Das könnte Ihnen auch gefallen
- (N) Nitrogeno Ct14Dokument55 Seiten(N) Nitrogeno Ct14Anonymous ckXrkeA100% (3)
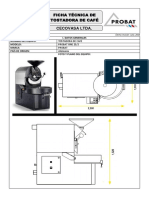
- Ficha Tecnica de Tostadora ProbatDokument3 SeitenFicha Tecnica de Tostadora ProbatIsidro Gutiérrez Pari50% (2)
- Informe-Vulnerabilidad SismicaDokument42 SeitenInforme-Vulnerabilidad SismicaMIGUELNoch keine Bewertungen
- Temas para Tesis en Ingeniería Mecánica - PucpDokument10 SeitenTemas para Tesis en Ingeniería Mecánica - PucpOrlando Rios100% (1)
- Lámpara de LavaDokument2 SeitenLámpara de LavaFábio AndréNoch keine Bewertungen
- Silabo Quimica General e InorgánicaDokument5 SeitenSilabo Quimica General e InorgánicaEdith LlerenaNoch keine Bewertungen
- Actividad 2Dokument5 SeitenActividad 2Caroline Amador Maldonado100% (1)
- Accesorios de VOLADURADokument57 SeitenAccesorios de VOLADURADanny LLanos GutiérrezNoch keine Bewertungen
- Topo 20 10 18 PDFDokument39 SeitenTopo 20 10 18 PDFFiore IldefonzoNoch keine Bewertungen
- Diapositivas de MantenimientoDokument7 SeitenDiapositivas de MantenimientoCaroline Amador MaldonadoNoch keine Bewertungen
- Proceso de SoldaduraDokument8 SeitenProceso de SoldaduraCaroline Amador MaldonadoNoch keine Bewertungen
- Actividad 4Dokument3 SeitenActividad 4Caroline Amador Maldonado100% (1)
- Actividad 4Dokument4 SeitenActividad 4Caroline Amador MaldonadoNoch keine Bewertungen
- Actividad 1Dokument2 SeitenActividad 1Caroline Amador MaldonadoNoch keine Bewertungen
- Actividad 3Dokument2 SeitenActividad 3Caroline Amador MaldonadoNoch keine Bewertungen
- Sensores FotoelectricosDokument2 SeitenSensores FotoelectricosCaroline Amador MaldonadoNoch keine Bewertungen
- Teoría Del ColorDokument15 SeitenTeoría Del ColorCaroline Amador MaldonadoNoch keine Bewertungen
- Balance Termico de Motor Otto y Diesel WordDokument19 SeitenBalance Termico de Motor Otto y Diesel WordAlan Jesús Rodriguez Cruz100% (2)
- Vidrios Expo.Dokument6 SeitenVidrios Expo.Caroline Amador MaldonadoNoch keine Bewertungen
- Bombas Serie Paralelo 1Dokument13 SeitenBombas Serie Paralelo 1Caroline Amador MaldonadoNoch keine Bewertungen
- Proceso de Fabricación de Un Anillo en Acero CK45Dokument6 SeitenProceso de Fabricación de Un Anillo en Acero CK45Caroline Amador MaldonadoNoch keine Bewertungen
- Diseño Eje EstaticoDokument13 SeitenDiseño Eje EstaticoCaroline Amador MaldonadoNoch keine Bewertungen
- Embutición ProfundaDokument5 SeitenEmbutición ProfundaCaroline Amador MaldonadoNoch keine Bewertungen
- Embutición ProfundaDokument5 SeitenEmbutición ProfundaCaroline Amador MaldonadoNoch keine Bewertungen
- Como Se Recibe Una Máquina HerramientaDokument8 SeitenComo Se Recibe Una Máquina HerramientaCaroline Amador MaldonadoNoch keine Bewertungen
- Deformación en FríoDokument2 SeitenDeformación en FríoPierinaBrancatoNoch keine Bewertungen
- DislocacionesDokument4 SeitenDislocacionesJorge O'neill MerinoNoch keine Bewertungen
- LimadoraDokument1 SeiteLimadoraCaroline Amador MaldonadoNoch keine Bewertungen
- SoldaduraDokument1 SeiteSoldaduraCaroline Amador MaldonadoNoch keine Bewertungen
- LimadoraDokument1 SeiteLimadoraCaroline Amador MaldonadoNoch keine Bewertungen
- Perdida Por FriccionDokument17 SeitenPerdida Por FriccionCaroline Amador MaldonadoNoch keine Bewertungen
