Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Internment - Samira AhmedDokument254 SeitenInternment - Samira Ahmedboop50% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Aakash Zoology Study Package 3 SolutionsssssssDokument104 SeitenAakash Zoology Study Package 3 SolutionsssssssRishika PaulNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 02-779 Requirements For 90-10 Copper - Nickel - Alloy Part-3 TubingDokument47 Seiten02-779 Requirements For 90-10 Copper - Nickel - Alloy Part-3 TubingHattar MNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
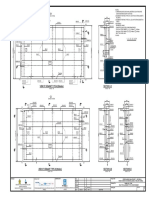
- 30 MDokument9 Seiten30 MChiranjaya HulangamuwaNoch keine Bewertungen
- Namma Kalvi 12th English Slow Learners Study MaterialDokument28 SeitenNamma Kalvi 12th English Slow Learners Study MaterialSTANLEY RAYEN100% (1)
- The 5 TibetansDokument3 SeitenThe 5 TibetansValentin100% (2)
- MasonaryDokument4 SeitenMasonaryChiranjaya Hulangamuwa100% (1)
- LP 1st ObservationDokument6 SeitenLP 1st ObservationMichael AnoraNoch keine Bewertungen
- Standard Evaluation System For RiceDokument62 SeitenStandard Evaluation System For RiceIRRI_resources90% (10)
- View of Segmant Type A1 (Extrados) Section C-C: R1k R3k R4k R1k R3k R4kDokument13 SeitenView of Segmant Type A1 (Extrados) Section C-C: R1k R3k R4k R1k R3k R4kChiranjaya HulangamuwaNoch keine Bewertungen
- 25m EBT 1-2Dokument8 Seiten25m EBT 1-2Chiranjaya HulangamuwaNoch keine Bewertungen
- View of Segmant Type A1 (Extrados) Section C-C: R1k R3k R4k R1k R3k R4kDokument13 SeitenView of Segmant Type A1 (Extrados) Section C-C: R1k R3k R4k R1k R3k R4kChiranjaya HulangamuwaNoch keine Bewertungen
- Slope Stability SA 27+700 To 27+650Dokument16 SeitenSlope Stability SA 27+700 To 27+650Chiranjaya HulangamuwaNoch keine Bewertungen
- Engineer Comments To P1 To P6 LHS DesignDokument2 SeitenEngineer Comments To P1 To P6 LHS DesignChiranjaya HulangamuwaNoch keine Bewertungen
- Daily Market Report On 11 May 2021Dokument10 SeitenDaily Market Report On 11 May 2021Chiranjaya HulangamuwaNoch keine Bewertungen
- Daily Market Report On 08 Feb 2021Dokument10 SeitenDaily Market Report On 08 Feb 2021Chiranjaya HulangamuwaNoch keine Bewertungen
- Daily Market Report On 20 May 2021Dokument10 SeitenDaily Market Report On 20 May 2021Chiranjaya HulangamuwaNoch keine Bewertungen
- Daily Market Report On 10 May 2021Dokument10 SeitenDaily Market Report On 10 May 2021Chiranjaya HulangamuwaNoch keine Bewertungen
- DMR 01 On 02 Jan 2020Dokument10 SeitenDMR 01 On 02 Jan 2020Chiranjaya HulangamuwaNoch keine Bewertungen
- Daily Market Report On 01 July 2020Dokument10 SeitenDaily Market Report On 01 July 2020Chiranjaya HulangamuwaNoch keine Bewertungen
- NO. Items Sub-Items Type of Design Works No. of Tender Drawings RemarksDokument1 SeiteNO. Items Sub-Items Type of Design Works No. of Tender Drawings RemarksChiranjaya HulangamuwaNoch keine Bewertungen
- RDA Typical DrawingsDokument61 SeitenRDA Typical DrawingsChiranjaya HulangamuwaNoch keine Bewertungen
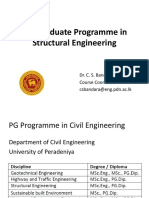
- University of Peradeniya Department of Civil Engineering Postgraduate Pogramme in Structural Engineering YEAR 2018/2019Dokument8 SeitenUniversity of Peradeniya Department of Civil Engineering Postgraduate Pogramme in Structural Engineering YEAR 2018/2019Chiranjaya HulangamuwaNoch keine Bewertungen
