Das könnte Ihnen auch gefallen
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreVon EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Ball Traction Drive - FinalDokument46 SeitenBall Traction Drive - FinalTejas Shete0% (1)
- Bhs PDF en RDVDokument10 SeitenBhs PDF en RDVolgiertNoch keine Bewertungen
- Astm D6519 - 08Dokument7 SeitenAstm D6519 - 08Black GokuNoch keine Bewertungen
- Curriculum For Certificate in Cotton Ginning: (6-Months)Dokument31 SeitenCurriculum For Certificate in Cotton Ginning: (6-Months)Temesgen RegassaNoch keine Bewertungen
- CH 2 3 4 Manufacturing Engineering IIDokument75 SeitenCH 2 3 4 Manufacturing Engineering IITemesgen ErenaNoch keine Bewertungen
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDokument16 SeitenGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurkdsahooNoch keine Bewertungen
- 06 Gear Changing of Center LatheDokument4 Seiten06 Gear Changing of Center Lathekabbirhossain100% (1)
- Unit Iii Other Machine ToolsDokument41 SeitenUnit Iii Other Machine Toolsrkscad11Noch keine Bewertungen
- 20 Shaping, Planing and Slotting Machines.Dokument16 Seiten20 Shaping, Planing and Slotting Machines.PRASAD326100% (2)
- Automatic Changeover Thrufeed Centerless Grinder MSL-600 Model and MFC-600 ModelDokument1 SeiteAutomatic Changeover Thrufeed Centerless Grinder MSL-600 Model and MFC-600 ModelNatKThNoch keine Bewertungen
- 18 Kinematic System and Operations of Drilling MachinesDokument16 Seiten18 Kinematic System and Operations of Drilling MachinesPRASAD326100% (4)
- Drilling MachineDokument28 SeitenDrilling Machineultimatestar1571Noch keine Bewertungen
- Machine Tools (Workshop Technology) PDFDokument11 SeitenMachine Tools (Workshop Technology) PDFvenkateshyadav2116100% (1)
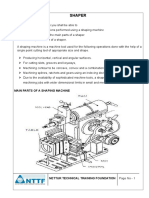
- Man Pro Lab Exp No. 7 Working Principle of A Shaper MachineDokument8 SeitenMan Pro Lab Exp No. 7 Working Principle of A Shaper Machinefotick100% (1)
- AcknowledgementsDokument55 SeitenAcknowledgementsFARAZ NOORNoch keine Bewertungen
- Portable Drilling MachineDokument34 SeitenPortable Drilling Machinechandrajanani05Noch keine Bewertungen
- Rotary TableDokument5 SeitenRotary TableMuditha DassanayakeNoch keine Bewertungen
- MillingDokument54 SeitenMillingVickyVenkataramanNoch keine Bewertungen
- Untitled DocumentDokument2 SeitenUntitled DocumentSolo the EngineerNoch keine Bewertungen
- 650Dokument25 Seiten650Eldori1988Noch keine Bewertungen
- Dual Acting ShaperDokument30 SeitenDual Acting ShaperAbhijeet NaikNoch keine Bewertungen
- Working Principle of ShaperDokument9 SeitenWorking Principle of ShaperSamir BoseNoch keine Bewertungen
- Transfer Devices and Feeders: Industrial AutomationDokument18 SeitenTransfer Devices and Feeders: Industrial Automationdeepakeme60Noch keine Bewertungen
- Shaper SlottingDokument34 SeitenShaper SlottingAamer MohammedNoch keine Bewertungen
- Chapter 7 Shaper Operation-1Dokument22 SeitenChapter 7 Shaper Operation-1علاءإدريسNoch keine Bewertungen
- Pros Man II Handout 02 Turning 1Dokument41 SeitenPros Man II Handout 02 Turning 1Andriono SlametNoch keine Bewertungen
- Lecture 2-3 Machine Tools Drive SystemsDokument86 SeitenLecture 2-3 Machine Tools Drive SystemsSoad SolaimanNoch keine Bewertungen
- Machine Tool Feed DrivesDokument18 SeitenMachine Tool Feed DrivesDoris ParaschivNoch keine Bewertungen
