Das könnte Ihnen auch gefallen
- Amer240 Edge CoverageDokument4 SeitenAmer240 Edge CoverageEugene DoyleNoch keine Bewertungen
- c400 Data SheetDokument2 Seitenc400 Data SheetJennifer BradleyNoch keine Bewertungen
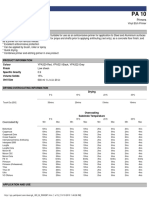
- Pa 10Dokument3 SeitenPa 10LymeParkNoch keine Bewertungen
- PDS - EP-10 Etch PrimerDokument2 SeitenPDS - EP-10 Etch Primercarlogeretto2Noch keine Bewertungen
- Amercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsDokument4 SeitenAmercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsAchraf BoudayaNoch keine Bewertungen
- Aplicación Epoxi Poliamida 45150 00Dokument4 SeitenAplicación Epoxi Poliamida 45150 00kdt3Noch keine Bewertungen
- Interzone 954Dokument0 SeitenInterzone 954hennawijayaNoch keine Bewertungen
- Epoxy Zinc Phosphate Primer 8600Dokument2 SeitenEpoxy Zinc Phosphate Primer 8600Maurice DavisNoch keine Bewertungen
- XV 750Dokument7 SeitenXV 750marius tanjalaNoch keine Bewertungen
- Amerlock 400Dokument4 SeitenAmerlock 400eternalkhutNoch keine Bewertungen
- Interplus 1180: Protective CoatingsDokument4 SeitenInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNoch keine Bewertungen
- Interline 399Dokument4 SeitenInterline 399pinky_y2kNoch keine Bewertungen
- TDS - Chemflake Classic - English (Uk) - Issued.25.10.2013Dokument5 SeitenTDS - Chemflake Classic - English (Uk) - Issued.25.10.2013Khaled GamalNoch keine Bewertungen
- Interzone 1000: Glass Flake EpoxyDokument4 SeitenInterzone 1000: Glass Flake EpoxyAnindya Aulia PratiwiNoch keine Bewertungen
- PN78HBCDokument4 SeitenPN78HBCLassadNoch keine Bewertungen
- Carbomastic 15 PDSDokument2 SeitenCarbomastic 15 PDSAnonymous 4fVUDODNoch keine Bewertungen
- Resin User InstructionsDokument3 SeitenResin User InstructionsFederico de la Cruz de LeonNoch keine Bewertungen
- Hempadur 15570Dokument2 SeitenHempadur 15570Edwin HarrisNoch keine Bewertungen
- Intergard 251 Tech Data SheetDokument0 SeitenIntergard 251 Tech Data SheetL Mahender ReddyNoch keine Bewertungen
- Ai 47171Dokument4 SeitenAi 47171Enrico SaviraNoch keine Bewertungen
- DS 122 Rev 01 Epilux 4 High Build Epoxy FinishDokument2 SeitenDS 122 Rev 01 Epilux 4 High Build Epoxy FinishSuriya NaanNoch keine Bewertungen
- 7) PPG Amercoat 385 - Pds - AiDokument4 Seiten7) PPG Amercoat 385 - Pds - AididbeauNoch keine Bewertungen
- Technical Data:: Oasis Epoxy TL 8758Dokument2 SeitenTechnical Data:: Oasis Epoxy TL 8758Maurice DavisNoch keine Bewertungen
- Hempaprime Multi 500 Summer 45950Dokument3 SeitenHempaprime Multi 500 Summer 45950omar alkarabliehNoch keine Bewertungen
- PG400CDokument4 SeitenPG400CSherif AbdelhameedNoch keine Bewertungen
- PDS - 7863 - Sigmacap Zinc Silicate IIDokument5 SeitenPDS - 7863 - Sigmacap Zinc Silicate IIIbrahim MahranNoch keine Bewertungen
- Pds Hempadur Multi-Strength GF 35870 En-GbDokument3 SeitenPds Hempadur Multi-Strength GF 35870 En-GbThines KumarNoch keine Bewertungen
- TDS-PLC 338 HSDokument1 SeiteTDS-PLC 338 HSDzulNoch keine Bewertungen
- Pds Hempadur Primer 15300 En-GbDokument2 SeitenPds Hempadur Primer 15300 En-Gbdkdkdkdkdkdk_Noch keine Bewertungen
- Rust O Cap: Surface Tolerant EpoxyDokument3 SeitenRust O Cap: Surface Tolerant EpoxySanthana SaravanaNoch keine Bewertungen
- TL425Dokument2 SeitenTL425Sajeesh KrishnanNoch keine Bewertungen
- Carboguard 885 PDSDokument2 SeitenCarboguard 885 PDSsyazwanjohnmazlanNoch keine Bewertungen
- Tropicalised VarnishDokument4 SeitenTropicalised VarnishSenthil KumarNoch keine Bewertungen
- Hempadur Zinc 17360Dokument2 SeitenHempadur Zinc 17360Krishna Vacha100% (1)
- Pds Hempadur Pro Zinc 17380 En-GbDokument2 SeitenPds Hempadur Pro Zinc 17380 En-GbThines Kumar0% (1)
- Oasis QD Special PrimerDokument2 SeitenOasis QD Special PrimerMaurice DavisNoch keine Bewertungen
