Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Bearing in Vibrating ScreensDokument38 SeitenBearing in Vibrating ScreensLuisSilva100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Acceptance For Phased Array InspectionDokument6 SeitenAcceptance For Phased Array InspectionLuisSilva100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- 2130 - Advanced Fast Balance - 97059 - 1CD PDFDokument432 Seiten2130 - Advanced Fast Balance - 97059 - 1CD PDFLuisSilva100% (1)
- SKF Bearings With Solid OilDokument8 SeitenSKF Bearings With Solid OilLuisSilvaNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Catalogo SKF FX Keyless Bushings PDFDokument32 SeitenCatalogo SKF FX Keyless Bushings PDFAndres Edmundo Mercado SolizNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- SRB BlindadosDokument28 SeitenSRB BlindadosLuisSilvaNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- YbearingsDokument227 SeitenYbearingsmasmuinNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- 04 Vibracon®Dokument2 Seiten04 Vibracon®LuisSilvaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Belt Frequency Meter ManualDokument28 SeitenBelt Frequency Meter ManualLuisSilvaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Technical Spec - Final PDFDokument13 SeitenTechnical Spec - Final PDFLuisSilvaNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Selection of Vibracon SM Element For (Marine) Gearboxes: Please Insert Data Into Coloured CellsDokument1 SeiteSelection of Vibracon SM Element For (Marine) Gearboxes: Please Insert Data Into Coloured CellsLuisSilvaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- SKF Bearings With Solid Oil - The Third Lubrication ChoiceDokument8 SeitenSKF Bearings With Solid Oil - The Third Lubrication ChoiceLuisSilvaNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- 6897 enDokument72 Seiten6897 enLuisSilvaNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Selection of Vibracon SM Element For Generators/E-motors/Pumps/CompDokument1 SeiteSelection of Vibracon SM Element For Generators/E-motors/Pumps/CompLuisSilvaNoch keine Bewertungen
- 02 How To Order Vibracon® ChocksDokument16 Seiten02 How To Order Vibracon® ChocksLuisSilvaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Alignment, Mounting & Engineering ServicesDokument4 SeitenAlignment, Mounting & Engineering ServicesLuisSilvaNoch keine Bewertungen
- Service For IndustryDokument2 SeitenService For IndustryLuisSilvaNoch keine Bewertungen
- Vibracon Frequently Asked Questions: An SKF Group CompanyDokument16 SeitenVibracon Frequently Asked Questions: An SKF Group CompanyLuisSilvaNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- CM3151 en Accelerometers As Assets in SKF @ptitude AnalystDokument8 SeitenCM3151 en Accelerometers As Assets in SKF @ptitude AnalystLuisSilvaNoch keine Bewertungen
- CM3152 en SKF Idler Sound MonitorDokument4 SeitenCM3152 en SKF Idler Sound MonitorLuisSilvaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
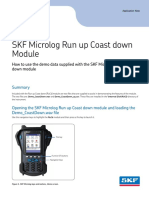
- CM3149 en Run Up Coast Down Module-How To UseDokument8 SeitenCM3149 en Run Up Coast Down Module-How To UseLuisSilvaNoch keine Bewertungen
- ME Elec 311-Industrial Refrigeration and Air Con DesignDokument2 SeitenME Elec 311-Industrial Refrigeration and Air Con DesignOrley G FadriquelNoch keine Bewertungen
- Aramco Piping QuestionsDokument6 SeitenAramco Piping Questionschandu666creator88% (8)