- Asses 2Dokument77 SeitenAsses 2raghulNoch keine Bewertungen
- Project PPT-2Dokument43 SeitenProject PPT-2vennasrinivasrao4Noch keine Bewertungen
- Classification of Machine ToolsDokument7 SeitenClassification of Machine ToolsglisoNoch keine Bewertungen
- Kom Mte ReportDokument13 SeitenKom Mte ReportNamanNoch keine Bewertungen
- Chapter 4 LatheDokument10 SeitenChapter 4 LatheDipayan DasNoch keine Bewertungen
- Apron Feeder ManualDokument10 SeitenApron Feeder Manual7atemmohNoch keine Bewertungen
- Shaper Planer N SlotterDokument23 SeitenShaper Planer N SlotterAtif WahidNoch keine Bewertungen
- Non-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationDokument12 SeitenNon-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationAli RayyaNoch keine Bewertungen
- Milling Machine Operations: Subcours E Editio N OD1644 8Dokument46 SeitenMilling Machine Operations: Subcours E Editio N OD1644 8deepak100% (1)
- M19 LatheDokument36 SeitenM19 LatheVinay Kumar Neelam100% (1)
- 03 ME 205 Workshop Practice L3Dokument19 Seiten03 ME 205 Workshop Practice L3Shweta raiNoch keine Bewertungen
- ShapingDokument25 SeitenShapingvinayakNoch keine Bewertungen
- Module 2Dokument10 SeitenModule 2Shamanth M BabuNoch keine Bewertungen
- Automatic Bar Feeding Mechanism For Pipe Cutting Machine: 1.1 Full Automation 1.2 Semi AutomationDokument12 SeitenAutomatic Bar Feeding Mechanism For Pipe Cutting Machine: 1.1 Full Automation 1.2 Semi AutomationHarshal PatilNoch keine Bewertungen
- Indegeous Bowling MachineDokument5 SeitenIndegeous Bowling MachinelingeshmechNoch keine Bewertungen
- Vertical Turret Lathe & Horizontal Boring MillDokument12 SeitenVertical Turret Lathe & Horizontal Boring MillALLEN FRANCISNoch keine Bewertungen
- CemengPSRG Grinding MillsDokument4 SeitenCemengPSRG Grinding MillsJason GarzaNoch keine Bewertungen
- 4-Shaper, Planer & SlotterDokument43 Seiten4-Shaper, Planer & SlotterkaushiksoniNoch keine Bewertungen
- 1 s2.0 S0307904X1300379X MainDokument10 Seiten1 s2.0 S0307904X1300379X MainPradita FirmansyahNoch keine Bewertungen
- Shaper: Al Qadissiya University College of Engineering Mechanical DepartmentDokument12 SeitenShaper: Al Qadissiya University College of Engineering Mechanical DepartmentmahaNoch keine Bewertungen
- MP-Term Work Part - 1Dokument20 SeitenMP-Term Work Part - 1Dhruv DesaiNoch keine Bewertungen
- Coal Cutting MachineDokument62 SeitenCoal Cutting MachineSaiNoch keine Bewertungen
- Tuerich PDFDokument9 SeitenTuerich PDFarda akkayaNoch keine Bewertungen
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheVon EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Von EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Noch keine Bewertungen
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- Energy-saving Principles and Technologies for Induction MotorsVon EverandEnergy-saving Principles and Technologies for Induction MotorsNoch keine Bewertungen
- The Operation, Care, and Repair of Farm MachineryVon EverandThe Operation, Care, and Repair of Farm MachineryBewertung: 5 von 5 Sternen5/5 (1)
- Mungo Product CatalogueDokument221 SeitenMungo Product CatalogueAthumiz50% (2)
- Cordless Drill 20 V Pabsp 20-Li B2Dokument135 SeitenCordless Drill 20 V Pabsp 20-Li B2Ivan GrozniNoch keine Bewertungen
