Das könnte Ihnen auch gefallen
- Pressure Vessel Fabrication InspectionDokument82 SeitenPressure Vessel Fabrication InspectionHrishikesan100% (3)
- Pressure VesselDokument40 SeitenPressure VesselPrt00789% (18)
- Devlopment of SurfacesDokument17 SeitenDevlopment of SurfacesBalajee Mech100% (5)
- Adding or Modifying Materials in PV Elite or CodeCalcDokument11 SeitenAdding or Modifying Materials in PV Elite or CodeCalc9913489806Noch keine Bewertungen
- Pressure Vessel FatigueDokument3 SeitenPressure Vessel Fatiguechemsac2100% (1)
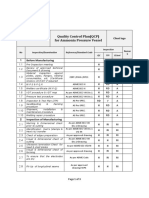
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDokument3 SeitenQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Sample Design Calculation Template for Surge Vessel ThicknessDokument3 SeitenSample Design Calculation Template for Surge Vessel ThicknessRamachandran Venkatesh0% (1)
- Air Cooled Heat Exchanger Inspection and Test Plan SampleDokument4 SeitenAir Cooled Heat Exchanger Inspection and Test Plan Samplemkash028Noch keine Bewertungen
- Design of Pressure Vessel NewDokument200 SeitenDesign of Pressure Vessel NewneelNoch keine Bewertungen
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsVon EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (12)
- Thin Walled Pressure Vessel Design Calculation TutorialDokument9 SeitenThin Walled Pressure Vessel Design Calculation TutorialGeorge SamsonNoch keine Bewertungen
- Design Checklist for Section VIII Pressure VesselsDokument2 SeitenDesign Checklist for Section VIII Pressure VesselsnirmalNoch keine Bewertungen
- Design of Pressure Vessel Water Storage TankDokument30 SeitenDesign of Pressure Vessel Water Storage TankIbrahim Erdachew100% (2)
- A Study On Welding Defects of Pressure VesselDokument24 SeitenA Study On Welding Defects of Pressure Vesseladamahmad1992100% (1)
- Fatigue Assessment IJETT-V13P205Dokument4 SeitenFatigue Assessment IJETT-V13P205MehdiNoch keine Bewertungen
- Pressure Vessel Design Safety in Gas ProcessingDokument7 SeitenPressure Vessel Design Safety in Gas ProcessingTeuku Muhammad ArrahmanNoch keine Bewertungen
- PV Elite: User's GuideDokument620 SeitenPV Elite: User's GuideSiva baalanNoch keine Bewertungen
- Design Life of Pressure VesselsDokument5 SeitenDesign Life of Pressure VesselsChanchal GuptaNoch keine Bewertungen
- Study and Analysis of A Cryogenic Pressure Vessel Design For The StorageDokument9 SeitenStudy and Analysis of A Cryogenic Pressure Vessel Design For The StorageSandeep PaulNoch keine Bewertungen
- Pressure VesselDokument85 SeitenPressure VesselAsad Abbas100% (1)
- Training Manual For PVelite Basic LevelDokument41 SeitenTraining Manual For PVelite Basic LevelsudokuNoch keine Bewertungen
- Vessel Nozzle Load DefinitionsDokument2 SeitenVessel Nozzle Load DefinitionsrsubramaniNoch keine Bewertungen
- Mechanical Design and Material Selection for Process EquipmentDokument26 SeitenMechanical Design and Material Selection for Process EquipmentibicengNoch keine Bewertungen
- VEFV3100Dokument19 SeitenVEFV3100adolfocienfuegosNoch keine Bewertungen
- PV EliteDokument680 SeitenPV Elitengocanh_songlongNoch keine Bewertungen
- Intro To Pressure VesselDokument19 SeitenIntro To Pressure VesselMuhammad Ridhwan100% (1)
- Daikin Air Cooled Liquid Screw Chiller EWAD400D-XS-CUALDokument4 SeitenDaikin Air Cooled Liquid Screw Chiller EWAD400D-XS-CUALBibin VijayakumarNoch keine Bewertungen
- Heat Exchanger2009 Proposal#1Dokument318 SeitenHeat Exchanger2009 Proposal#1HarryBouter100% (1)
- Storage Tank Inspection Report FormDokument1 SeiteStorage Tank Inspection Report FormNatarajan Raja100% (2)
- Asme Section Viii ChecklistDokument4 SeitenAsme Section Viii ChecklistLalit WaghodeNoch keine Bewertungen
- STD 12th Precise Physics 2 Notes Science MH BoardDokument21 SeitenSTD 12th Precise Physics 2 Notes Science MH BoardAkhilesh SengarNoch keine Bewertungen
- Heat & Mass Transfer Term PaperDokument12 SeitenHeat & Mass Transfer Term Paperamitammy19100% (1)
- CPE 601 - Pressure VesselDokument126 SeitenCPE 601 - Pressure VesselI-hana D'yana100% (1)
