Das könnte Ihnen auch gefallen
- Batch Reactive DistillationDokument7 SeitenBatch Reactive DistillationChalmer BelaroNoch keine Bewertungen
- Imine ReductionDokument4 SeitenImine ReductionRatna Siti KhodijahNoch keine Bewertungen
- Cabeq 2011 02 Verzija 4 Chapter8Dokument7 SeitenCabeq 2011 02 Verzija 4 Chapter8Delicz TanNoch keine Bewertungen
- Proposal For DDGS DryerDokument15 SeitenProposal For DDGS Dryernirmal krisnaNoch keine Bewertungen
- The+Design+and+Control+of+Distillation+Column+with+Side+Reactors+for CompressedDokument8 SeitenThe+Design+and+Control+of+Distillation+Column+with+Side+Reactors+for CompressedElizabeth PatrickNoch keine Bewertungen
- Isobaric Vapor-Liquid Equilibrium For Binary System of Methanol and AcetonitrileDokument4 SeitenIsobaric Vapor-Liquid Equilibrium For Binary System of Methanol and AcetonitrileAlejandra Rodríguez MorenoNoch keine Bewertungen
- Physical Properties TableDokument32 SeitenPhysical Properties Tablemidooooo198767% (3)
- Extractive Distillation of Toluene & Methylcyclohexane Using PhenolDokument2 SeitenExtractive Distillation of Toluene & Methylcyclohexane Using PhenolNIKHIL SHINDENoch keine Bewertungen
- Final Detailed Fermenter DesignDokument24 SeitenFinal Detailed Fermenter DesignRaian Yousuf TanmoyNoch keine Bewertungen
- Pid Engtech Pilot Plants v04pdfDokument20 SeitenPid Engtech Pilot Plants v04pdfFaizan SarangNoch keine Bewertungen
- Student Unit Op Lab Manual - Thin Film Evaporator PDFDokument5 SeitenStudent Unit Op Lab Manual - Thin Film Evaporator PDFMuiz MoktarNoch keine Bewertungen
- Evaporation Principles and Black Liquor Properties: David T. Clay, PH.DDokument6 SeitenEvaporation Principles and Black Liquor Properties: David T. Clay, PH.DJKKNoch keine Bewertungen
- Hitachi S-4700 InstructionsDokument19 SeitenHitachi S-4700 InstructionssuperheoNoch keine Bewertungen
- MSG - FermenterDokument23 SeitenMSG - FermenterkennethmsorianoNoch keine Bewertungen
- Switch CondenserDokument14 SeitenSwitch CondenserKader GüngörNoch keine Bewertungen
- Steam Condensation ReportDokument17 SeitenSteam Condensation ReportKingsley EdemidiongNoch keine Bewertungen
- Melt CrystallizationDokument10 SeitenMelt Crystallizationarsh19706636Noch keine Bewertungen
- Adsorption Column Specs Rev1Dokument6 SeitenAdsorption Column Specs Rev1dedyNoch keine Bewertungen
- PARAXYLENEDokument2 SeitenPARAXYLENEslct88Noch keine Bewertungen
- Pressure-Swing Reactive Distillation Process For Transesterification of Methyl Acetate With IsopropanolDokument3 SeitenPressure-Swing Reactive Distillation Process For Transesterification of Methyl Acetate With IsopropanolMahesh ChantarkarNoch keine Bewertungen
- Ammonia ReactorDokument11 SeitenAmmonia ReactorRh GladysNoch keine Bewertungen
- Calulation of Heat Sterilization Time of Fermentation MediaDokument8 SeitenCalulation of Heat Sterilization Time of Fermentation Mediahansenmike698105Noch keine Bewertungen
- H Vs V CondensersDokument1 SeiteH Vs V CondensersParth PurohitNoch keine Bewertungen
- Proces Equipment Design Guide For FermenDokument23 SeitenProces Equipment Design Guide For FermenTheodoros AtheridisNoch keine Bewertungen
- Supercritical Fluid Extraction of Ethanol From Aqueous SolutionsDokument11 SeitenSupercritical Fluid Extraction of Ethanol From Aqueous SolutionsPedro LisboaNoch keine Bewertungen
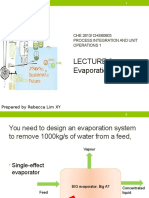
- Lecture 3 PIU1 0316 - Evaporation 3Dokument42 SeitenLecture 3 PIU1 0316 - Evaporation 3Rashmi Walvekar SiddiquiNoch keine Bewertungen
- Design of Ejector Parameters and Geometr PDFDokument6 SeitenDesign of Ejector Parameters and Geometr PDFlkumar4454Noch keine Bewertungen
- Vapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-EnsembleDokument13 SeitenVapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-EnsembleEuse CalleNoch keine Bewertungen
