Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Riser Bond 1550 TDR ManualDokument14 SeitenRiser Bond 1550 TDR ManualZardoz1090Noch keine Bewertungen
- Craftsman 12 X 36 LatheDokument6 SeitenCraftsman 12 X 36 LatheZardoz1090Noch keine Bewertungen
- Gangs 101 Manual For School PersonnelDokument112 SeitenGangs 101 Manual For School PersonnelZardoz1090100% (1)
- Marantz PMD501 ManualDokument12 SeitenMarantz PMD501 ManualZardoz1090Noch keine Bewertungen
- MUZZLE LOADING FIREARM INSTRUCTION MANUALDokument20 SeitenMUZZLE LOADING FIREARM INSTRUCTION MANUALTony ReisnerNoch keine Bewertungen
- 870 Detent Staking PunchDokument1 Seite870 Detent Staking PunchZardoz1090Noch keine Bewertungen
- ATF Identification of Firearms Pt1Dokument22 SeitenATF Identification of Firearms Pt1Zardoz1090Noch keine Bewertungen
- MUZZLE LOADING FIREARM INSTRUCTION MANUALDokument20 SeitenMUZZLE LOADING FIREARM INSTRUCTION MANUALTony ReisnerNoch keine Bewertungen
- Battery Charging TipsDokument2 SeitenBattery Charging Tipsfac55manNoch keine Bewertungen
- Rechambering ShotgunsDokument6 SeitenRechambering ShotgunsZardoz1090Noch keine Bewertungen
- Rifle Action Wrench SystemDokument2 SeitenRifle Action Wrench SystemZardoz1090Noch keine Bewertungen
- Winchester 97takedownDokument11 SeitenWinchester 97takedownZardoz1090Noch keine Bewertungen
- Revolver ChamferingDokument6 SeitenRevolver ChamferingZardoz1090100% (1)
- Winchester 97takedownDokument11 SeitenWinchester 97takedownZardoz1090Noch keine Bewertungen
- Lyman: User's Guide For Black Powder ProductsDokument48 SeitenLyman: User's Guide For Black Powder Productsdougpfaff100% (1)
- Lyman Bullet Making Guide For All MouldsDokument2 SeitenLyman Bullet Making Guide For All MouldsZardoz1090Noch keine Bewertungen
- Assumption of Moses: Which AND Emended FormDokument188 SeitenAssumption of Moses: Which AND Emended FormAnderson BarretoNoch keine Bewertungen
- Jig Manual 80 Percent ArmsDokument14 SeitenJig Manual 80 Percent ArmsZardoz1090Noch keine Bewertungen
- Creation Myths of Primitive AmericaDokument575 SeitenCreation Myths of Primitive AmericaZardoz1090Noch keine Bewertungen
- Waite A E - Real History of The Rosicrucians (1887) (440 PGS)Dokument456 SeitenWaite A E - Real History of The Rosicrucians (1887) (440 PGS)Zardoz1090Noch keine Bewertungen
- Chief Security Officer Guidelines PDFDokument18 SeitenChief Security Officer Guidelines PDFCarlos D. Noriega100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Extras Neva AltajDokument20 SeitenExtras Neva AltajSOFIA FLORESNoch keine Bewertungen
- 2012 8 2 Film Music Booklet PDFDokument26 Seiten2012 8 2 Film Music Booklet PDFapi-247725573100% (1)
- 3 Ways To Reset Forgotten Windows Administrator PasswordDokument8 Seiten3 Ways To Reset Forgotten Windows Administrator Passwordbwidodo2001Noch keine Bewertungen
- Whitepaper IOTAplus 1 1Dokument10 SeitenWhitepaper IOTAplus 1 1Eugenius BreidenNoch keine Bewertungen
- Catalogues With 5-6 Bedroom Villa Projects - High EndsDokument11 SeitenCatalogues With 5-6 Bedroom Villa Projects - High EndsHanyfaaNoch keine Bewertungen
- Shakespeare Romeo and Juliet WorksheetDokument3 SeitenShakespeare Romeo and Juliet WorksheetFede Albalate CarreteroNoch keine Bewertungen