- Postgraduate Programme in Structural Engineering PDFDokument10 SeitenPostgraduate Programme in Structural Engineering PDFChiranjaya HulangamuwaNoch keine Bewertungen
- Postgraduate Programme in Structural Engineering PDFDokument10 SeitenPostgraduate Programme in Structural Engineering PDFChiranjaya HulangamuwaNoch keine Bewertungen
- Locations 2019 08 02 PDFDokument1 SeiteLocations 2019 08 02 PDFChiranjaya HulangamuwaNoch keine Bewertungen
- Reply For Letter 11674Dokument2 SeitenReply For Letter 11674Chiranjaya HulangamuwaNoch keine Bewertungen
- Literature ReviewDokument3 SeitenLiterature ReviewAina Reyes100% (1)
- Fortified Rice FssaiDokument8 SeitenFortified Rice FssaisaikumarNoch keine Bewertungen
- Hydrostatics-Assignment 3: MPI td9Dokument2 SeitenHydrostatics-Assignment 3: MPI td9whoeverNoch keine Bewertungen
- Hostel B Menu From 16 March To 31 March'2024Dokument4 SeitenHostel B Menu From 16 March To 31 March'2024govindkauNoch keine Bewertungen
- A World of Composite Technologies BrochureDokument15 SeitenA World of Composite Technologies Brochurethorsten_kasterNoch keine Bewertungen
- International SubcontractingDokument2 SeitenInternational SubcontractingCatherine JohnsonNoch keine Bewertungen
- Physics Assessment 1 - Lab Report: Jessica Yam Year 10 Peace MR - SlosbergDokument19 SeitenPhysics Assessment 1 - Lab Report: Jessica Yam Year 10 Peace MR - Slosbergapi-36149866550% (2)
- EN 14103 - ThermoDokument4 SeitenEN 14103 - ThermoLuciana TrisnaNoch keine Bewertungen
- Designing New Vanillin Schiff Bases and Their Antibacterial StudiesDokument4 SeitenDesigning New Vanillin Schiff Bases and Their Antibacterial StudiesAvinash PurohitNoch keine Bewertungen
- Craig - 4353 TX CobraDokument3 SeitenCraig - 4353 TX CobraJorge ContrerasNoch keine Bewertungen
- Features and Highlights - : CapableDokument2 SeitenFeatures and Highlights - : CapableaarianNoch keine Bewertungen
- G30 Developer MSDS ABDokument6 SeitenG30 Developer MSDS ABramadhanNoch keine Bewertungen
- Opti-Cal TPS1200 Terminal Mode QuickguideDokument4 SeitenOpti-Cal TPS1200 Terminal Mode QuickguideClaudiu OvidiuNoch keine Bewertungen
- Q4 Lesson 3 Hinge Theorem and Its ConverseDokument36 SeitenQ4 Lesson 3 Hinge Theorem and Its ConverseZenn Tee100% (1)
- ASTM D4852-88 (Reapproved 2009) E1Dokument3 SeitenASTM D4852-88 (Reapproved 2009) E1Sandra LopesNoch keine Bewertungen
- Baby Checklist: Room Furniture Baby Wear Baby BeddingDokument2 SeitenBaby Checklist: Room Furniture Baby Wear Baby BeddingLawrence ConananNoch keine Bewertungen
- Iso 657 14 2000 en FR PDFDokument11 SeitenIso 657 14 2000 en FR PDFVivekanandh00333 VivekNoch keine Bewertungen
- SG5.0 20RT UEN Ver13 202101Dokument105 SeitenSG5.0 20RT UEN Ver13 202101Asep SaepudinNoch keine Bewertungen
- Hemiplegia LectureDokument37 SeitenHemiplegia LectureRancesh FamoNoch keine Bewertungen
- Module 1 - AE4 - Review of Basic Mathematical Concepts (For Discussion)Dokument36 SeitenModule 1 - AE4 - Review of Basic Mathematical Concepts (For Discussion)Kimberly Jean LautrizoNoch keine Bewertungen
- Poems by Cawein, Madison Julius, 1865-1914Dokument126 SeitenPoems by Cawein, Madison Julius, 1865-1914Gutenberg.orgNoch keine Bewertungen
- Buongiorno - Etal - 2009 The Big Experimental CheckDokument15 SeitenBuongiorno - Etal - 2009 The Big Experimental CheckMikhail TarabrinNoch keine Bewertungen