Das könnte Ihnen auch gefallen
- EletroerosaoDokument22 SeitenEletroerosaofelipepiglialarmeNoch keine Bewertungen
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoVon EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNoch keine Bewertungen
- Eletroerosão A FioDokument49 SeitenEletroerosão A FioBruno JuniorNoch keine Bewertungen
- Treinamento Robofil MilleniumDokument26 SeitenTreinamento Robofil MilleniumJORGE HENRIQUE peruna mendes100% (1)
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoVon EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNoch keine Bewertungen
- Peças de Reposição A25Dokument181 SeitenPeças de Reposição A25IvanJunior100% (1)
- Catalogo Pastilhas e FerramentasDokument40 SeitenCatalogo Pastilhas e FerramentasCaio PerezNoch keine Bewertungen
- Livro PDFDokument12 SeitenLivro PDFasouza10Noch keine Bewertungen
- 12 Calculando Engrenagens Cilindricas PDFDokument10 Seiten12 Calculando Engrenagens Cilindricas PDFishikawa norioNoch keine Bewertungen
- Avanços Fresa BrocaDokument33 SeitenAvanços Fresa BrocaValdair Jose De SouzaNoch keine Bewertungen
- Usinagem A Seco 3Dokument7 SeitenUsinagem A Seco 3toni2727100% (2)
- Guia Pratico em Programação TORNO CNC Hyundai / FanucDokument76 SeitenGuia Pratico em Programação TORNO CNC Hyundai / FanucDanielgenio10 Josesigilo1Noch keine Bewertungen
- Set2012 Apostila Te CorteDokument82 SeitenSet2012 Apostila Te CorteWelly DiasNoch keine Bewertungen
- Completar Óleo No Booster MGR 230Dokument5 SeitenCompletar Óleo No Booster MGR 230Rubens Claro AntonioNoch keine Bewertungen
- Cat Fanuc Robodrill Romi Po Aa-04 072021 BaixaDokument20 SeitenCat Fanuc Robodrill Romi Po Aa-04 072021 BaixaMaycon EiderNoch keine Bewertungen
- Tutorial para Zerar A FerramentaDokument5 SeitenTutorial para Zerar A FerramentaCaioeFabiNoch keine Bewertungen
- Apresentação TCC TamboreadorDokument39 SeitenApresentação TCC TamboreadorAllery SamNoch keine Bewertungen
- Lista Divisores Tensao Corrente PDFDokument3 SeitenLista Divisores Tensao Corrente PDFLeonardo Vale de AraujoNoch keine Bewertungen
- T94153 B PDFDokument51 SeitenT94153 B PDFedgarNoch keine Bewertungen
- Aula Usinagem de EngrenagensDokument45 SeitenAula Usinagem de EngrenagensRicardo ColettoNoch keine Bewertungen
- Apresentação TorneamentoDokument30 SeitenApresentação TorneamentoangelzanelaNoch keine Bewertungen
- Catalogo Nodus nd220Dokument4 SeitenCatalogo Nodus nd220ewertonNoch keine Bewertungen
- 96-0228 Portuguese MillDokument236 Seiten96-0228 Portuguese Millbruno buinNoch keine Bewertungen
- Codigos CNCDokument5 SeitenCodigos CNCNicolly MartinsNoch keine Bewertungen
- Currículo 01Dokument3 SeitenCurrículo 01Rafael Rodrigues100% (1)
- Exercicio de Fresa FANUC 0i MDokument344 SeitenExercicio de Fresa FANUC 0i MFabio AlvesNoch keine Bewertungen
- Catálogo de Peças: Divisão de Comercialização MatrizDokument50 SeitenCatálogo de Peças: Divisão de Comercialização MatrizM&F MaximoNoch keine Bewertungen
- Engrenagens Cilíndricas de Dentes RetosDokument24 SeitenEngrenagens Cilíndricas de Dentes RetosWilliam GiacomettiNoch keine Bewertungen
- Artigo UsinagemDokument8 SeitenArtigo UsinagemRenan Coswosk da SilvaNoch keine Bewertungen
- Calculo de PoliasDokument2 SeitenCalculo de PoliasPedro Luis SosaNoch keine Bewertungen
- SINUMERIK 828D FresamentoDokument78 SeitenSINUMERIK 828D FresamentoDiogoTanWoginskiNoch keine Bewertungen
- Manual de ManutençãoDokument64 SeitenManual de ManutençãoWanderson FIALHONoch keine Bewertungen