- 2019 Company Profile Ad Pearl Resources 2019Dokument46 Seiten2019 Company Profile Ad Pearl Resources 2019adpearl resourcesNoch keine Bewertungen
- Manual de Uso y Mantenimiento Hncadora MZ4603Dokument36 SeitenManual de Uso y Mantenimiento Hncadora MZ4603ACREDITADORA CONSORCIOMYTNoch keine Bewertungen
- 814649-1 09 RUKO Core Drilling Machines enDokument50 Seiten814649-1 09 RUKO Core Drilling Machines enBogdan AndreiNoch keine Bewertungen
- Coherent Automated Tube Processing Machine Consolidates Device Welding Marking AppDokument1 SeiteCoherent Automated Tube Processing Machine Consolidates Device Welding Marking AppS TNoch keine Bewertungen
- Coimbatore Institute of Technology: Drilling MachineDokument17 SeitenCoimbatore Institute of Technology: Drilling MachineDiyanesh MNoch keine Bewertungen
- Work Procedure For CCB Installation of Raised Floor 2Dokument13 SeitenWork Procedure For CCB Installation of Raised Floor 2ResearcherNoch keine Bewertungen
- BHNK Drill Pipe CatalogDokument12 SeitenBHNK Drill Pipe CatalogivertianNoch keine Bewertungen
- Mold Tooling Design CatiaDokument163 SeitenMold Tooling Design CatiacarlogsNoch keine Bewertungen
- Black&Decker Cd12c Typ 2 ManualDokument12 SeitenBlack&Decker Cd12c Typ 2 ManualIvan PerićNoch keine Bewertungen
- 2.especificaciones DL210-5Dokument4 Seiten2.especificaciones DL210-5Cristian SepulvedaNoch keine Bewertungen
- DE Module 3Dokument40 SeitenDE Module 3AVERAGENoch keine Bewertungen
- Optimization of Material Removal Rate in CNC Drilling of Aa6063 Using Taguchi MethodDokument3 SeitenOptimization of Material Removal Rate in CNC Drilling of Aa6063 Using Taguchi MethodIJORATNoch keine Bewertungen
- Powerbit Underground Sales BrochureDokument16 SeitenPowerbit Underground Sales BrochureŞevval ÖztürkNoch keine Bewertungen
- Versachassis - 2 Traction and 2 Omni: Sheet 1 of 14Dokument14 SeitenVersachassis - 2 Traction and 2 Omni: Sheet 1 of 14Marcelo OrtizNoch keine Bewertungen
- List of Equipments & Diesel Consumption (Liters)Dokument61 SeitenList of Equipments & Diesel Consumption (Liters)smart_onyx17Noch keine Bewertungen
- Rock Core Drilling and Sampling of Rock For Site ExplorationDokument20 SeitenRock Core Drilling and Sampling of Rock For Site Explorationeduardo bonillaNoch keine Bewertungen
- 1T Per Hour Sesame Seed Cleaning PlantDokument14 Seiten1T Per Hour Sesame Seed Cleaning PlantDidier SanonNoch keine Bewertungen
- Ibong Tiririt MDSP 4Dokument14 SeitenIbong Tiririt MDSP 4Columbo ArcenaNoch keine Bewertungen
- Milwaukee Power Tool Catalogue 2021Dokument112 SeitenMilwaukee Power Tool Catalogue 2021Jose Carlos SoaresNoch keine Bewertungen
- Washover ToolsDokument3 SeitenWashover ToolsIzzat RawaidaNoch keine Bewertungen
- Workshop Practice Series - BooksDokument8 SeitenWorkshop Practice Series - Bookscatapix100% (5)
- Specifications of Rig EFADCODokument79 SeitenSpecifications of Rig EFADCOMohamed Abozeima100% (2)
- Trispiral XT39Dokument1 SeiteTrispiral XT39Cerón Niño SantiagoNoch keine Bewertungen
- Ripcords Tennis Ball TrebuchetDokument0 SeitenRipcords Tennis Ball TrebuchetEduardo HirtNoch keine Bewertungen
- Katalog Produk DormerDokument10 SeitenKatalog Produk Dormernanang arifNoch keine Bewertungen
- Steel BridgeDokument9 SeitenSteel BridgeM PankajNoch keine Bewertungen