Das könnte Ihnen auch gefallen
- Brill Beggs Z Calc SpreadsheetDokument2 SeitenBrill Beggs Z Calc SpreadsheetRachel BaileyNoch keine Bewertungen
- Paper Ed6 14Dokument10 SeitenPaper Ed6 14Adeniyi AleseNoch keine Bewertungen
- Annular Condensation CFD Models For The Water-Steam in The Heat Pipe SystemsDokument9 SeitenAnnular Condensation CFD Models For The Water-Steam in The Heat Pipe SystemsRashed KaiserNoch keine Bewertungen
- CH 9 Flow Over Immersed BodiesDokument120 SeitenCH 9 Flow Over Immersed BodiesMahesh LohanoNoch keine Bewertungen
- Nonnewtonian and Newtonian Blood Flow in Human Aorta A Transient AnalysisDokument10 SeitenNonnewtonian and Newtonian Blood Flow in Human Aorta A Transient AnalysisDivyaVatsNoch keine Bewertungen
- L20 SPE-8279 Agarwal, R.G. Real Gas Pseudo-Time - A New Function For Pressure Buildup Analysis of MHF Gas Wells PDFDokument12 SeitenL20 SPE-8279 Agarwal, R.G. Real Gas Pseudo-Time - A New Function For Pressure Buildup Analysis of MHF Gas Wells PDFSolenti D'nouNoch keine Bewertungen
- A Comparative Study On He Performance of Multiphase FlowDokument12 SeitenA Comparative Study On He Performance of Multiphase Flowfranciani goedertNoch keine Bewertungen
- Complete combustion and stoichiometric coefficientsDokument43 SeitenComplete combustion and stoichiometric coefficientscaportNoch keine Bewertungen
- Rock PermeabilityDokument43 SeitenRock PermeabilityShaho Abdulqader Mohamedali100% (1)
- Deviation Control MethodsDokument4 SeitenDeviation Control MethodsLazuardhy Vozicha FuturNoch keine Bewertungen
- Unsteady 3D Flow Past A Cylinder: Created in COMSOL Multiphysics 5.5Dokument20 SeitenUnsteady 3D Flow Past A Cylinder: Created in COMSOL Multiphysics 5.5Luis RiosNoch keine Bewertungen
- Makalah Gas PlanDokument27 SeitenMakalah Gas PlanPutriRobiihahNoch keine Bewertungen
- PM TensarPave RN60615Dokument12 SeitenPM TensarPave RN60615zeljkokukinaNoch keine Bewertungen
- ENGI 9113 (2016) - Lecture 1 BasicsDokument70 SeitenENGI 9113 (2016) - Lecture 1 BasicsShitao GuanNoch keine Bewertungen
- Fundamentals of Numerical Reservoir Simulation Differential EquationsDokument48 SeitenFundamentals of Numerical Reservoir Simulation Differential EquationsAkhil GodavarthiNoch keine Bewertungen
- Caliper Logs: Figure 9.1 The Reeves 2 Arm Caliper ToolDokument5 SeitenCaliper Logs: Figure 9.1 The Reeves 2 Arm Caliper ToolBhavesh SharmaNoch keine Bewertungen
- MECH215 Lecture 5 2018 - Strength Under Varying Load - 2 Slides Per PageDokument21 SeitenMECH215 Lecture 5 2018 - Strength Under Varying Load - 2 Slides Per PageTuanHungNoch keine Bewertungen
- EOSDokument9 SeitenEOSgoicoxNoch keine Bewertungen
- A Multiple Regression Approach To Optimal Drilling and Abnormal Pressure DetectionDokument14 SeitenA Multiple Regression Approach To Optimal Drilling and Abnormal Pressure DetectionTui DuangkamonNoch keine Bewertungen
- Fundamentals of Valve Sizing For Liquids d350408x012Dokument10 SeitenFundamentals of Valve Sizing For Liquids d350408x012twins19564839100% (1)
- T 2Dokument2 SeitenT 2Saurabh Tiwari100% (1)
- A Bi - Directional Gas Thrust BearingDokument9 SeitenA Bi - Directional Gas Thrust Bearingshahir93Noch keine Bewertungen
