Das könnte Ihnen auch gefallen
- 2023-Nickelplatinghandbooka5 Printablepdf PDFDokument104 Seiten2023-Nickelplatinghandbooka5 Printablepdf PDFKodagnanaso kodagNoch keine Bewertungen
- Cooper PlatingDokument12 SeitenCooper Platingmiguelin9169100% (1)
- Chrome PlatingDokument11 SeitenChrome PlatingMahesh Babu100% (1)
- AnodizingDokument9 SeitenAnodizingalphadingNoch keine Bewertungen
- 304 Chromic Acid AnodizingDokument6 Seiten304 Chromic Acid AnodizingPuguh Cahpordjo BaeNoch keine Bewertungen
- Anodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheDokument4 SeitenAnodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheShubham JainNoch keine Bewertungen
- Material Finish GuideDokument7 SeitenMaterial Finish GuideRomie CubalNoch keine Bewertungen
- Chem Processing Inc. Chem Film CapabilitiesDokument1 SeiteChem Processing Inc. Chem Film CapabilitiesShahid Ahmed.cNoch keine Bewertungen
- Chromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Dokument17 SeitenChromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Ivy LiNoch keine Bewertungen
- Mil DTL 24211CDokument8 SeitenMil DTL 24211CmurphygtNoch keine Bewertungen
- 8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationDokument8 Seiten8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationFerRazzónNoch keine Bewertungen
- ANKURDokument20 SeitenANKURDevashish JoshiNoch keine Bewertungen
- Chrome PlatingDokument14 SeitenChrome Platingsonnu151Noch keine Bewertungen
- Electroless Nickel Applications in ElectronicsDokument31 SeitenElectroless Nickel Applications in ElectronicsVasudevan Narayanan NNoch keine Bewertungen
- Mil DTF 5541fDokument12 SeitenMil DTF 5541fMarcos PerezNoch keine Bewertungen
- Black OxideDokument2 SeitenBlack OxideGerman ToledoNoch keine Bewertungen
- Modern Electroplating Fourth Edition Edited by M SDokument2 SeitenModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Anodizing Basics: Mechanical & Chemical Surface TreatmentsDokument4 SeitenAnodizing Basics: Mechanical & Chemical Surface TreatmentsSporkx100% (1)
- NASA Plating PaperDokument142 SeitenNASA Plating PaperRussell ShacklefordNoch keine Bewertungen
- Hard Chrome PlatingDokument2 SeitenHard Chrome PlatingGuru SamyNoch keine Bewertungen
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDokument4 SeitenATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Electroplating:: How Electroplating Is DoneDokument4 SeitenElectroplating:: How Electroplating Is DoneRakshaMahaNoch keine Bewertungen
- Technical Data Sheet: Trichrome HB 1700 TDokument3 SeitenTechnical Data Sheet: Trichrome HB 1700 TLuuThiThuyDuong100% (1)
- Astm B555-86 (2018)Dokument5 SeitenAstm B555-86 (2018)Reshan Viduranga100% (1)
- Astm b650 Proceso de PlatingDokument5 SeitenAstm b650 Proceso de PlatingALEXANDRA TALAMANTESNoch keine Bewertungen
- Blackening Processes For ZincDokument13 SeitenBlackening Processes For Zincvasudev_nNoch keine Bewertungen
- Zinc PlatingDokument3 SeitenZinc Platingjavier.garcia6281Noch keine Bewertungen
- Electropolishing WorkbookDokument16 SeitenElectropolishing WorkbookAhmet BozgeyikNoch keine Bewertungen
- GMW14668Dokument20 SeitenGMW14668Carlos LanzillottoNoch keine Bewertungen
- Anodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersDokument25 SeitenAnodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersshrikantbagalNoch keine Bewertungen
- Chromic Acid Lanxess-MSDS PDFDokument10 SeitenChromic Acid Lanxess-MSDS PDFyuk ming wongNoch keine Bewertungen