- Manual de Manutenção e OperaçãoDokument13 SeitenManual de Manutenção e OperaçãoCirilo Marcos Rossi100% (1)
- Tabelas EngrenagemDokument12 SeitenTabelas EngrenagemEvertonNoch keine Bewertungen
- Apostila de CNCDokument43 SeitenApostila de CNCJonathanSchalyNoch keine Bewertungen
- Tamboreamento PDFDokument3 SeitenTamboreamento PDFmarceloNoch keine Bewertungen
- Trabalho Sobre Mandriladora WordDokument13 SeitenTrabalho Sobre Mandriladora WordMilton HenriqueNoch keine Bewertungen
- Manual de Montagem Graber ProDokument57 SeitenManual de Montagem Graber ProRodrigo SantosNoch keine Bewertungen
- Catalogo Romi PDFDokument80 SeitenCatalogo Romi PDFFreddy Mamani Atayupanqui100% (1)
- Dimensionamento de Engrenagens para Corrente de Rolo ASADokument3 SeitenDimensionamento de Engrenagens para Corrente de Rolo ASASamuel costaNoch keine Bewertungen
- Trabalho Completo - MadrilhadoraDokument9 SeitenTrabalho Completo - Madrilhadoratiago_mozart100% (1)
- Usinagem Tornearia3Dokument79 SeitenUsinagem Tornearia3Marcos X AlmeidaNoch keine Bewertungen
- Manual SolotestDokument23 SeitenManual SolotestAntonio Carlos Basso67% (3)
- FresadoraDokument1 SeiteFresadoraCecilio Díaz GijónNoch keine Bewertungen
- Programação&Operação Torno FagorDokument57 SeitenProgramação&Operação Torno FagorJoao Henrique100% (1)
- Bomba Laminadoras PDFDokument2 SeitenBomba Laminadoras PDFleonidasfritzNoch keine Bewertungen
- Fagor 8055Dokument16 SeitenFagor 8055Rafael RodriguesNoch keine Bewertungen
- TCC Antonio DanielDokument105 SeitenTCC Antonio DanielGabriel CorreiaNoch keine Bewertungen
- Plano de Usinagem Do Torno MecânicoDokument5 SeitenPlano de Usinagem Do Torno MecânicopaulohndNoch keine Bewertungen
- Romicron - S53423 - SVUBB1Dokument2 SeitenRomicron - S53423 - SVUBB1anderson.silvabrasil8281Noch keine Bewertungen
- Manual de Programação Fresamento - Fanuc2.0Dokument66 SeitenManual de Programação Fresamento - Fanuc2.0alefurkimNoch keine Bewertungen
- TORNOS CNC. Centur 30D Centur 35D PDFDokument12 SeitenTORNOS CNC. Centur 30D Centur 35D PDFGuilhermePlacidoNoch keine Bewertungen
- Discovery 4022: Catálogo de PeçasDokument57 SeitenDiscovery 4022: Catálogo de PeçasPhilippe Costa RochaNoch keine Bewertungen
- Introdução Ao Processo de TorneamentoDokument17 SeitenIntrodução Ao Processo de TorneamentoMayke SilvaNoch keine Bewertungen
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Dokument26 SeitenTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- 201558145833731torno Mascote Nardine Ms 205 - NomenclaturaDokument10 Seiten201558145833731torno Mascote Nardine Ms 205 - NomenclaturaAnselmo FabrisNoch keine Bewertungen
- Planilha de Controle de CalibracaoDokument1 SeitePlanilha de Controle de CalibracaoRafael CavalcantiNoch keine Bewertungen
- Livro VaporDokument196 SeitenLivro Vaporapi-3764873100% (14)
- Engenheiro de Suprimentos Disciplina de FabricaÇÃo eDokument112 SeitenEngenheiro de Suprimentos Disciplina de FabricaÇÃo ejosebaianetoNoch keine Bewertungen
- Operação de Caldeiras de VaporDokument46 SeitenOperação de Caldeiras de VaporRafael CavalcantiNoch keine Bewertungen
- Processos de FabricaçãoDokument2 SeitenProcessos de FabricaçãoRafael CavalcantiNoch keine Bewertungen
- Processos de FabricaçãoDokument2 SeitenProcessos de FabricaçãoRafael CavalcantiNoch keine Bewertungen
- EletrodinâmicaDokument88 SeitenEletrodinâmicaNícolas MotaNoch keine Bewertungen
- Mecanic ADokument221 SeitenMecanic Alobo9000Noch keine Bewertungen
