Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- SFD API RP 2a WSD 22ndDokument19 SeitenSFD API RP 2a WSD 22ndRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Refrigerated Truck SpecificationsDokument6 SeitenRefrigerated Truck SpecificationsParamvir100% (2)
- AASHTO HL-93 Loading Highway DesignDokument7 SeitenAASHTO HL-93 Loading Highway DesignSudathipTangwongchai100% (3)
- Fabrication: Structural and Miscellaneous Steel: (REF: TECH. SPEC. 143256-ES-C-1008, 1011 & 1012) Materials: PaintingDokument1 SeiteFabrication: Structural and Miscellaneous Steel: (REF: TECH. SPEC. 143256-ES-C-1008, 1011 & 1012) Materials: PaintingRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Outotec - Espesadores PDFDokument12 SeitenOutotec - Espesadores PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- C:/pwworking/van143256pw/marta - Alfanta/dms00733/143256-0500-C-115.dwg - PRINT GENERATED 09-Aug-2018 at 3:23 PMDokument1 SeiteC:/pwworking/van143256pw/marta - Alfanta/dms00733/143256-0500-C-115.dwg - PRINT GENERATED 09-Aug-2018 at 3:23 PMRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Wall Foundation Slab at Door - PlanDokument1 SeiteWall Foundation Slab at Door - PlanRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Muro Perim Tailings Thickeners PDFDokument8 SeitenMuro Perim Tailings Thickeners PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Unsealed Opening Detail Beams and Columns Columns Curbs Round Square PlanDokument1 SeiteUnsealed Opening Detail Beams and Columns Columns Curbs Round Square PlanRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- C:/pwworking/van143256pw/marta - Alfanta/dms00733/143256-0500-C-117.dwg - PRINT GENERATED 18-Jul-2018 at 3:36 PMDokument1 SeiteC:/pwworking/van143256pw/marta - Alfanta/dms00733/143256-0500-C-117.dwg - PRINT GENERATED 18-Jul-2018 at 3:36 PMRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Dorr Oliver - Espesadores PDFDokument8 SeitenDorr Oliver - Espesadores PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- FLRPLATEDokument3 SeitenFLRPLATEcravikumar1971Noch keine Bewertungen
- ACI224 2r92 PDFDokument12 SeitenACI224 2r92 PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Information Handling Services, 2000Dokument8 SeitenInformation Handling Services, 2000Roberto Andrés Fernández DomínguezNoch keine Bewertungen
- Masonry BeamDokument2 SeitenMasonry BeamRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- FLRPLATEDokument3 SeitenFLRPLATEcravikumar1971Noch keine Bewertungen
- Yaw Paper A See 2011Dokument14 SeitenYaw Paper A See 2011Roberto Andrés Fernández DomínguezNoch keine Bewertungen
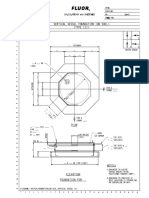
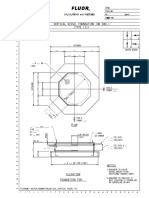
- Sketch Foundation On Soil Vertical Vessel IIIDokument1 SeiteSketch Foundation On Soil Vertical Vessel IIIRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- HIPAVE Sensitivity Study 1 Slide PP PDFDokument15 SeitenHIPAVE Sensitivity Study 1 Slide PP PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Diseño AiscDokument18 SeitenDiseño AiscRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- HIPAVE Sensitivity Study 6 Slides PPDokument3 SeitenHIPAVE Sensitivity Study 6 Slides PPRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- HIPAVE Sensitivity Study 1 Slide PPDokument15 SeitenHIPAVE Sensitivity Study 1 Slide PPRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Circular CFT 2 PDFDokument10 SeitenCircular CFT 2 PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Analisis y Diseno A Torsion PDFDokument9 SeitenAnalisis y Diseno A Torsion PDFRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Guidelines (For Mariners) On Determination (Estimation) of Vessel's Safe Under Keel ClearanceDokument8 SeitenGuidelines (For Mariners) On Determination (Estimation) of Vessel's Safe Under Keel ClearanceAfendi AriffNoch keine Bewertungen
- Crack Width CheckDokument14 SeitenCrack Width Checkkrishna kumar100% (1)
