Das könnte Ihnen auch gefallen
- Corrosion Failures: Theory, Case Studies, and SolutionsVon EverandCorrosion Failures: Theory, Case Studies, and SolutionsNoch keine Bewertungen
- Modern Practice in Stress and Vibration Analysis: Proceedings of the Conference Held at the University of Liverpool, 3–5 April 1989Von EverandModern Practice in Stress and Vibration Analysis: Proceedings of the Conference Held at the University of Liverpool, 3–5 April 1989J. E. MottersheadNoch keine Bewertungen
- Yield Point PDFDokument12 SeitenYield Point PDFengineer bilal100% (1)
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965Von EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNoch keine Bewertungen
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionVon EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNoch keine Bewertungen
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsVon EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNoch keine Bewertungen
- Concept of Post Weld Heat Treatment PDFDokument2 SeitenConcept of Post Weld Heat Treatment PDFsridharchebrolu100% (2)
- Furmanite Failure ModesDokument34 SeitenFurmanite Failure ModespkannanNoch keine Bewertungen
- Welding Neck Flanges 1Dokument3 SeitenWelding Neck Flanges 1bikkelbobNoch keine Bewertungen
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedDokument6 SeitenFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikNoch keine Bewertungen
- Fracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsVon EverandFracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsJ. C. RadonNoch keine Bewertungen
- Status of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229Dokument57 SeitenStatus of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229sarangss100% (1)
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- CuprionDokument93 SeitenCuprionSswahyudiNoch keine Bewertungen
- Flow Induced VibrationDokument16 SeitenFlow Induced VibrationNagarajan SNoch keine Bewertungen
- Fatigue Failure Resulting From Variable Loading 1-2Dokument24 SeitenFatigue Failure Resulting From Variable Loading 1-2Rahul SinghNoch keine Bewertungen
- 2g Saw (FinalDokument25 Seiten2g Saw (Finalneil50% (2)
- Asset Integrity Management A Complete Guide - 2020 EditionVon EverandAsset Integrity Management A Complete Guide - 2020 EditionNoch keine Bewertungen
- Waterside Scaling Deposition and Corrosion in Steam Generators PDFDokument19 SeitenWaterside Scaling Deposition and Corrosion in Steam Generators PDFking1qNoch keine Bewertungen
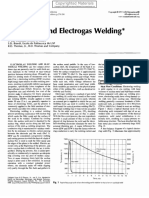
- Electrogas WeldingDokument11 SeitenElectrogas WeldingDarryl007100% (1)
- Adiabatic Shear Localization: Frontiers and AdvancesVon EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNoch keine Bewertungen
- The Rainflow Method in Fatigue: The Tatsuo Endo Memorial VolumeVon EverandThe Rainflow Method in Fatigue: The Tatsuo Endo Memorial VolumeNoch keine Bewertungen
- Assessment of Corrosion Damage Acceptance Criteria in API579-ASME/1 CodeDokument12 SeitenAssessment of Corrosion Damage Acceptance Criteria in API579-ASME/1 CodeIntegridad de Equipos y Gestión de Activos NelcamNoch keine Bewertungen
- PB101266 0Dokument10 SeitenPB101266 0emilio mendez olveraNoch keine Bewertungen
- Multi Layer VesselsDokument26 SeitenMulti Layer Vesselssaurabhsharma0103Noch keine Bewertungen
- PB101424 0Dokument9 SeitenPB101424 0emilio mendez olveraNoch keine Bewertungen
- Effect Chlorine in FreshWaterDokument5 SeitenEffect Chlorine in FreshWaterEl Ehsan Abinya FatihNoch keine Bewertungen
- Analytical Assessment of The Mechanical Design of A Metal Getter Bed For Hydrogen StorageDokument15 SeitenAnalytical Assessment of The Mechanical Design of A Metal Getter Bed For Hydrogen StorageRupshaBNoch keine Bewertungen
- Weldability and Post Weld Heat Treatment of T23 Boiler Grade SteelDokument4 SeitenWeldability and Post Weld Heat Treatment of T23 Boiler Grade SteelIJAERS JOURNAL100% (2)