- Submódulo 23.3 2018.08Dokument112 SeitenSubmódulo 23.3 2018.08Jonas PedrosoNoch keine Bewertungen
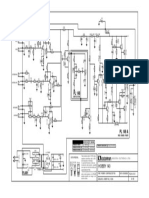
- Ciclotron Hobby 140 Ee PDFDokument1 SeiteCiclotron Hobby 140 Ee PDFEduardoNoch keine Bewertungen
- Gu 1162RCDokument29 SeitenGu 1162RCÍcaro VianaNoch keine Bewertungen
- Sistemas No Domínio Da FrequêncDokument6 SeitenSistemas No Domínio Da FrequêncRaimundo Cezar CamposNoch keine Bewertungen
- Qualidade de Energia 3Dokument22 SeitenQualidade de Energia 3Alan ZanzeriNoch keine Bewertungen
- Questoes AL 2.1 CorrecaoDokument3 SeitenQuestoes AL 2.1 CorrecaoHelena FernandesNoch keine Bewertungen
- Relatório de Física Experimental 3 - Introdução A Circuitos ElétricosDokument6 SeitenRelatório de Física Experimental 3 - Introdução A Circuitos ElétricosMarco TúlioNoch keine Bewertungen
- Lista 5 - Física IIIDokument2 SeitenLista 5 - Física IIILuana PereiraNoch keine Bewertungen
- Fontes de SoldagemDokument3 SeitenFontes de SoldagemKirk JohnsonNoch keine Bewertungen
- Questões Do Enem Física - 3 Ano - 1 BIM - Ciclo 2Dokument3 SeitenQuestões Do Enem Física - 3 Ano - 1 BIM - Ciclo 2elichy.silvaNoch keine Bewertungen
- Manual de Intalação e Manutenção Geradores Síncronos Linha S WEGDokument59 SeitenManual de Intalação e Manutenção Geradores Síncronos Linha S WEGdouglasdmix100% (1)
- Exercício de Eletricidade Básica 1Dokument24 SeitenExercício de Eletricidade Básica 1Carlyson SilvaNoch keine Bewertungen
- Diagnostico Cliente Alternador APDokument8 SeitenDiagnostico Cliente Alternador APDiego NunesNoch keine Bewertungen
- Lista de Exercc3adcios Leis de KirchhhoffDokument2 SeitenLista de Exercc3adcios Leis de KirchhhoffLucas Santos BarrosNoch keine Bewertungen
- Lista2ResistoreseMagnetismo 2019 02Dokument7 SeitenLista2ResistoreseMagnetismo 2019 02Luciano JVNoch keine Bewertungen
- SP - F.S.E.E - 2004-05 PDFDokument142 SeitenSP - F.S.E.E - 2004-05 PDFIvandro Pereira MendonçaNoch keine Bewertungen
- Eletricidade Veicular - Veículos Comerciais PDFDokument152 SeitenEletricidade Veicular - Veículos Comerciais PDFClaudio Franco da Cruz100% (2)
- Campo ElétricoDokument28 SeitenCampo ElétricoJeferson RibeiroNoch keine Bewertungen
- Eletrotécnica PDFDokument3 SeitenEletrotécnica PDFAdson AraujoNoch keine Bewertungen
- Estudo de Caso para Retrofit de Iluminação IndustrialDokument26 SeitenEstudo de Caso para Retrofit de Iluminação IndustrialBruno MauroNoch keine Bewertungen
- Eletricista de Automóveis PDFDokument168 SeitenEletricista de Automóveis PDFORGANDO neri de meloNoch keine Bewertungen
- Aterramento TemporárioDokument52 SeitenAterramento TemporáriocgacristianoNoch keine Bewertungen
- Aula 3 - Eletrotécnica AplicadaDokument38 SeitenAula 3 - Eletrotécnica AplicadaHenrique AlmeidaNoch keine Bewertungen
- UFCD9877-S4 (1) - Fundamentos de EletricidadeDokument16 SeitenUFCD9877-S4 (1) - Fundamentos de Eletricidadecarinalima98Noch keine Bewertungen
- Fisica Eletro Completo P3 PDFDokument114 SeitenFisica Eletro Completo P3 PDFLucas ZenonNoch keine Bewertungen
- NBR 05383-1 - 2002 - Máquinas Elétricas Girantes - Parte 1 - Motores de Indução Trifásicos - Ensaios PDFDokument62 SeitenNBR 05383-1 - 2002 - Máquinas Elétricas Girantes - Parte 1 - Motores de Indução Trifásicos - Ensaios PDFMAUROFLECKNoch keine Bewertungen
- Treinamento Eletrica Modulo 1p1 v0Dokument39 SeitenTreinamento Eletrica Modulo 1p1 v0Rafael Dutil LucianaNoch keine Bewertungen
- Lista de Exercício 5Dokument5 SeitenLista de Exercício 5api-3727199100% (1)