- Technical Data:: Oasis Epoxy ST 8800alDokument2 SeitenTechnical Data:: Oasis Epoxy ST 8800alMaurice DavisNoch keine Bewertungen
- 5200 DTM AcrylicDokument4 Seiten5200 DTM AcrylicMarshall BravestarNoch keine Bewertungen
- Hempadur Primer 15300Dokument2 SeitenHempadur Primer 15300anto081287Noch keine Bewertungen
- Carbo Zinc 11 HsDokument2 SeitenCarbo Zinc 11 Hstyto_rmzNoch keine Bewertungen
- Jotun Resist 5WFDokument4 SeitenJotun Resist 5WFSergio SmithNoch keine Bewertungen
- Tankguard PlusDokument11 SeitenTankguard PlusAbrar HussainNoch keine Bewertungen
- Pds Hempadur Mastic 45880 En-GbDokument3 SeitenPds Hempadur Mastic 45880 En-GbQA QCNoch keine Bewertungen
- Interzone 954Dokument4 SeitenInterzone 954johnson_regoNoch keine Bewertungen
- 112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFDokument2 Seiten112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFFernando VittoNoch keine Bewertungen
- Lucite400 Acrylic LQ TDSDokument6 SeitenLucite400 Acrylic LQ TDSLjy AlarvaNoch keine Bewertungen
- Carboguard 635 Thinned 50% - Sealer PDSDokument5 SeitenCarboguard 635 Thinned 50% - Sealer PDSjakeNoch keine Bewertungen
- Interbond 501Dokument4 SeitenInterbond 501Trịnh Minh KhoaNoch keine Bewertungen
- PDS Hempadur Hi-Build 45200 en-GBDokument2 SeitenPDS Hempadur Hi-Build 45200 en-GBvitharvanNoch keine Bewertungen
- Conbextra EP Data SheetDokument4 SeitenConbextra EP Data Sheetprabhu81Noch keine Bewertungen
- Hempadur Mastic 45880: Page 1 of 2 Issued: January 2010Dokument2 SeitenHempadur Mastic 45880: Page 1 of 2 Issued: January 2010daimaheshNoch keine Bewertungen
- Plasite 9133 Product Data SheetDokument3 SeitenPlasite 9133 Product Data SheetChris StroudNoch keine Bewertungen
- Nitocote Ep405Dokument4 SeitenNitocote Ep405Venkata RaoNoch keine Bewertungen
- Tinogalvanize Zinc Rich PrimerDokument2 SeitenTinogalvanize Zinc Rich PrimerAbed samadsureyft7vewyrNoch keine Bewertungen
- Pds Hempadur Zinc 17360 En-GbDokument2 SeitenPds Hempadur Zinc 17360 En-GbTukur AngeleyeNoch keine Bewertungen
- Apcoguard SF 725Dokument3 SeitenApcoguard SF 725kiran vargheseNoch keine Bewertungen
- Paint SpecDokument2 SeitenPaint Specjoydeep24088563Noch keine Bewertungen
- Amerlock® 400 Voc: Product Data SheetDokument8 SeitenAmerlock® 400 Voc: Product Data SheetCris gomezNoch keine Bewertungen
- Rust O Cap PDFDokument1 SeiteRust O Cap PDFBharat Tailor100% (2)
- Water-Based Paint Formulations, Vol. 3Von EverandWater-Based Paint Formulations, Vol. 3Bewertung: 4.5 von 5 Sternen4.5/5 (6)
- Receiver LVFDokument21 SeitenReceiver LVFdenivaldo2009Noch keine Bewertungen
- LA400 Manual Antenna ActiveDokument14 SeitenLA400 Manual Antenna Activedenivaldo2009Noch keine Bewertungen
- Irst Look Sangean ATS-909X Multiband Portable Radio: Three Reviews by Bob Grove, W8JHDDokument2 SeitenIrst Look Sangean ATS-909X Multiband Portable Radio: Three Reviews by Bob Grove, W8JHDdenivaldo2009Noch keine Bewertungen
- DielectricResonatortype A4Dokument2 SeitenDielectricResonatortype A4denivaldo2009Noch keine Bewertungen
- LV MaxSonar EZ DatasheetDokument11 SeitenLV MaxSonar EZ Datasheetdenivaldo2009100% (2)
- ECG Patient Simulator: Training CourseDokument3 SeitenECG Patient Simulator: Training Coursedenivaldo2009Noch keine Bewertungen
- Defibrillator TesterDokument4 SeitenDefibrillator Testerdenivaldo2009Noch keine Bewertungen
- Induction Heating Tecnology - VerDokument8 SeitenInduction Heating Tecnology - Verdenivaldo2009Noch keine Bewertungen
- Induction Heating - VerDokument2 SeitenInduction Heating - Verdenivaldo2009Noch keine Bewertungen
- Amveco CatalogDokument28 SeitenAmveco Catalogdenivaldo2009Noch keine Bewertungen