- Boronizing AVIONDokument37 SeitenBoronizing AVIONManwi Khandelwal100% (1)
- International Designations and Chemical Composition Limits For Aluminum HardenersDokument23 SeitenInternational Designations and Chemical Composition Limits For Aluminum HardenersEko PrasetyoNoch keine Bewertungen
- Data Sheet AluminaDokument10 SeitenData Sheet AluminaXin EnNoch keine Bewertungen
- Anodizing AluminumDokument7 SeitenAnodizing AluminumyunitaparerNoch keine Bewertungen
- Phosphate Conversion CoatingDokument2 SeitenPhosphate Conversion Coatingeng suraNoch keine Bewertungen
- DacrometDokument6 SeitenDacrometdavideNoch keine Bewertungen
- Diy Hard Anodizing Chemicals KitDokument7 SeitenDiy Hard Anodizing Chemicals KitOtter1z100% (1)
- 03-02 Metal CleaningDokument62 Seiten03-02 Metal Cleaningbharathi_pm100% (2)
- Mil PRF 46010HDokument17 SeitenMil PRF 46010HGoogle UserNoch keine Bewertungen
- HR S 50 B (Bright Nickel Bath)Dokument8 SeitenHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiNoch keine Bewertungen
- Advances in Surface Treatments: Technology — Applications — EffectsVon EverandAdvances in Surface Treatments: Technology — Applications — EffectsNoch keine Bewertungen
- Zylite Stabilizer Ds v05Dokument5 SeitenZylite Stabilizer Ds v05Santiago TuestaNoch keine Bewertungen
- Zinc and Zinc Alloy Plating: Bach. of Eng. E-46800 Xativa (Spain)Dokument30 SeitenZinc and Zinc Alloy Plating: Bach. of Eng. E-46800 Xativa (Spain)Hari SuthanNoch keine Bewertungen
- Electrodeposition of Coatings, Part V: Surface Defects: Oatings LinicDokument1 SeiteElectrodeposition of Coatings, Part V: Surface Defects: Oatings LinicMaddyNoch keine Bewertungen
- Electroplating and Electroless Plating Corrosion EngineeringDokument10 SeitenElectroplating and Electroless Plating Corrosion Engineeringmm11_nedNoch keine Bewertungen
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingVon EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNoch keine Bewertungen
- Black PassivationDokument12 SeitenBlack PassivationZineb100% (1)
- Decorative Chromium PlatingDokument8 SeitenDecorative Chromium Platingcauthon82Noch keine Bewertungen
- Acid Zinc 2Dokument6 SeitenAcid Zinc 2Muhammad SaqibNoch keine Bewertungen
- PVD Coatings PDFDokument18 SeitenPVD Coatings PDFetamil87Noch keine Bewertungen
- Chromate Conversion Coatings and Their Current AppDokument5 SeitenChromate Conversion Coatings and Their Current AppDeni HermawanNoch keine Bewertungen
- Anodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesVon EverandAnodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesBewertung: 5 von 5 Sternen5/5 (1)
- High Performance Thermoplastic Resins and Their CompositesVon EverandHigh Performance Thermoplastic Resins and Their CompositesNoch keine Bewertungen
- Principles of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyVon EverandPrinciples of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyNoch keine Bewertungen
- Analysis of Organoaluminium and Organozinc Compounds: International Series of Monographs in Analytical ChemistryVon EverandAnalysis of Organoaluminium and Organozinc Compounds: International Series of Monographs in Analytical ChemistryNoch keine Bewertungen
- Aluminum-Lithium Alloys: Processing, Properties, and ApplicationsVon EverandAluminum-Lithium Alloys: Processing, Properties, and ApplicationsNoch keine Bewertungen
