Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 04 22 GJ CaDokument2 Seiten04 22 GJ CaPranay PatelNoch keine Bewertungen
- Open Access GJDokument1 SeiteOpen Access GJPranay PatelNoch keine Bewertungen
- BRC DRD Sfast Second Sitting (2S) : Electronic Reserva On Slip (ERS)Dokument1 SeiteBRC DRD Sfast Second Sitting (2S) : Electronic Reserva On Slip (ERS)Pranay PatelNoch keine Bewertungen
- Orb - Corporate Presentation 2021Dokument36 SeitenOrb - Corporate Presentation 2021Pranay PatelNoch keine Bewertungen
- NTPC Solar Tender SummaryDokument1 SeiteNTPC Solar Tender SummaryPranay PatelNoch keine Bewertungen
- Summary MERC GEOA RegulationDokument3 SeitenSummary MERC GEOA RegulationPranay PatelNoch keine Bewertungen
- List of Approved Vendor As On 22.09.14Dokument37 SeitenList of Approved Vendor As On 22.09.14Pranay PatelNoch keine Bewertungen
- Medium-Term Open Access Information May-2020Dokument4 SeitenMedium-Term Open Access Information May-2020Pranay PatelNoch keine Bewertungen
- Quarterly Loading Apr-Jun-2020Dokument2 SeitenQuarterly Loading Apr-Jun-2020Pranay PatelNoch keine Bewertungen
- Solar Rooftop Single Line Sketch PDFDokument1 SeiteSolar Rooftop Single Line Sketch PDFPranay PatelNoch keine Bewertungen
- Schedule I of High Pressure Pipeline NetworkDokument5 SeitenSchedule I of High Pressure Pipeline NetworkPranay PatelNoch keine Bewertungen
- 04.4 Sea April 2021 R4Dokument205 Seiten04.4 Sea April 2021 R4Pranay PatelNoch keine Bewertungen
- Top 5 Buyers (Mus) Top 5 Sellers (Mus)Dokument5 SeitenTop 5 Buyers (Mus) Top 5 Sellers (Mus)Pranay PatelNoch keine Bewertungen
- Format: Px-IiiDokument1 SeiteFormat: Px-IiiPranay PatelNoch keine Bewertungen
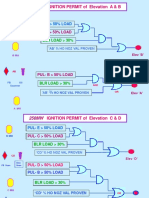
- Ignition Permit 250 MWDokument3 SeitenIgnition Permit 250 MWPranay PatelNoch keine Bewertungen
- Cold Startup Procedure 250 MWDokument2 SeitenCold Startup Procedure 250 MWPranay Patel100% (5)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- PSC Bridge FailuresDokument46 SeitenPSC Bridge Failuresafifa kausar100% (1)
- GC Application: Alcohols On ZB-WAX 30x.25x.25Dokument2 SeitenGC Application: Alcohols On ZB-WAX 30x.25x.25qncargbNoch keine Bewertungen
- Inoxpran Coffee MakerDokument4 SeitenInoxpran Coffee MakerelvisandmickNoch keine Bewertungen
- Autoclave Aerated ConcreteDokument3 SeitenAutoclave Aerated ConcreteFireSwarmNoch keine Bewertungen
- Determination of Total Carbohydrates by Anthrone MethodDokument2 SeitenDetermination of Total Carbohydrates by Anthrone MethodGuru Raj PNNoch keine Bewertungen
- Which Instrument Is Used To Tell DirectionDokument12 SeitenWhich Instrument Is Used To Tell DirectionLousy MoNoch keine Bewertungen
- GGBSDokument20 SeitenGGBSratnakar0% (1)
- Amino Crosslinkers: Product Guide - Cymel Resins - WorldwideDokument20 SeitenAmino Crosslinkers: Product Guide - Cymel Resins - WorldwidejoseNoch keine Bewertungen
- Horizontal Boring Specification - 02315Dokument17 SeitenHorizontal Boring Specification - 02315Sen HuNoch keine Bewertungen
- Quintessence of The PhilosophersDokument32 SeitenQuintessence of The PhilosopherstravellerfellowNoch keine Bewertungen
- OAU Post UTME Past Question and AnswerDokument17 SeitenOAU Post UTME Past Question and AnswerCharles Obaleagbon86% (28)
- Minimess Katalog PDFDokument39 SeitenMinimess Katalog PDFaneesh awasthiNoch keine Bewertungen
- EP0257845A2Dokument56 SeitenEP0257845A2Jen RealNoch keine Bewertungen
- Drizo IranDokument12 SeitenDrizo IranDiego1980bNoch keine Bewertungen
- Lab 8Dokument4 SeitenLab 8SHEILA HADIDNoch keine Bewertungen
- Physical Pharmacy - 3rd Sem - Unit 2aDokument15 SeitenPhysical Pharmacy - 3rd Sem - Unit 2aVishant Sirvi100% (1)
- ID Senyawa Antibakteri Yang Diproduksi OlehDokument8 SeitenID Senyawa Antibakteri Yang Diproduksi OlehNurawaliah RezkyNoch keine Bewertungen
- MSD Group 1 Compiled Final ReportDokument168 SeitenMSD Group 1 Compiled Final ReportAzwan AwalludinNoch keine Bewertungen
- Ionic EquilibriumDokument4 SeitenIonic EquilibriumFu HongNoch keine Bewertungen
- 1246 SP 4 Emm 24003 B2Dokument132 Seiten1246 SP 4 Emm 24003 B2Arash Aghagol100% (1)
- Unicare EEG Cap CatalogueDokument2 SeitenUnicare EEG Cap CatalogueRebecca JohnsonNoch keine Bewertungen
- CHEM 141 Lab 3 (Stoichiometry) ProcedureDokument5 SeitenCHEM 141 Lab 3 (Stoichiometry) ProcedureKiersten RobertsNoch keine Bewertungen
- Lincoln GMAW-P HandoutDokument8 SeitenLincoln GMAW-P HandoutJustin MorseNoch keine Bewertungen
- Claus Process: Claus, The Claus Process Has Become The Industry StandardDokument23 SeitenClaus Process: Claus, The Claus Process Has Become The Industry StandardNhan Nguyen VanNoch keine Bewertungen
- Science 8 5Dokument2 SeitenScience 8 5api-272721387Noch keine Bewertungen
- Thesis On Plastic Waste ManagementDokument7 SeitenThesis On Plastic Waste Managementhwxmyoief100% (1)
- Quiz Short ListedDokument13 SeitenQuiz Short ListedUrvi KhatriNoch keine Bewertungen
- Inorganic Chemistry Book2Dokument272 SeitenInorganic Chemistry Book2bhaks1976Noch keine Bewertungen
- Centrifugal Utility Fans: Model SFD, SFB, SWD and SWBDokument68 SeitenCentrifugal Utility Fans: Model SFD, SFB, SWD and SWBAugusto MejiaNoch keine Bewertungen
- Theory of Stick-Slip Effect in Friction: KeywordsDokument8 SeitenTheory of Stick-Slip Effect in Friction: KeywordsAndré Victor CastilhoNoch keine Bewertungen