Das könnte Ihnen auch gefallen
- ST 18Dokument2 SeitenST 18KawadasanNoch keine Bewertungen
- Porsche Engineering: Thermal ManagementDokument46 SeitenPorsche Engineering: Thermal ManagementKawadasanNoch keine Bewertungen
- BMW TPM TrainingDokument68 SeitenBMW TPM TrainingKawadasanNoch keine Bewertungen
- 2012 02 Brady 5S HandBookDokument23 Seiten2012 02 Brady 5S HandBookAlexandruNoch keine Bewertungen
- Apqp Training JLRDokument79 SeitenApqp Training JLRKawadasan100% (1)
- IAIDO TermsDokument2 SeitenIAIDO TermsKawadasanNoch keine Bewertungen
- Value Stream MappingDokument296 SeitenValue Stream MappingKawadasan100% (9)
- Drill Deep 2011 - 3d-5whyDokument42 SeitenDrill Deep 2011 - 3d-5whyKawadasanNoch keine Bewertungen
- NISSAN Quality ManagementDokument40 SeitenNISSAN Quality ManagementKawadasanNoch keine Bewertungen
- IQ FMEA TrainingDokument7 SeitenIQ FMEA TrainingKawadasanNoch keine Bewertungen
- Toyota Tps 5sDokument36 SeitenToyota Tps 5sKawadasan100% (1)
- Altuglas Injection - Moulding ResinsDokument40 SeitenAltuglas Injection - Moulding ResinsKawadasanNoch keine Bewertungen
- Hunter Lab Presents PDFDokument124 SeitenHunter Lab Presents PDFHaco Chinedu ObasiNoch keine Bewertungen
- DOE Taguchi Basic Manual1Dokument121 SeitenDOE Taguchi Basic Manual1alikhan_nazeer80100% (6)
- Faurecia Supplier Requirements ManualDokument39 SeitenFaurecia Supplier Requirements ManualJuan Egara100% (1)
- Fuel Cell System DesignDokument57 SeitenFuel Cell System DesignKawadasanNoch keine Bewertungen
- Chapter 13. Material Handling SystemsDokument39 SeitenChapter 13. Material Handling SystemsKawadasanNoch keine Bewertungen
- Trusted Provider of Innovative SolutionsDokument4 SeitenTrusted Provider of Innovative SolutionsKawadasanNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 2.05 CTQC DetailsDokument3 Seiten2.05 CTQC DetailsJawaid IqbalNoch keine Bewertungen
- Aon Corp Identity Standards-RevDec2004Dokument22 SeitenAon Corp Identity Standards-RevDec2004ChiTownITNoch keine Bewertungen
- Account Statement: 01960040014451 New Delhi - South ExtensionDokument3 SeitenAccount Statement: 01960040014451 New Delhi - South ExtensionDineshSharmaNoch keine Bewertungen
- Interoffice Legal MemoDokument8 SeitenInteroffice Legal MemoArvin Antonio Ortiz100% (1)
- Pending Points To Be DiscussedDokument6 SeitenPending Points To Be DiscussedGaurav ModiNoch keine Bewertungen
- United States Court of Appeals For The Second CircuitDokument19 SeitenUnited States Court of Appeals For The Second CircuitScribd Government DocsNoch keine Bewertungen
- Study Online,: Graduate On CampusDokument28 SeitenStudy Online,: Graduate On CampusattackcairoNoch keine Bewertungen
- AuditingDokument51 SeitenAuditingGolamSarwarNoch keine Bewertungen
- Aula - Simple Past, Formas Afirmativa, Negativa e Interrogativa Parte IDokument16 SeitenAula - Simple Past, Formas Afirmativa, Negativa e Interrogativa Parte IfelippeavlisNoch keine Bewertungen
- True-False Perfect CompetitionTrue-false Perfect CompetitionDokument37 SeitenTrue-False Perfect CompetitionTrue-false Perfect CompetitionVlad Guzunov50% (2)
- SAP FI Sensitive T Codes List: General LedgerDokument5 SeitenSAP FI Sensitive T Codes List: General Ledgerprakash_kumNoch keine Bewertungen
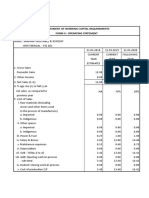
- Assessment of Working Capital Requirements Form Ii: Operating StatementDokument12 SeitenAssessment of Working Capital Requirements Form Ii: Operating StatementMD.SAFIKUL MONDALNoch keine Bewertungen
- Keeping Information Safe: Privacy and Security Issues: Intellectual Property SocietyDokument15 SeitenKeeping Information Safe: Privacy and Security Issues: Intellectual Property SocietyipspatNoch keine Bewertungen
- Retail BankingDokument11 SeitenRetail Banking8095844822Noch keine Bewertungen
- TR FormsDokument105 SeitenTR FormsDebashis Chakraborty100% (1)
- A Project Report ON A Study of Promotion Strategy and Customer Perception of MC Donalds in IndiaDokument18 SeitenA Project Report ON A Study of Promotion Strategy and Customer Perception of MC Donalds in IndiaShailav SahNoch keine Bewertungen
- BSI Cascading Balanced Scorecard and Strategy MapDokument2 SeitenBSI Cascading Balanced Scorecard and Strategy MapWellington MartilloNoch keine Bewertungen
- Niche Marketing:: Where Quality Is Better Than QuantityDokument7 SeitenNiche Marketing:: Where Quality Is Better Than QuantityAkshay singhNoch keine Bewertungen
- Solucionario Curso de Extension 2010 bcrp-2Dokument22 SeitenSolucionario Curso de Extension 2010 bcrp-2guanabanNoch keine Bewertungen
- Republic Act No. 11057Dokument9 SeitenRepublic Act No. 11057FCNoch keine Bewertungen
- Activity 2 Lesson 1 - Operations and Productivity AssessmentDokument3 SeitenActivity 2 Lesson 1 - Operations and Productivity AssessmentGianne Ruth MabaoNoch keine Bewertungen
- C&M Partners Co. Profile As of JAN 2011Dokument33 SeitenC&M Partners Co. Profile As of JAN 2011joseph_oseoNoch keine Bewertungen
- Cityam 2011-09-19Dokument36 SeitenCityam 2011-09-19City A.M.Noch keine Bewertungen
- Selling Skills andDokument69 SeitenSelling Skills andDarshan GowdaNoch keine Bewertungen
- The Ideal Essay ST Vs PLTDokument1 SeiteThe Ideal Essay ST Vs PLTAlisha HoseinNoch keine Bewertungen
- Session 7 Organization Size, Life Cycle, and DeclineDokument45 SeitenSession 7 Organization Size, Life Cycle, and DeclineHameer Saghar SaméjoNoch keine Bewertungen
- Mrs Fields CookiesDokument12 SeitenMrs Fields CookiesAditya Maheshwari100% (2)
- Erp Vendor Directory v4 0Dokument118 SeitenErp Vendor Directory v4 0Melina MelinaNoch keine Bewertungen
- Literature ReviewDokument6 SeitenLiterature Reviewanon_230550501Noch keine Bewertungen
- Scheme of WorkDokument45 SeitenScheme of WorkZubair BaigNoch keine Bewertungen