- Equations of StateDokument11 SeitenEquations of StateaguswiadiNoch keine Bewertungen
- 2011-The Matlab Reservoir Simulation ToolboxDokument29 Seiten2011-The Matlab Reservoir Simulation ToolboxJoydogNoch keine Bewertungen
- Comparison of Capillary Pressure Measurements at Various Wettabilities Using The Direct Measurement of Saturation Method and Conventional Centrifuge TechniquesDokument14 SeitenComparison of Capillary Pressure Measurements at Various Wettabilities Using The Direct Measurement of Saturation Method and Conventional Centrifuge Techniquesari_siNoch keine Bewertungen
- Manual Modflow 6 101 150Dokument50 SeitenManual Modflow 6 101 150cerbero perroNoch keine Bewertungen
- Petromod 2d PDFDokument2 SeitenPetromod 2d PDFPedri DiazNoch keine Bewertungen
- Gas Well PerformanceDokument23 SeitenGas Well Performanceokus55Noch keine Bewertungen
- Week7 (Wed Mar 03-Single Particle in Fluid (Students Notes)Dokument21 SeitenWeek7 (Wed Mar 03-Single Particle in Fluid (Students Notes)Julie Anne CristalesNoch keine Bewertungen
- User Manual For Rate Time SpreadsheetDokument15 SeitenUser Manual For Rate Time SpreadsheetJorge Leopoldo VeraNoch keine Bewertungen
- 4092 PDFDokument2 Seiten4092 PDF995aarvee100% (1)
- Notes On Two Phase Flow, Boiling Heat Transfer, and Boiling Crises in Pwrs and BwrsDokument34 SeitenNotes On Two Phase Flow, Boiling Heat Transfer, and Boiling Crises in Pwrs and Bwrsمحمد سالمNoch keine Bewertungen
- Fluid Dynamics Past Exam SolutionDokument4 SeitenFluid Dynamics Past Exam SolutionPaulo PolloNoch keine Bewertungen
- CFD ReportDokument26 SeitenCFD Reportkirankumar kymar100% (1)
- Agitation and Mixing-H4 Class-TKMCEDokument111 SeitenAgitation and Mixing-H4 Class-TKMCERaghulal SethumadhavanNoch keine Bewertungen
- Potential FlowsDokument13 SeitenPotential FlowsJuan Gonzalez100% (1)
- Ojo Poe SLBDokument16 SeitenOjo Poe SLBSebastian MorenoNoch keine Bewertungen
- Flow Over A Circular CylinderDokument6 SeitenFlow Over A Circular CylinderMOFEEZALAMNoch keine Bewertungen
- The Liquid Film and The Core Region Velocity Profiles in Annular Two-Phase FlowDokument14 SeitenThe Liquid Film and The Core Region Velocity Profiles in Annular Two-Phase FlowNishant ManepalliNoch keine Bewertungen
- Socolofsky JirkaDokument184 SeitenSocolofsky JirkacivilimNoch keine Bewertungen
- Phase Oil Equilibria of Oil-Water-Brine - Yaun Kun LiDokument11 SeitenPhase Oil Equilibria of Oil-Water-Brine - Yaun Kun LiRonald NgueleNoch keine Bewertungen
- PTE 526 Natural Gas Engineering: BY Engr. J. O. OwolabiDokument124 SeitenPTE 526 Natural Gas Engineering: BY Engr. J. O. Owolabiokeke ekeneNoch keine Bewertungen
- TutorialFG 01Dokument5 SeitenTutorialFG 01dawoodmunawarNoch keine Bewertungen
- Surface Roughness PDFDokument20 SeitenSurface Roughness PDFThirumangaiAlwar SeenivasanNoch keine Bewertungen
- Calculation of Z Factors For Natural Gases Using Equations of State P.M. Dranchuk J.H. Abou-KassemDokument4 SeitenCalculation of Z Factors For Natural Gases Using Equations of State P.M. Dranchuk J.H. Abou-KassemAnonymous cCmpclQF6oNoch keine Bewertungen
- Two Edge-Bonded Elastic Wedges of Different Materials and Wedge Angles Under Surface TractionsDokument10 SeitenTwo Edge-Bonded Elastic Wedges of Different Materials and Wedge Angles Under Surface TractionsMuhammad ArqamNoch keine Bewertungen