- 5px Ups Technical Specifications 007Dokument2 Seiten5px Ups Technical Specifications 007api-170472102Noch keine Bewertungen
- Skimming & Scanning Quiz MaterialsDokument2 SeitenSkimming & Scanning Quiz MaterialsTasya ApriliaNoch keine Bewertungen
- Achmad Sauqi Alex - 22012010464 - B.Inggris 615Dokument7 SeitenAchmad Sauqi Alex - 22012010464 - B.Inggris 615Mras AlexNoch keine Bewertungen
- How To File A FPLDokument2 SeitenHow To File A FPLElliot BennettNoch keine Bewertungen
- English quiz – No 2Dokument6 SeitenEnglish quiz – No 2naorNoch keine Bewertungen
- Morales, Alisha Jana R. Tma 2 - Devc 206Dokument7 SeitenMorales, Alisha Jana R. Tma 2 - Devc 206Sam ReyesNoch keine Bewertungen
- Pedestrian Cyclist Bridge: 4 Mile RunDokument99 SeitenPedestrian Cyclist Bridge: 4 Mile Runbaek999Noch keine Bewertungen
- Matt Palmer Dissertation - GuitarDokument97 SeitenMatt Palmer Dissertation - GuitarTodd Holcomb100% (10)
- Rowville Rail Study Preliminary Rail Design Report Part1Dokument136 SeitenRowville Rail Study Preliminary Rail Design Report Part1kh_ahmad100% (1)
- What Is Keto Diet?Dokument3 SeitenWhat Is Keto Diet?annNoch keine Bewertungen
- Sight-Reading & Harmony: Progressive Pieces For Keyboard, Grades 1-10Dokument7 SeitenSight-Reading & Harmony: Progressive Pieces For Keyboard, Grades 1-10John AwodolaNoch keine Bewertungen
- Understanding The Stack and Tilt Golf Swing EbookDokument2 SeitenUnderstanding The Stack and Tilt Golf Swing EbookAndrés Calle0% (1)
- Conditional Sentences 4º ESODokument3 SeitenConditional Sentences 4º ESOeva mariaNoch keine Bewertungen
- Characterisation 'The Tale of The Miracles of Cookies Table'Dokument4 SeitenCharacterisation 'The Tale of The Miracles of Cookies Table'Rowan BruntNoch keine Bewertungen
- Aespire View Differences Training Rev 1 (Modo de Compatibilidade)Dokument56 SeitenAespire View Differences Training Rev 1 (Modo de Compatibilidade)danielNoch keine Bewertungen
- 512 Vic On SW ManualDokument289 Seiten512 Vic On SW ManualSam StuartNoch keine Bewertungen
- Deaf Life and Silent News PublicationsDokument12 SeitenDeaf Life and Silent News Publicationsapi-252764331Noch keine Bewertungen
- Rules and Regulations & Technical Inspection ManualDokument38 SeitenRules and Regulations & Technical Inspection ManualAdrian JimenezNoch keine Bewertungen
- Everyone Loves You When Youre Dead SupplementDokument44 SeitenEveryone Loves You When Youre Dead SupplementMarin JanušNoch keine Bewertungen
- Fashion Terminology: Learning To SketchDokument7 SeitenFashion Terminology: Learning To SketchArtist Vandana SharmaNoch keine Bewertungen
- PBEL City, ChennaiDokument8 SeitenPBEL City, ChennaiSasi KumarNoch keine Bewertungen
- Marker Motion Sineflex 97 ScoreDokument5 SeitenMarker Motion Sineflex 97 ScoreJUSTIN THOMASNoch keine Bewertungen
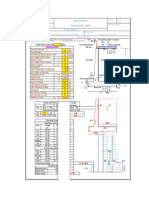
- Design of Retaining Wall Type1 As Per ACI-318-95Dokument3 SeitenDesign of Retaining Wall Type1 As Per ACI-318-95DIRACLTDANoch keine Bewertungen
- TS2BodyShop 2023.03.25 10.46.57Dokument4 SeitenTS2BodyShop 2023.03.25 10.46.57Rainbow bonMXNoch keine Bewertungen