- Case HardeningDokument84 SeitenCase HardeningMduduzi Magiva Mahlangu100% (1)
- Carburizing: AbstractDokument6 SeitenCarburizing: Abstractshofira zuhrahNoch keine Bewertungen
- Api 571 QA R1 15.08.18Dokument22 SeitenApi 571 QA R1 15.08.18Shrikant Moje100% (1)
- WELD HISTORY SHEETDokument28 SeitenWELD HISTORY SHEETShrikant Moje100% (1)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDokument23 SeitenICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNoch keine Bewertungen
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDokument23 SeitenICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNoch keine Bewertungen
- Rajasthan Tour 9n10dDokument2 SeitenRajasthan Tour 9n10dShrikant MojeNoch keine Bewertungen
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDokument23 SeitenICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeNoch keine Bewertungen
- Electrode PDFDokument32 SeitenElectrode PDFShrikant MojeNoch keine Bewertungen
- API 571 IndexDokument6 SeitenAPI 571 IndexShrikant Moje100% (1)
- API 571 IndexDokument6 SeitenAPI 571 IndexShrikant Moje100% (1)
- World Pipelines June 2007 - Integrity ManagementDokument55 SeitenWorld Pipelines June 2007 - Integrity ManagementShrikant MojeNoch keine Bewertungen
- Api 571 HNDokument1 SeiteApi 571 HNShrikant MojeNoch keine Bewertungen
- Welding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKDokument19 SeitenWelding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKSanthosh Kumar100% (1)
- API 571 IndexDokument6 SeitenAPI 571 IndexShrikant Moje100% (1)
- Key Concepts 2 Heat InputDokument4 SeitenKey Concepts 2 Heat InputBama RamachandranNoch keine Bewertungen
- Fabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratDokument51 SeitenFabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratShrikant MojeNoch keine Bewertungen
- Manufacturing ProcessesDokument477 SeitenManufacturing ProcessesVinod89% (19)
- Welding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKDokument19 SeitenWelding With METRODE Gas Shielded FCW'S: Metrode Products Limited Hanworth Lane Chertsey, Surrey, KT16 9LL UKSanthosh Kumar100% (1)
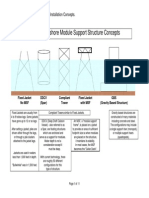
- 6.offshore ConceptsDokument0 Seiten6.offshore Conceptshaidar1992Noch keine Bewertungen
- Piping DesignDokument8 SeitenPiping Designswabha102Noch keine Bewertungen
- Interpass Temperature WeldingDokument2 SeitenInterpass Temperature Weldinghareesh13h100% (1)
- Key Concepts 2 Heat InputDokument4 SeitenKey Concepts 2 Heat InputBama RamachandranNoch keine Bewertungen
- Duplex MetrodeDokument16 SeitenDuplex MetrodeShrikant MojeNoch keine Bewertungen
- Manufacturing ProcessesDokument477 SeitenManufacturing ProcessesVinod89% (19)
- World Pipelines June 2007 - Integrity Management PDFDokument6 SeitenWorld Pipelines June 2007 - Integrity Management PDFShrikant MojeNoch keine Bewertungen
- Piping Surges PDFDokument14 SeitenPiping Surges PDFiboNoch keine Bewertungen
- Welding ProcessesDokument78 SeitenWelding ProcessesShrikant MojeNoch keine Bewertungen
- Key Concepts 2 Heat InputDokument4 SeitenKey Concepts 2 Heat InputBama RamachandranNoch keine Bewertungen
- Ductile Iron Pipe Methods of DesignDokument22 SeitenDuctile Iron Pipe Methods of DesignShrikant MojeNoch keine Bewertungen
- ASME P-Numbers PDFDokument2 SeitenASME P-Numbers PDFShrikant Moje100% (1)
- Welding Consumanle SelectionDokument85 SeitenWelding Consumanle SelectionShrikant MojeNoch keine Bewertungen