- Ehlen Fluent DeutschlandDokument43 SeitenEhlen Fluent DeutschlandAhmed AhmedovNoch keine Bewertungen
- TubularDokument15 SeitenTubularSharing CaringNoch keine Bewertungen
- Models - Cfd.inkjet Nozzle LsDokument16 SeitenModels - Cfd.inkjet Nozzle LshimsNoch keine Bewertungen
- SPE 63158 Inflow Performance Relationships For Gas CondensatesDokument14 SeitenSPE 63158 Inflow Performance Relationships For Gas Condensatesabnou_223943920Noch keine Bewertungen
- Soliman DFIT ArticleDokument8 SeitenSoliman DFIT Articlecj100% (1)
- Paper Group 14 - Prediction of Critical Oil Rate Using 6 Different Methods To Avoid Water and Gas Coning in Veritcal WellsDokument7 SeitenPaper Group 14 - Prediction of Critical Oil Rate Using 6 Different Methods To Avoid Water and Gas Coning in Veritcal WellsFadhilah Nur. INoch keine Bewertungen
- Multiphase Flow 1995Von EverandMultiphase Flow 1995A. SerizawaNoch keine Bewertungen
- Turbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsVon EverandTurbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsNoch keine Bewertungen
- Applications of Variational Inequalities in Stochastic ControlVon EverandApplications of Variational Inequalities in Stochastic ControlBewertung: 2 von 5 Sternen2/5 (1)
- Curvature-Adapted Remeshing of CAD SurfacesDokument13 SeitenCurvature-Adapted Remeshing of CAD SurfacesSandro Alberto Constantino SáenzNoch keine Bewertungen
- (已压缩)HEC-RAS 1D Sediment Transport-v4-20240121 - 211600 - 301-376Dokument76 Seiten(已压缩)HEC-RAS 1D Sediment Transport-v4-20240121 - 211600 - 301-376andy2023515Noch keine Bewertungen
- 1 s2.0 S2666523921001367 MainDokument10 Seiten1 s2.0 S2666523921001367 MainyasminaNoch keine Bewertungen
- Effects of Surface Topography of Material On Nucleation Site Density of Dropwise CondensationDokument7 SeitenEffects of Surface Topography of Material On Nucleation Site Density of Dropwise CondensationSri Peni WijayantiNoch keine Bewertungen
- Pedoman Perilaku PLNDokument11 SeitenPedoman Perilaku PLNAbdul AzimNoch keine Bewertungen
- Improvement of Efficiency Prediction ForDokument11 SeitenImprovement of Efficiency Prediction ForMobile LegendNoch keine Bewertungen
- Use of Atlantium Uv Technology As Means of Control For Bio Fouling Ais Invasive Mussels - Whitepaperpdf.renderDokument12 SeitenUse of Atlantium Uv Technology As Means of Control For Bio Fouling Ais Invasive Mussels - Whitepaperpdf.renderBill MurrayNoch keine Bewertungen
- Nema MG1Dokument76 SeitenNema MG1Rajmohan100% (4)
- USA Customs Chapter 98Dokument117 SeitenUSA Customs Chapter 98jpcoteNoch keine Bewertungen
- Chapter 9Dokument19 SeitenChapter 9Bill MurrayNoch keine Bewertungen
- Kapl Turb Inc93Dokument16 SeitenKapl Turb Inc93Bill MurrayNoch keine Bewertungen
- The Abcs of Small Hydro Upgrade and Automation: Industry ApplicationDokument8 SeitenThe Abcs of Small Hydro Upgrade and Automation: Industry ApplicationAde YD SaputraNoch keine Bewertungen
- Pa Stand Reliability Standards MOD-025-2Dokument20 SeitenPa Stand Reliability Standards MOD-025-2abdulkadir aliNoch keine Bewertungen
- MOD-025 Standard Mapping 061511Dokument7 SeitenMOD-025 Standard Mapping 061511Bill MurrayNoch keine Bewertungen