- Koko Refrigerant Piping Sizing GuideDokument9 SeitenKoko Refrigerant Piping Sizing Guidedokundot0% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Camozzi Series 9 ISO5599-1 ValvesDokument8 SeitenCamozzi Series 9 ISO5599-1 ValvesAndrew Newham (AK Valves Limited)Noch keine Bewertungen
- Leser EngineeringDokument439 SeitenLeser EngineeringeimrehNoch keine Bewertungen
- PtrE 521 - Lecture 3 - Other Artificial Lift TechnologiesDokument144 SeitenPtrE 521 - Lecture 3 - Other Artificial Lift TechnologiesGhoulemEllah Haithem IfreneNoch keine Bewertungen
- Pelton Wheel DetailsDokument4 SeitenPelton Wheel DetailsmsalilNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- 2016CompositeList Web 105Dokument1 Seite2016CompositeList Web 105AnuranjanNoch keine Bewertungen
- Tuboquip ComparaisonDokument8 SeitenTuboquip Comparaisongrincheu70Noch keine Bewertungen
- Mouvex Sls Series Flyer UsDokument2 SeitenMouvex Sls Series Flyer UsrasottoNoch keine Bewertungen
- Modifications On Brayton CyclesDokument42 SeitenModifications On Brayton CyclesMohamed KhaledNoch keine Bewertungen
- Flowserve CV Tables PDFDokument36 SeitenFlowserve CV Tables PDFdigecaNoch keine Bewertungen
- "AR" Series Variable Displacement Piston PumpsDokument10 Seiten"AR" Series Variable Displacement Piston PumpsArvinder SinghNoch keine Bewertungen
- Cat4 EnglishDokument206 SeitenCat4 Englishحاتم الشمرانيNoch keine Bewertungen
- Convection Heat Transfer (Chapter 6)Dokument25 SeitenConvection Heat Transfer (Chapter 6)Ahmad Aiman ZaharinNoch keine Bewertungen
- Pressure Reducing: Model 129FcDokument6 SeitenPressure Reducing: Model 129Fcjames alfarasNoch keine Bewertungen
- 201103031352050.wiring Instructions 4121Dokument2 Seiten201103031352050.wiring Instructions 4121SnrNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ADSSCDokument2 SeitenADSSCzfrlNoch keine Bewertungen
- StandardsDokument6 SeitenStandardsArshad AhmedNoch keine Bewertungen
- Cameron Fully Welded Ball Valves PDFDokument36 SeitenCameron Fully Welded Ball Valves PDFCARLOSNoch keine Bewertungen
- Up1014a06 1Dokument1 SeiteUp1014a06 1MARTIN GONZALEZNoch keine Bewertungen
- (R.K. Bansal) A Textbook of Fluid MechanicsDokument578 Seiten(R.K. Bansal) A Textbook of Fluid MechanicsDr. Chandan Sharma85% (13)
- LNG Piping Material SpecificationDokument30 SeitenLNG Piping Material SpecificationRafael ZamoranoNoch keine Bewertungen
- Unit 4 - First Law Sample Problem (11-15)Dokument6 SeitenUnit 4 - First Law Sample Problem (11-15)Rey Anthony ZaragosaNoch keine Bewertungen
- Ink PumpDokument36 SeitenInk PumpMuhamad HamzahNoch keine Bewertungen
- Chapter 11Dokument3 SeitenChapter 11Jeric RavenoNoch keine Bewertungen
- Turb Follow BLR BLR Follow Turb ModeDokument2 SeitenTurb Follow BLR BLR Follow Turb ModeĐặng Trung Anh100% (2)
- Manual and Istallation Ps55ra R.06 Feb 2016 enDokument29 SeitenManual and Istallation Ps55ra R.06 Feb 2016 enItalo Vasconcelos Gulart SilvaNoch keine Bewertungen
- Series 1156F, T156B and N256 Installation InstructionsDokument2 SeitenSeries 1156F, T156B and N256 Installation InstructionsWattsNoch keine Bewertungen
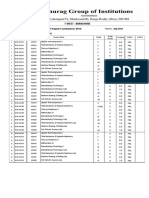
- T Sheet - Branchwise: Course/Sem: II B.TECH II SEMESTER Regular Examinations (R18) Held In: July 2021Dokument50 SeitenT Sheet - Branchwise: Course/Sem: II B.TECH II SEMESTER Regular Examinations (R18) Held In: July 2021LE 335 P NAVEENNoch keine Bewertungen
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Idaho Falls: The Untold Story of America's First Nuclear AccidentVon EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentBewertung: 4.5 von 5 Sternen4.5/5 (21)