- 06-449T R.1 PDFDokument76 Seiten06-449T R.1 PDFKhaqqul YaqinNoch keine Bewertungen
- Guide To Furnace SootblowingDokument40 SeitenGuide To Furnace SootblowingnarayananaliveNoch keine Bewertungen
- Convection Heat Transfer CoefficientDokument9 SeitenConvection Heat Transfer CoefficientAnonymous sAmJfcVNoch keine Bewertungen
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorDokument7 SeitenDetermination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorSeyit AvcuNoch keine Bewertungen
- Specifition-Sheet For Evaporator 1. Customer Details A. B. C. D. E. 2. Data Required For EvaporatorDokument2 SeitenSpecifition-Sheet For Evaporator 1. Customer Details A. B. C. D. E. 2. Data Required For EvaporatorTowfiq Hossain TaskuNoch keine Bewertungen
- Preliminary Design of RDDokument22 SeitenPreliminary Design of RDDhanashree JagtapNoch keine Bewertungen
- Helmholtz Energy Equation of StateDokument10 SeitenHelmholtz Energy Equation of StateSantiago MolinaNoch keine Bewertungen
- HumidificationDokument68 SeitenHumidificationA AshokNoch keine Bewertungen
- Indus Waste ProblemsDokument3 SeitenIndus Waste ProblemsZeus Ian DuarteNoch keine Bewertungen
- Condenser 69-83Dokument15 SeitenCondenser 69-83DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Heuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewDokument18 SeitenHeuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewFDNoch keine Bewertungen
- RCMDokument15 SeitenRCMAdzamNoch keine Bewertungen
- 2 - Heat of Solution and Mixing PDFDokument33 Seiten2 - Heat of Solution and Mixing PDFshifa veronicaNoch keine Bewertungen
- Separations and Reactors Design Project Production of Allyl ChlorideDokument8 SeitenSeparations and Reactors Design Project Production of Allyl ChlorideAdelina SimionNoch keine Bewertungen
- Aspen Plus Simulation of Polyethylene GasificationDokument17 SeitenAspen Plus Simulation of Polyethylene Gasificationkishna009Noch keine Bewertungen
- Simulation of The Aromatic Recovery Process by Extractive DistillationDokument5 SeitenSimulation of The Aromatic Recovery Process by Extractive DistillationaegosmithNoch keine Bewertungen
- Brochure AlfaLavalDokument16 SeitenBrochure AlfaLavalCosmin StirpuNoch keine Bewertungen
- Overall Flowsheet Simulation Benzene Cyclohexane TW6Dokument7 SeitenOverall Flowsheet Simulation Benzene Cyclohexane TW6Mitesh ParmarNoch keine Bewertungen
- 1996 - Walford - Composition of Cane JuiceDokument2 Seiten1996 - Walford - Composition of Cane JuiceMartha GamalNoch keine Bewertungen
- Pde ReportDokument10 SeitenPde ReportChellam Siva Chellam SivaNoch keine Bewertungen
- Calculate Outside Heat Transfr Coeff. For JacketDokument6 SeitenCalculate Outside Heat Transfr Coeff. For JacketSuryakant RanderiNoch keine Bewertungen
- Sample Refrigeration UnitDokument29 SeitenSample Refrigeration UnitatiqahNoch keine Bewertungen
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsVon EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanNoch keine Bewertungen
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsVon EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNoch keine Bewertungen
- 99992025 (1)Dokument3 Seiten99992025 (1)ankit singhNoch keine Bewertungen
- Design and Control of A Separation Process For Bioethanol Purification by Reactive DistillationDokument6 SeitenDesign and Control of A Separation Process For Bioethanol Purification by Reactive DistillationsamandondonNoch keine Bewertungen
- ReportDokument5 SeitenReportAniruddhaDuttaNoch keine Bewertungen
- 1 s2.0 S0263876215003330 MainDokument11 Seiten1 s2.0 S0263876215003330 MainAhmad MuzammilNoch keine Bewertungen
- Massage Techniques in SpaDokument1 SeiteMassage Techniques in SpaALISA SAITANoch keine Bewertungen