- 121 1Dokument10 Seiten121 1bilalabdulmajeedNoch keine Bewertungen
- Electroslag WeldingDokument10 SeitenElectroslag WeldingNazmul Ahsan100% (1)
- 1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Dokument10 Seiten1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Filipe RenanNoch keine Bewertungen
- Titanium&Titanium AlloysDokument4 SeitenTitanium&Titanium Alloysnike_y2kNoch keine Bewertungen
- PIpe Class and StandardDokument3 SeitenPIpe Class and StandardSamim RahmanNoch keine Bewertungen
- Cold Tapping HydrotestDokument4 SeitenCold Tapping Hydrotestninju1100% (1)
- Alloy 625 Spec SheetDokument3 SeitenAlloy 625 Spec SheetJSH100Noch keine Bewertungen
- Tolerances As Per en 12493Dokument5 SeitenTolerances As Per en 12493prasad raikarNoch keine Bewertungen
- Numerical in Electrical, Mechanical, Electronic, Optical Materials From Different Books Along With Previous Year Papers of GATE, ES, CS and Other Exams.Dokument24 SeitenNumerical in Electrical, Mechanical, Electronic, Optical Materials From Different Books Along With Previous Year Papers of GATE, ES, CS and Other Exams.Rehan Sharma100% (1)
- A Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosqueraDokument22 SeitenA Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosquerayinelaNoch keine Bewertungen
- Schaeffler Diagram PDFDokument16 SeitenSchaeffler Diagram PDFrajesh_14Noch keine Bewertungen
- BS 4504 Slip On Flanges PDFDokument7 SeitenBS 4504 Slip On Flanges PDFMaclean ArthurNoch keine Bewertungen
- Part (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsDokument10 SeitenPart (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsMohamedMostafaNoch keine Bewertungen
- UG-37 F FactorDokument7 SeitenUG-37 F FactorjamesNoch keine Bewertungen
- Mechanical Behaviour Laboratory MSE 313: Laboratory ManualDokument41 SeitenMechanical Behaviour Laboratory MSE 313: Laboratory ManualVenkteshwarlu KNoch keine Bewertungen
- A Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsDokument7 SeitenA Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsNagarajan PitchandiNoch keine Bewertungen
- ST Stainless CatalogueDokument71 SeitenST Stainless CatalogueBenjamin RattharojthakunNoch keine Bewertungen
- SAW ThesisDokument96 SeitenSAW ThesisvikasgahlyanNoch keine Bewertungen
- Clemex: ASTM E1268 Banding AnalysisDokument1 SeiteClemex: ASTM E1268 Banding Analysissmallik3Noch keine Bewertungen
- Measurements in A Pulsating FlowDokument13 SeitenMeasurements in A Pulsating Flowusebio64Noch keine Bewertungen
- Comparison and Validation of Creep-Buckling Analysis MethodsDokument6 SeitenComparison and Validation of Creep-Buckling Analysis MethodsalifaramarzNoch keine Bewertungen
- MT 03 - Mechanical Properties and Tests, A-Z Abbrev (Tinius Olsen - Kul 1)Dokument25 SeitenMT 03 - Mechanical Properties and Tests, A-Z Abbrev (Tinius Olsen - Kul 1)zingerNoch keine Bewertungen
- NB-18 - Specification of Rupture Disk Burst PressureDokument3 SeitenNB-18 - Specification of Rupture Disk Burst Pressuremicroco4Noch keine Bewertungen
- Austenitic High Temperature 153MA 253MA Stainless BrochureDokument16 SeitenAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNoch keine Bewertungen
- Reinforced Concrete Beams With Lightweight Concrete InfillDokument10 SeitenReinforced Concrete Beams With Lightweight Concrete Infillcharvi shinyNoch keine Bewertungen
- FEA - Best - Pract - 19Dokument158 SeitenFEA - Best - Pract - 19Fredy Alexander Roldan FigueredoNoch keine Bewertungen
- Hydrogen Embrittlement of Steel in Metal Finishing Processes of Black Oxide and Zinc PhosphatizzeDokument24 SeitenHydrogen Embrittlement of Steel in Metal Finishing Processes of Black Oxide and Zinc PhosphatizzehuachuliuNoch keine Bewertungen
- Suitability of Conventional Data For Blast DesignDokument18 SeitenSuitability of Conventional Data For Blast DesignOkta ChristalNoch keine Bewertungen
- Fatigue and Bond Properties For High Performance ConcreteDokument23 SeitenFatigue and Bond Properties For High Performance ConcretesakolkongNoch keine Bewertungen