- Informe de Laboratorio Mediciones de FlujoDokument7 SeitenInforme de Laboratorio Mediciones de FlujoCaroline Amador MaldonadoNoch keine Bewertungen
- Informe de Laboratorio Mediciones de FlujoDokument7 SeitenInforme de Laboratorio Mediciones de FlujoCaroline Amador MaldonadoNoch keine Bewertungen
- Tensión Superficial FinalDokument5 SeitenTensión Superficial FinalCaroline Amador MaldonadoNoch keine Bewertungen
- Metales EconomiaDokument2 SeitenMetales EconomiaCaroline Amador MaldonadoNoch keine Bewertungen
- Info-9-Fisico MARCO TEORICODokument7 SeitenInfo-9-Fisico MARCO TEORICOBryan LópezNoch keine Bewertungen
- Cuadro Comparativo Antonella YajureDokument3 SeitenCuadro Comparativo Antonella YajureGenibel VivasNoch keine Bewertungen
- Unidad I y II - Introduccion A La RadiopropagacionDokument33 SeitenUnidad I y II - Introduccion A La RadiopropagacionRacson LarrealNoch keine Bewertungen
- Ciclo Del NitrogenoDokument6 SeitenCiclo Del NitrogenoAnthony Salas CaballeroNoch keine Bewertungen
- WGP PI OM CO ACR 23 - Bomba de Propano de Truck Loading PBB 1135Dokument25 SeitenWGP PI OM CO ACR 23 - Bomba de Propano de Truck Loading PBB 1135Luis AlexanderNoch keine Bewertungen
- Problemas Ejercicios Ficheros MATLABDokument12 SeitenProblemas Ejercicios Ficheros MATLABmate66Noch keine Bewertungen
- PreglaleyohmDokument2 SeitenPreglaleyohmEdilberto SanchezNoch keine Bewertungen
- Semi Anual Aptitud - ResultadosDokument1 SeiteSemi Anual Aptitud - Resultadosganzolin777Noch keine Bewertungen
- Troubleshooting Instrumentacion Grupo 1Dokument4 SeitenTroubleshooting Instrumentacion Grupo 1Jean Carlos MontesdeocaNoch keine Bewertungen
- La CapilaridadDokument5 SeitenLa CapilaridadAmilcar SantosNoch keine Bewertungen
- Ejercicios de CondensadoresDokument2 SeitenEjercicios de CondensadoresSylviAlicia Romero75% (8)
- Gafa Kim Icaro Lente OscuroDokument1 SeiteGafa Kim Icaro Lente OscuroJORGE ALBERTO PEREZ OSPINANoch keine Bewertungen
- TPN1 - Solidificacion - 2010Dokument4 SeitenTPN1 - Solidificacion - 2010Pablo German TouriñanNoch keine Bewertungen
- Repaso Combinatoria Mas Distribuciones de ProbabilidadDokument7 SeitenRepaso Combinatoria Mas Distribuciones de ProbabilidadCristina Castaño LlamasNoch keine Bewertungen
- AfirmacionesDokument2 SeitenAfirmacionesJesús MéridaNoch keine Bewertungen
- Traslado de Un Paciente de La Silla de Ruedas A La CamaDokument3 SeitenTraslado de Un Paciente de La Silla de Ruedas A La CamaMartinCharreReyes100% (1)
- Semana 09 - Epistemología - BaconDokument18 SeitenSemana 09 - Epistemología - BaconRosangelina A. MartinezNoch keine Bewertungen
- Tecnicas de ComposiciónDokument11 SeitenTecnicas de ComposiciónSantiago AlbarracinNoch keine Bewertungen
- Descripción y Uso Del Material de LaboratorioDokument26 SeitenDescripción y Uso Del Material de LaboratorioCarlos Kael Herrera FloresNoch keine Bewertungen
- BibliografíaDokument2 SeitenBibliografíaVictor AlvaradoNoch keine Bewertungen
- Crema para CalzaDokument4 SeitenCrema para Calzajonathan H.Noch keine Bewertungen
- Ensayos de Precipitación y SolubilidadDokument5 SeitenEnsayos de Precipitación y Solubilidadyerson arevaloNoch keine Bewertungen