- Temposonics: Absolute, Non-Contact Position SensorsDokument23 SeitenTemposonics: Absolute, Non-Contact Position Sensorssorangel_123Noch keine Bewertungen
- Need For Advanced Suspension SystemsDokument10 SeitenNeed For Advanced Suspension SystemsIQPC GmbHNoch keine Bewertungen
- WL4000Dokument1 SeiteWL4000Laser PowerNoch keine Bewertungen
- Pediatric Gynecology BaruDokument79 SeitenPediatric Gynecology BaruJosephine Irena100% (2)
- Aci 522R-06 PDFDokument25 SeitenAci 522R-06 PDFaldi raimon100% (2)
- Book 2 - Koning (COMPLETO)Dokument100 SeitenBook 2 - Koning (COMPLETO)Kevin VianaNoch keine Bewertungen
- The Field-Effect Transistor - August 1972 Popular ElectronicsDokument5 SeitenThe Field-Effect Transistor - August 1972 Popular Electronicsmac9papNoch keine Bewertungen
- Practical 3.1 Determining The Specific Heat CapacityDokument3 SeitenPractical 3.1 Determining The Specific Heat CapacityiAlex11Noch keine Bewertungen
- 2019 - High Levels of Polypharmacy in RheumatoidDokument7 Seiten2019 - High Levels of Polypharmacy in RheumatoidGustavo ResendeNoch keine Bewertungen
- Exploded View & Parts Listing Air Operated Double Diaphragm PumpDokument2 SeitenExploded View & Parts Listing Air Operated Double Diaphragm PumpCarlos AvalosNoch keine Bewertungen
- B.Pharm - Semester - III-10.07.2018Dokument16 SeitenB.Pharm - Semester - III-10.07.2018SAYAN BOSENoch keine Bewertungen
- CFD Analysis of Flow Through Compressor CascadeDokument10 SeitenCFD Analysis of Flow Through Compressor CascadeKhalid KhalilNoch keine Bewertungen
- Penetration Test & Softening PointDokument7 SeitenPenetration Test & Softening PointAli M. Chehadeh100% (4)
- BiPAP ST Clinical ManualDokument37 SeitenBiPAP ST Clinical ManualEng. Edelson Martins100% (2)
- Practical - 2: Preparation of The FixativeDokument14 SeitenPractical - 2: Preparation of The FixativeIseth ISethNoch keine Bewertungen
- Sandvik Saf 31803 Tube and Pipe, Seamless: DatasheetDokument9 SeitenSandvik Saf 31803 Tube and Pipe, Seamless: DatasheetPaul NeedhamNoch keine Bewertungen
- The Western and Eastern Concepts of SelfDokument3 SeitenThe Western and Eastern Concepts of SelfTakumi Shawn Hinata100% (3)
- Certificate of No Damages in EarthquakeDokument5 SeitenCertificate of No Damages in EarthquakeLemlem BardoquilloNoch keine Bewertungen
- Curriculum VitaeDokument7 SeitenCurriculum VitaeRossy Del ValleNoch keine Bewertungen
- Biochem Acids and Bases Lab ReportDokument4 SeitenBiochem Acids and Bases Lab ReportShaina MabborangNoch keine Bewertungen
- Nitofloor NDokument3 SeitenNitofloor Nkiranmisale7Noch keine Bewertungen
- Effect of Vino Gano Ginger and Herbal Liquor On The Heamatological Parameters of The Wistar RatsDokument5 SeitenEffect of Vino Gano Ginger and Herbal Liquor On The Heamatological Parameters of The Wistar RatsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Solids Separation Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationDokument44 SeitenSolids Separation Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationkharismaaakNoch keine Bewertungen
- Third Quarter Pre-Test Mathematics 7 Directions: RDokument4 SeitenThird Quarter Pre-Test Mathematics 7 Directions: RAhron RivasNoch keine Bewertungen
- مشخصات فنی بیل بکهو فیات کوبلکو b200Dokument12 Seitenمشخصات فنی بیل بکهو فیات کوبلکو b200Maryam0% (1)
- Thesis Brand BlanketDokument4 SeitenThesis Brand BlanketKayla Smith100% (2)
- WD 02Dokument1 SeiteWD 02Elezer BatchoNoch keine Bewertungen
- Veg Dum Biryani - Hyderabadi Veg Biryani Recipe - Hyderabadi Biryani - Hebbar's KitchenDokument2 SeitenVeg Dum Biryani - Hyderabadi Veg Biryani Recipe - Hyderabadi Biryani - Hebbar's KitchenmusicalcarpetNoch keine Bewertungen
- Company Profile Pt. KPT PDFDokument23 SeitenCompany Profile Pt. KPT PDFfery buyaNoch keine Bewertungen