- LV04 - Vehicle Construction - Issue 1 PDFDokument45 SeitenLV04 - Vehicle Construction - Issue 1 PDFalaNoch keine Bewertungen
- Structural Materials: Harvinder SinghDokument273 SeitenStructural Materials: Harvinder Singhlindasant8100% (1)
- Control of Corrosion and ScalingDokument63 SeitenControl of Corrosion and ScalingTalang AkarNoch keine Bewertungen
- ParacelsusDokument420 SeitenParacelsusmassimo100% (12)
- 2 Aluminium Fusion Welding 2015Dokument21 Seiten2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- Titanium and Titanium AlloysDokument30 SeitenTitanium and Titanium AlloysAngelNoch keine Bewertungen
- h2082 UltimetDokument20 Seitenh2082 UltimetdrbeyerNoch keine Bewertungen
- Advantages and Limitations of Composites MaterialsDokument6 SeitenAdvantages and Limitations of Composites MaterialsElakkiya Karthic100% (3)
- ONGC Paper On Lean DSSDokument6 SeitenONGC Paper On Lean DSSharan2000Noch keine Bewertungen
- Materials 3 2 1 PDFDokument8 SeitenMaterials 3 2 1 PDFAmaliNoch keine Bewertungen
- Corrosion NotesDokument18 SeitenCorrosion NotesSam UelNoch keine Bewertungen
- D and F Block ElementsDokument8 SeitenD and F Block ElementsAbhishek SharmaNoch keine Bewertungen
- 65 PDFDokument218 Seiten65 PDFOumaima BdzNoch keine Bewertungen
- Microsoft Word - Updated B.tech 3rd & 4th Sem Structure & Syllabus JUT, RanchiDokument35 SeitenMicrosoft Word - Updated B.tech 3rd & 4th Sem Structure & Syllabus JUT, RanchiSugan Abhishek MunduNoch keine Bewertungen
- Assignment Corrosion RustingDokument5 SeitenAssignment Corrosion RustingADEBISI JELEEL ADEKUNLE100% (1)
- 2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea PlantsDokument11 Seiten2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea Plantsrj13103100% (1)
- Earth Science Week 4 PDFDokument18 SeitenEarth Science Week 4 PDFAniahsNelet100% (2)
- Mil STD 2073 1d (Appendix A)Dokument32 SeitenMil STD 2073 1d (Appendix A)mtcengineeringNoch keine Bewertungen
- TRANSITION ELEMENTS (D-Block Elements)Dokument2 SeitenTRANSITION ELEMENTS (D-Block Elements)Manoj YadavNoch keine Bewertungen
- Applied Chemistry-IDokument16 SeitenApplied Chemistry-Islm.sbipNoch keine Bewertungen
- 9000plus LPR Corrosion Instrument ManualDokument29 Seiten9000plus LPR Corrosion Instrument ManualBEMA24DF13755Noch keine Bewertungen
- Separating The Six Platinum MetalsDokument9 SeitenSeparating The Six Platinum MetalsAFLAC ............100% (1)
- B.ed SyllabusDokument56 SeitenB.ed Syllabusavid2chatNoch keine Bewertungen
- Chapter 9 - Metal Extraction and The Reactivity SeriesDokument30 SeitenChapter 9 - Metal Extraction and The Reactivity SeriesBiologyNoch keine Bewertungen
- Group 1-ADokument14 SeitenGroup 1-AShivam GuptaNoch keine Bewertungen
- SPDG + BridgeCor 2013Dokument118 SeitenSPDG + BridgeCor 2013Marlongua100% (1)
- Sims 1969Dokument16 SeitenSims 1969Brrr BrrrNoch keine Bewertungen
- Question Papers Metallurgy and Material Science Jntu Previous YearsDokument9 SeitenQuestion Papers Metallurgy and Material Science Jntu Previous YearsAtul GaurNoch keine Bewertungen
- IV.1.32.01 3M Novec-12230Dokument2 SeitenIV.1.32.01 3M Novec-12230Nestor RodriguezNoch keine Bewertungen
- Chapter 1 Structure and Properties of Metals and Alloys 1995 Studies in Surface Science and CatalysisDokument66 SeitenChapter 1 Structure and Properties of Metals and Alloys 1995 Studies in Surface Science and CatalysisHenrique SouzaNoch keine Bewertungen