaminateDokument154 SeitenLaminateAbhishek VaggarNoch keine Bewertungen
- Fluid MechanicsDokument29 SeitenFluid Mechanicsaminur3rahman-1Noch keine Bewertungen
- Compressive Strength of Hydraulic Cement Mortars (Using 2-In. or (50-mm) Cube Specimens)Dokument9 SeitenCompressive Strength of Hydraulic Cement Mortars (Using 2-In. or (50-mm) Cube Specimens)Jesús Luis Arce GuillermoNoch keine Bewertungen