- SKF TMBH1manualDokument116 SeitenSKF TMBH1manualdenivaldo2009Noch keine Bewertungen
- Lecture 1 - Introduction To Engineering OptimizationDokument57 SeitenLecture 1 - Introduction To Engineering OptimizationTafesse100% (1)
- Form One Integrated Science End of Year ExamDokument10 SeitenForm One Integrated Science End of Year ExamMiss Rambaran100% (2)
- Cuff ManometerDokument1 SeiteCuff ManometerAlejandro Cardona100% (1)
- Chapter 2 Process ControllDokument29 SeitenChapter 2 Process ControllWeldush BrightNoch keine Bewertungen
- 87716166b1472fd3f7a6a47ea68960afDokument410 Seiten87716166b1472fd3f7a6a47ea68960afPedroNoch keine Bewertungen
- Icho1986-1994p Technical and PhysicalDokument38 SeitenIcho1986-1994p Technical and PhysicalAlexandra AlgueraNoch keine Bewertungen
- Interactive Powerpoint Presentation On QuadrilateralsDokument3 SeitenInteractive Powerpoint Presentation On QuadrilateralsSkoochh KooNoch keine Bewertungen
- Rays and RadiationsDokument43 SeitenRays and RadiationsAnonymous SCZ4uYNoch keine Bewertungen
- Lecture 3 - Curves in Space and Their TangentDokument38 SeitenLecture 3 - Curves in Space and Their TangentNURUL YAHSIFAH SYQELLA BINTI YAHYA BK21110100Noch keine Bewertungen
- Radial Distribution Function For Argon Calculations From Thermodynamic Properties andDokument11 SeitenRadial Distribution Function For Argon Calculations From Thermodynamic Properties andrafelNoch keine Bewertungen
- Week - 7 - Analysis - of - State - Space - SystemsDokument32 SeitenWeek - 7 - Analysis - of - State - Space - SystemsMetin DurmuşNoch keine Bewertungen
- AnatoFisio VestibularDokument17 SeitenAnatoFisio VestibularRocío YáñezNoch keine Bewertungen
- Mine Machinery-1 SyllabusDokument3 SeitenMine Machinery-1 SyllabusrrathoreNoch keine Bewertungen
- Bryton Williamson - Percent - Composition PracticeDokument2 SeitenBryton Williamson - Percent - Composition PracticeBryton WilliamsonNoch keine Bewertungen
- Kanako Detailed ManualDokument74 SeitenKanako Detailed ManualastikaprasiddhaNoch keine Bewertungen
- 3400 Ig2 p10 10aDokument2 Seiten3400 Ig2 p10 10adwsantiagoNoch keine Bewertungen
- Advances in Motor Torque Control PDFDokument122 SeitenAdvances in Motor Torque Control PDFTasos PoteasNoch keine Bewertungen
- Rotational Dynamics: Physics 101Dokument10 SeitenRotational Dynamics: Physics 101learningboxNoch keine Bewertungen
- Engineering Material Specification: Approval From The Sheet Metal Tech ClubDokument8 SeitenEngineering Material Specification: Approval From The Sheet Metal Tech ClubaldairlopesNoch keine Bewertungen
- Be & Ca PDFDokument45 SeitenBe & Ca PDFRonimack Trajano de SouzaNoch keine Bewertungen
- AQA GCSE Chemistry AnswersDokument14 SeitenAQA GCSE Chemistry AnswersErvin MetushiNoch keine Bewertungen
- GWR As RLI For Boiler Drum LevelDokument14 SeitenGWR As RLI For Boiler Drum LevelRoger SeaverNoch keine Bewertungen
- Sama Wira Mulpha IndustiresDokument24 SeitenSama Wira Mulpha Industireslbhock123Noch keine Bewertungen
- FST v41 n3P2 Toc PDFDokument11 SeitenFST v41 n3P2 Toc PDFSulabh GuptaNoch keine Bewertungen
- 1st Grading Performance TestDokument4 Seiten1st Grading Performance TestMary Ann GellorExito EvarolaNoch keine Bewertungen
- DKD-R - 6-1 2014Dokument39 SeitenDKD-R - 6-1 2014japofff100% (1)
- Truss Problem 6.1 Johnston and Beer Book-Static 1-1Dokument15 SeitenTruss Problem 6.1 Johnston and Beer Book-Static 1-1mahfuzul_haqueNoch keine Bewertungen
- Utge-4000 Series Water Baths UmDokument8 SeitenUtge-4000 Series Water Baths UmAna FloreaNoch keine Bewertungen
- Beyond The Pole-Barn Paradox (Paper 64) PDFDokument7 SeitenBeyond The Pole-Barn Paradox (Paper 64) PDFSambit PandaNoch keine Bewertungen
- Robinson VacDokument10 SeitenRobinson VacJajajaNoch keine Bewertungen