- Contents and Forward MG 1Dokument53 SeitenContents and Forward MG 1aderezoNoch keine Bewertungen
- Generator Reactive Power Capability VerificationDokument3 SeitenGenerator Reactive Power Capability VerificationBill MurrayNoch keine Bewertungen
- CompleteMG1 1998rev3Dokument596 SeitenCompleteMG1 1998rev3Bill MurrayNoch keine Bewertungen
- Pa - Stand - Reliability Standards - MOD-025-RFC-01Dokument14 SeitenPa - Stand - Reliability Standards - MOD-025-RFC-01Bill MurrayNoch keine Bewertungen
- Implementation Plan: Project 2007-09 Generator VerificationDokument3 SeitenImplementation Plan: Project 2007-09 Generator VerificationBill MurrayNoch keine Bewertungen
- Mat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsDokument2 SeitenMat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsBill MurrayNoch keine Bewertungen
- Greaseless Bushing PDFDokument122 SeitenGreaseless Bushing PDFthavisiNoch keine Bewertungen
- Forging MillitaryDokument39 SeitenForging MillitaryKatie RamirezNoch keine Bewertungen
- Ip PDFDokument1 SeiteIp PDFecruz_yhwhNoch keine Bewertungen
- Factors That Influence Thrust Bearing Power LossDokument8 SeitenFactors That Influence Thrust Bearing Power LossBill MurrayNoch keine Bewertungen
- Safety Excellence: Supplier Code of ConductDokument10 SeitenSafety Excellence: Supplier Code of ConductBill MurrayNoch keine Bewertungen
- Surface Preparation Standards Comparison ChartDokument2 SeitenSurface Preparation Standards Comparison ChartajuhaseenNoch keine Bewertungen
- Contents and Forward MG 1Dokument53 SeitenContents and Forward MG 1aderezoNoch keine Bewertungen
- Ansi or Nema Mg1-1998Dokument596 SeitenAnsi or Nema Mg1-1998cuervohijoguachoNoch keine Bewertungen
- WEG Synchronous Motors Pedestal Type Brushless 240E Manual EnglishDokument72 SeitenWEG Synchronous Motors Pedestal Type Brushless 240E Manual EnglishBill MurrayNoch keine Bewertungen
- Roister OLD Fashioned: Buy The BookDokument1 SeiteRoister OLD Fashioned: Buy The BookBill MurrayNoch keine Bewertungen
- Greaseless Bushing PDFDokument122 SeitenGreaseless Bushing PDFthavisiNoch keine Bewertungen
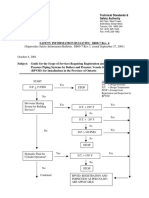
- Supersedes Safety Information Bulletin: SB00-7 Rev.3, Issued September 27, 2001Dokument3 SeitenSupersedes Safety Information Bulletin: SB00-7 Rev.3, Issued September 27, 2001Bill MurrayNoch keine Bewertungen
- GD2 CalculationDokument1 SeiteGD2 CalculationbahramhooNoch keine Bewertungen
- Assumptions of Indifference CurveDokument12 SeitenAssumptions of Indifference CurveAbhishek RavalNoch keine Bewertungen
- Stainless Steel Welding Alloys ChartDokument1 SeiteStainless Steel Welding Alloys Chartlaz_kNoch keine Bewertungen
- Audit ComplianceDokument1 SeiteAudit ComplianceAbhijit JanaNoch keine Bewertungen
- Regulation of AlternatorDokument6 SeitenRegulation of Alternatorkudupudinagesh100% (1)
- Software Engineering Poject SampleDokument15 SeitenSoftware Engineering Poject SamplemostafajoonNoch keine Bewertungen
- i-PROTECTOR SPPR Catalogue 1.0Dokument2 Seiteni-PROTECTOR SPPR Catalogue 1.0Sureddi KumarNoch keine Bewertungen
- SAP PPM 5.0 Certification Exam TopicsDokument7 SeitenSAP PPM 5.0 Certification Exam TopicsongkecanthoNoch keine Bewertungen