- ABAQUS XFEM Tutorial: 2D Edge Crack: Creating The Uncracked DomainDokument5 SeitenABAQUS XFEM Tutorial: 2D Edge Crack: Creating The Uncracked DomainNenad MilosevicNoch keine Bewertungen
- Mechanical Properties: Issues To Address..Dokument33 SeitenMechanical Properties: Issues To Address..HaroonNoch keine Bewertungen
- On Site MetallographyDokument7 SeitenOn Site Metallographyhatem jafouraNoch keine Bewertungen
- Heating Under Partial VacuumDokument8 SeitenHeating Under Partial VacuumNgurah CahayaNoch keine Bewertungen
- Article 1 v5 1 PDFDokument6 SeitenArticle 1 v5 1 PDFGabriel LazarNoch keine Bewertungen
- Review Peek PDFDokument11 SeitenReview Peek PDFAlexandra Dumitrache100% (1)
- Tensile Strength Behavior of Uhpc and Uhpfrc: SciencedirectDokument6 SeitenTensile Strength Behavior of Uhpc and Uhpfrc: SciencedirectAkashNoch keine Bewertungen
- UNIT 1-LN The Materials and Process UniverseDokument27 SeitenUNIT 1-LN The Materials and Process UniverseSEPNoch keine Bewertungen
- Design of Beam Using Ultimate Strength Design (Usd) Method Based On The Nscp2015 Singly Reinforced Rectangular BeamsDokument20 SeitenDesign of Beam Using Ultimate Strength Design (Usd) Method Based On The Nscp2015 Singly Reinforced Rectangular BeamsWalter CatapangNoch keine Bewertungen
- Bond of Deformed Bars To Concrete: Effects of Confinement and Strength of ConcreteDokument6 SeitenBond of Deformed Bars To Concrete: Effects of Confinement and Strength of ConcreteMarimuthu Kaliyamoorthy100% (1)
- Investmech (Design of Dynamic Loaded Welded Structures) TN R0.0Dokument47 SeitenInvestmech (Design of Dynamic Loaded Welded Structures) TN R0.0romalan govenderNoch keine Bewertungen
- Ductile Brittle Transition Temp For SA-53 & SA-106Dokument29 SeitenDuctile Brittle Transition Temp For SA-53 & SA-106minhphuongphamNoch keine Bewertungen
- Theory of Shear Transfer Strength of Reinforced ConcreteDokument12 SeitenTheory of Shear Transfer Strength of Reinforced ConcretePremasiri Karunarathna100% (1)
- Tribology Prof. DR Harish Hirani Department of Mechanical Engineering Indian Institute of Technology DelhiDokument25 SeitenTribology Prof. DR Harish Hirani Department of Mechanical Engineering Indian Institute of Technology DelhisamsonNoch keine Bewertungen
- Metallurgical Failure AnalysisDokument2 SeitenMetallurgical Failure AnalysisShuaib KunnekkattuNoch keine Bewertungen
- 503.7-07 Specification for Crack Repair by Epoxy Injection-مفتوحDokument11 Seiten503.7-07 Specification for Crack Repair by Epoxy Injection-مفتوحMohamed Ismail ShehabNoch keine Bewertungen
- 58 TD 117 Cutting Wheel Selection r1 1Dokument4 Seiten58 TD 117 Cutting Wheel Selection r1 1Admir HalilovicNoch keine Bewertungen
- Fatigue Analysis of BearingDokument4 SeitenFatigue Analysis of BearingGRD Journals100% (1)
- Optimizing Gear Performance by Alloy Modification of Carburized GearsDokument20 SeitenOptimizing Gear Performance by Alloy Modification of Carburized GearsFathia AlkelaeNoch keine Bewertungen
- Is 12823 1990 PDFDokument31 SeitenIs 12823 1990 PDFANKUSHNoch keine Bewertungen
- Ozdekan Elastomeric Bearings - Elastomer Bridge BearingsDokument12 SeitenOzdekan Elastomeric Bearings - Elastomer Bridge Bearingsali babaNoch keine Bewertungen
- Performance Testing For Hot Mix AsphaltDokument51 SeitenPerformance Testing For Hot Mix AsphaltProf. Prithvi Singh Kandhal100% (1)
- Dynamic Properties of Ultraviolet-Exposed Polyurea PDFDokument13 SeitenDynamic Properties of Ultraviolet-Exposed Polyurea PDFmiguelNoch keine Bewertungen
- RN Parkins-The Stress Corrosion Cracking of C-MN Steek Ub CO2-HCO3-CO3 Solutions I, Stress Corrosion DataDokument15 SeitenRN Parkins-The Stress Corrosion Cracking of C-MN Steek Ub CO2-HCO3-CO3 Solutions I, Stress Corrosion DataAlondra HermosoNoch keine Bewertungen
- Aluminim Welding Filler Material PDFDokument20 SeitenAluminim Welding Filler Material PDFvishal bailurNoch keine Bewertungen