- Pressure Vessel WEIGHT PresentDokument17 SeitenPressure Vessel WEIGHT PresentErol Aydin100% (3)
- Integriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesDokument4 SeitenIntegriwise Assessment Report: Assessment To Api 579 Section 4. General Metal Loss. Thickness ProfilesSyafiqah IsmailNoch keine Bewertungen
- ASME Pressure Vessel Design PDFDokument62 SeitenASME Pressure Vessel Design PDFhilwan sultonNoch keine Bewertungen
- Shell and Tube Heat Exchanger TPIDokument9 SeitenShell and Tube Heat Exchanger TPIpstechnical_43312697Noch keine Bewertungen
- Pressure Vessels - Rapture Hazard & PreventionDokument9 SeitenPressure Vessels - Rapture Hazard & PreventionfizanlaminNoch keine Bewertungen
- COMPRESS Quick Start Guide enDokument10 SeitenCOMPRESS Quick Start Guide engaurangNoch keine Bewertungen
- (DIN 28082-2 - 1996-06) - Standzargen Fã R Apparate - Teil 2 - Fuà - Ring Mit Pratzen Oder Doppelring Mit Stegen - Maà - e - 0001.de - enDokument6 Seiten(DIN 28082-2 - 1996-06) - Standzargen Fã R Apparate - Teil 2 - Fuà - Ring Mit Pratzen Oder Doppelring Mit Stegen - Maà - e - 0001.de - enNaveen Suresh KumarNoch keine Bewertungen
- Horizontal Cylindrical Tank Volume and Level CalculatorDokument4 SeitenHorizontal Cylindrical Tank Volume and Level CalculatorNath Boyapati100% (1)
- Sample2 DrawingDokument1 SeiteSample2 DrawingSourav HaitNoch keine Bewertungen
- Stress Analysis and Design Optimization of A Pressure Vessel Using Ansys PackageDokument12 SeitenStress Analysis and Design Optimization of A Pressure Vessel Using Ansys Packageanthony zegarra ochoaNoch keine Bewertungen
- Boroscope InspectiónDokument14 SeitenBoroscope InspectiónXiomara Hurtado FloresNoch keine Bewertungen
- U-Stamp QapDokument6 SeitenU-Stamp Qapchonubobby100% (1)
- 1 Process VesselsDokument4 Seiten1 Process VesselsARIANA NICOLE RELIGIOSONoch keine Bewertungen
- ASME Pressure Vessel Joint EfficienciesDokument4 SeitenASME Pressure Vessel Joint EfficienciesliamcsNoch keine Bewertungen
- TAPPI TIP 410‐14 Method for Determining Pipe Friction Loss of Pulp SuspensionsDokument1 SeiteTAPPI TIP 410‐14 Method for Determining Pipe Friction Loss of Pulp SuspensionsChristian VargasNoch keine Bewertungen
- Filter Vessel Calculations Per As Me Viii 1Dokument40 SeitenFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2Noch keine Bewertungen
- Static Equipment in Oil and Gas IndustryDokument93 SeitenStatic Equipment in Oil and Gas IndustryRaghavanNoch keine Bewertungen
- Pressure Vessel InspectionsDokument17 SeitenPressure Vessel InspectionsLipika GayenNoch keine Bewertungen
- API 510 Hydrostatic Head PressureDokument40 SeitenAPI 510 Hydrostatic Head PressureHarmish mewadaNoch keine Bewertungen
- Heat Exchanger Concepts (Att. VIII)Dokument28 SeitenHeat Exchanger Concepts (Att. VIII)Syed M. Imran Ali100% (1)
- Metal Tapered Tube Plugs: Tube Plug Sizing ChartDokument1 SeiteMetal Tapered Tube Plugs: Tube Plug Sizing ChartRaghavanNoch keine Bewertungen
- Mechanical EquipmentDokument3 SeitenMechanical EquipmentRameshBMNoch keine Bewertungen
- Checklist For Above Ground Tanks-QueenslandDokument2 SeitenChecklist For Above Ground Tanks-QueenslandmohanumaNoch keine Bewertungen
- Storage Tanks and Pressure VesselsDokument18 SeitenStorage Tanks and Pressure VesselsBabylyn Austria100% (1)
- R5000 IomDokument26 SeitenR5000 Iomfuminori0% (1)
- Design of Spherical Pressure Vessel Agai PDFDokument5 SeitenDesign of Spherical Pressure Vessel Agai PDFSumit PrasadNoch keine Bewertungen
- Hydraulic Torque WrenchDokument16 SeitenHydraulic Torque WrenchMr. S.L. AdvaniNoch keine Bewertungen
- NTIW Tube Sheet PaperDokument10 SeitenNTIW Tube Sheet PaperPankaj SinglaNoch keine Bewertungen
- Industrial Engineer: Passbooks Study GuideVon EverandIndustrial Engineer: Passbooks Study GuideNoch keine Bewertungen
- Vertical Pressure Vessel Engineering EssayDokument17 SeitenVertical Pressure Vessel Engineering EssayÑůti Yė ÃbůNoch keine Bewertungen