- PBS CCMD CVMD Administrator GuideDokument40 SeitenPBS CCMD CVMD Administrator GuidesharadcsinghNoch keine Bewertungen
- Cylindrical Plug Gage DesignsDokument3 SeitenCylindrical Plug Gage DesignskkphadnisNoch keine Bewertungen
- The Importance of Understanding A CommunityDokument23 SeitenThe Importance of Understanding A Communityra sNoch keine Bewertungen
- Universal Chargers and GaugesDokument2 SeitenUniversal Chargers and GaugesFaizal JamalNoch keine Bewertungen
- NPPD Sri LankaDokument15 SeitenNPPD Sri LankaasdasdNoch keine Bewertungen
- Research Proposal of SheepDokument37 SeitenResearch Proposal of SheepDabalo Garama67% (3)
- Exp# 1c Exec System Call Aim: CS2257 Operating System LabDokument3 SeitenExp# 1c Exec System Call Aim: CS2257 Operating System LabAbuzar ShNoch keine Bewertungen
- Jurnal Metode Pelaksanaan Top Down B.ing PDFDokument7 SeitenJurnal Metode Pelaksanaan Top Down B.ing PDFBayu SamiajiNoch keine Bewertungen
- Alvi Hanif Adil Ahmed Vveinhardt Impact of Organizational Culture On Organizational Commitment and Job Satisfaction-LibreDokument11 SeitenAlvi Hanif Adil Ahmed Vveinhardt Impact of Organizational Culture On Organizational Commitment and Job Satisfaction-LibreLeilane AlvesNoch keine Bewertungen
- Follow The Directions - GR 1 - 3 PDFDokument80 SeitenFollow The Directions - GR 1 - 3 PDFUmmiIndia100% (2)
- POOJA TRADING CO. Price List for FRP Manhole CoversDokument1 SeitePOOJA TRADING CO. Price List for FRP Manhole Coversmitesh20281Noch keine Bewertungen
- Bill of Quantity: Baner Lifespaces LLPDokument6 SeitenBill of Quantity: Baner Lifespaces LLPSales AlufacadesNoch keine Bewertungen
- Specification of PCB800099 Controller Board V1.0Dokument10 SeitenSpecification of PCB800099 Controller Board V1.0benabdullahNoch keine Bewertungen
- Assignment 5: Building More Complex Tasks: 1 BackgroundDokument3 SeitenAssignment 5: Building More Complex Tasks: 1 Backgroundt_hoffmannNoch keine Bewertungen
- Elliptical Head Design ToolDokument1 SeiteElliptical Head Design ToolssierroNoch keine Bewertungen
- Aadhaar is proof of identity, not citizenshipDokument1 SeiteAadhaar is proof of identity, not citizenshipPARTAPNoch keine Bewertungen
- Advantages and Disadvantages of EscalatorsDokument2 SeitenAdvantages and Disadvantages of EscalatorsMuhammad Nabill Jeffri100% (1)
- 38-13-10 Rev 2Dokument128 Seiten38-13-10 Rev 2Gdb HasseneNoch keine Bewertungen
- Presostatos KPI 1Dokument10 SeitenPresostatos KPI 1Gamaliel QuiñonesNoch keine Bewertungen
- Department Electrical Engineering Management IV Assignment 1 Semester 1, 2020Dokument2 SeitenDepartment Electrical Engineering Management IV Assignment 1 Semester 1, 2020samuelNoch keine Bewertungen
- Speedface-V5L (Ti) : Face & Palm Verification and Thermal Imaging Temperature Detection TerminalDokument2 SeitenSpeedface-V5L (Ti) : Face & Palm Verification and Thermal Imaging Temperature Detection TerminalardiNoch keine Bewertungen
- Organizational Change & Development - VIL2021 - 22Dokument3 SeitenOrganizational Change & Development - VIL2021 - 22Rahul TRIPATHINoch keine Bewertungen
- Noam Text ליגר טסקט םעֹנDokument20 SeitenNoam Text ליגר טסקט םעֹנGemma gladeNoch keine Bewertungen