- Snow Drift - DistDokument8 SeitenSnow Drift - DistRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Sketch Foundation On Soil Vertical Vessel IIIDokument1 SeiteSketch Foundation On Soil Vertical Vessel IIIRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Brace Lengths and CapacitiesDokument444 SeitenBrace Lengths and CapacitiesRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- Sketch Foundation On Soil Vertical Vessel IIIDokument1 SeiteSketch Foundation On Soil Vertical Vessel IIIRoberto Andrés Fernández DomínguezNoch keine Bewertungen
- The Dynamic Behavior of Water Tanks - HousnerDokument7 SeitenThe Dynamic Behavior of Water Tanks - HousnerhjmaranhaoNoch keine Bewertungen
- Tata Daewoo Case PDFDokument13 SeitenTata Daewoo Case PDFSahil JainNoch keine Bewertungen
- Truck ClassificationDokument4 SeitenTruck Classificationer.nikhilpathak1Noch keine Bewertungen
- Regional Plan MMRDADokument35 SeitenRegional Plan MMRDArohannaik21Noch keine Bewertungen
- Maxima 1300Dokument2 SeitenMaxima 1300immmran100% (1)
- Exh List AutoExpoDokument58 SeitenExh List AutoExpoPrafful PawarNoch keine Bewertungen
- Highways: Republic of The Philippin SDokument42 SeitenHighways: Republic of The Philippin Saeron dyNoch keine Bewertungen
- Kelley Dock Planning StandardsDokument30 SeitenKelley Dock Planning Standardsclamavi100% (1)
- REAM Guidelines On Geometric Design of RoadsDokument91 SeitenREAM Guidelines On Geometric Design of RoadsHong Rui ChongNoch keine Bewertungen
- Seminarski Rad Fizika RTG Aparata Radioskopija RadiografijaDokument31 SeitenSeminarski Rad Fizika RTG Aparata Radioskopija RadiografijaNenadStankovićNoch keine Bewertungen
- Format Pavement DesignDokument10 SeitenFormat Pavement DesignsinghconstNoch keine Bewertungen
- Trident S Ef-S en (Release2017v1.0)Dokument172 SeitenTrident S Ef-S en (Release2017v1.0)AdamNoch keine Bewertungen
- IBS IntroDokument6 SeitenIBS IntroibrahimNoch keine Bewertungen
- Beam Monorail TheoryDokument10 SeitenBeam Monorail TheoryLuis Mogrovejo100% (2)
- Article XI of Chapter 36 Municipal Code (Phoenix, AZ) Study GuideDokument19 SeitenArticle XI of Chapter 36 Municipal Code (Phoenix, AZ) Study GuideBob HaymanNoch keine Bewertungen
- Random Text Cheat CodesDokument43 SeitenRandom Text Cheat CodesmarbarthoniNoch keine Bewertungen
- 700 Intersections and Accesses Chapter: BC MotiDokument62 Seiten700 Intersections and Accesses Chapter: BC MotiKaran AroraNoch keine Bewertungen
- Finalized Draft: Code of Practice For Construction and Approval of Truck Cabs & Truck BodiesDokument175 SeitenFinalized Draft: Code of Practice For Construction and Approval of Truck Cabs & Truck BodieskkaranagNoch keine Bewertungen
- SPZ En-A4Dokument9 SeitenSPZ En-A4MauroNoch keine Bewertungen
- TM 55-2420-224-14Dokument51 SeitenTM 55-2420-224-14AdvocateNoch keine Bewertungen
- 3.4.4.1 Magnitude and Configuration: 8 Kips 32 Kips 32 Kips 14'-0" 30'-0"Dokument50 Seiten3.4.4.1 Magnitude and Configuration: 8 Kips 32 Kips 32 Kips 14'-0" 30'-0"Ian SNoch keine Bewertungen
- Table New Minor Major DefectsDokument6 SeitenTable New Minor Major DefectsvinNoch keine Bewertungen
- Safe Access To VesselDokument27 SeitenSafe Access To Vesselsukhjit78Noch keine Bewertungen
- American Trucking Associations: Glossary of Trucking TermsDokument2 SeitenAmerican Trucking Associations: Glossary of Trucking Termssmithyry2014Noch keine Bewertungen
- Ebs3 - Electronic Braking SystemDokument44 SeitenEbs3 - Electronic Braking SystemMile Martinov100% (3)
- Department of Transport: General NoticeDokument60 SeitenDepartment of Transport: General NoticematodziNoch keine Bewertungen
- Owners-Manual-Meteor-350 EnglishDokument116 SeitenOwners-Manual-Meteor-350 EnglishSomeUserNoch keine Bewertungen
- Classic 350 Owners ManualDokument108 SeitenClassic 350 Owners ManualJoseph GunaseelanNoch keine Bewertungen
- Autoexpo 2012 Exhibitors ListDokument53 SeitenAutoexpo 2012 Exhibitors ListNagender100% (1)