- Addis Ababa University Machine Design ProjectDokument25 SeitenAddis Ababa University Machine Design ProjectMikey CouthinhoNoch keine Bewertungen
- EAE Individual Assignment 1Dokument3 SeitenEAE Individual Assignment 1amitammy19Noch keine Bewertungen
- Is the "Lincoln WayDokument2 SeitenIs the "Lincoln Wayamitammy19Noch keine Bewertungen
- Dynamic BalancingDokument8 SeitenDynamic Balancingamitammy19Noch keine Bewertungen
- Control Valves Data Sheet: Client: PlantDokument1 SeiteControl Valves Data Sheet: Client: PlantAnoNoch keine Bewertungen
- Calculated installed flux and lighting layoutDokument4 SeitenCalculated installed flux and lighting layoutdarshaniNoch keine Bewertungen
- IWCE AbstractsBook Final2015Dokument232 SeitenIWCE AbstractsBook Final2015Debanjan AcharyyaNoch keine Bewertungen
- Note VrayDokument3 SeitenNote VrayRiou NadiragNoch keine Bewertungen
- Boq & Anlysis Raft FoundationDokument3 SeitenBoq & Anlysis Raft FoundationGhiyats D. U.Noch keine Bewertungen
- ITT American Electric American Revolution Post Top Series 47 & 48 Spec Sheet 11-79Dokument8 SeitenITT American Electric American Revolution Post Top Series 47 & 48 Spec Sheet 11-79Alan MastersNoch keine Bewertungen
- NEET Test 1 Physics QuestionsDokument48 SeitenNEET Test 1 Physics QuestionsBhabesh Mishra100% (1)
- Ti - PW-MT Fhi - UPFDokument63 SeitenTi - PW-MT Fhi - UPFarnoldNoch keine Bewertungen
- Uclm Cesafi QuestionsDokument1 SeiteUclm Cesafi QuestionsBeverly Ann GonzalesNoch keine Bewertungen
- Graphene-Based Conducting Inks 2Dokument3 SeitenGraphene-Based Conducting Inks 2VishnuTejaChundiNoch keine Bewertungen
- AWS STANDARDS LIBRARY ORDER FORMDokument3 SeitenAWS STANDARDS LIBRARY ORDER FORMRajan SteeveNoch keine Bewertungen
- Sulfur Dioxide Absorption Column DesignDokument9 SeitenSulfur Dioxide Absorption Column DesignGODWIN ANYIMAHNoch keine Bewertungen
- Earthquakes Fast FactsDokument3 SeitenEarthquakes Fast FactsdonaldshahNoch keine Bewertungen
- Interference and DiffractionDokument7 SeitenInterference and DiffractionManaswi PatilNoch keine Bewertungen
- A Predictive Approach To Fitness-For-Service Assessment of Pitting CorrosionDokument9 SeitenA Predictive Approach To Fitness-For-Service Assessment of Pitting CorrosionMaría Vaquero TxapartegiNoch keine Bewertungen
- Part Wave Transformation-01Dokument6 SeitenPart Wave Transformation-01Shivam PundirNoch keine Bewertungen
- Regulating Heat Transfer with Optimal InsulationDokument5 SeitenRegulating Heat Transfer with Optimal InsulationKanimozhi CheranNoch keine Bewertungen
- Bending Test: Lab Report Materials Science Phase 1Dokument16 SeitenBending Test: Lab Report Materials Science Phase 1gamer gamingNoch keine Bewertungen
- Nanocomposix Guidelines For Zeta Potential Analysis of Nanoparticles PDFDokument6 SeitenNanocomposix Guidelines For Zeta Potential Analysis of Nanoparticles PDFGOWTHAM GUPTHANoch keine Bewertungen
- CONJUGATE BEAM METHODDokument26 SeitenCONJUGATE BEAM METHODGodwin AcquahNoch keine Bewertungen
- Abstract - Fatigue Behavior in Strain Cycling in The Low and Intermediate Cycle RangeDokument55 SeitenAbstract - Fatigue Behavior in Strain Cycling in The Low and Intermediate Cycle RangeZarra FaktNoch keine Bewertungen
- Class X Physics Heat and Optics DocumentDokument111 SeitenClass X Physics Heat and Optics DocumentsugothaaaNoch keine Bewertungen
- ShearDokument5 SeitenShearChetan B ArkasaliNoch keine Bewertungen
- PNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsDokument23 SeitenPNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsStandpro Testing CenterNoch keine Bewertungen
- En 10164-1993Dokument8 SeitenEn 10164-1993Marija IvanovskaNoch keine Bewertungen
- Stoichiometry and Gas Laws Problems PDFDokument1 SeiteStoichiometry and Gas Laws Problems PDFCamille AllenaNoch keine Bewertungen
- Axle Fracture of An ICE3 High Speed Train - 2013 - Engineering Failure AnalysisDokument16 SeitenAxle Fracture of An ICE3 High Speed Train - 2013 - Engineering Failure AnalysisArimateia SoaresNoch keine Bewertungen