Das könnte Ihnen auch gefallen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Important Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)Dokument18 SeitenImportant Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)MubeenNoch keine Bewertungen
- Welding NPTEL Lecturers - Part4Dokument30 SeitenWelding NPTEL Lecturers - Part4Sai ChaithanyaNoch keine Bewertungen
- 4 Rte 4 ErtDokument5 Seiten4 Rte 4 Ertshivam yadavNoch keine Bewertungen
- Arc Brazing of Stainless Steel To Stainless Steel and Galvanised Mild SteelDokument3 SeitenArc Brazing of Stainless Steel To Stainless Steel and Galvanised Mild Steelsujit kcNoch keine Bewertungen
- Submerged Arc WeldingDokument42 SeitenSubmerged Arc WeldingMário SilvaNoch keine Bewertungen
- Duplex Ss WPSDokument8 SeitenDuplex Ss WPSVinu Raveendran100% (1)
- Edge WeldDokument26 SeitenEdge WeldnekroNoch keine Bewertungen
- Principles of WeldingDokument19 SeitenPrinciples of WeldingAekJayNoch keine Bewertungen
- Principles of WeldingDokument13 SeitenPrinciples of WeldingMadhurimaMitraNoch keine Bewertungen
- Basic Weld JointsDokument10 SeitenBasic Weld JointsSham AmirNoch keine Bewertungen
- DCSP Tig Welding of Aa2219 Aluminum AlloyDokument14 SeitenDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanNoch keine Bewertungen
- Welding Consumables Part 4Dokument3 SeitenWelding Consumables Part 4JlkKumarNoch keine Bewertungen
- Metal-Cored Gas Metal Arc Welding Electrode For Producing Welds in Zinc-Coated Steels With Minimal PorosityDokument16 SeitenMetal-Cored Gas Metal Arc Welding Electrode For Producing Welds in Zinc-Coated Steels With Minimal PorosityThương LêNoch keine Bewertungen
- Design - TWIDokument7 SeitenDesign - TWIFreddie KooNoch keine Bewertungen
- Magnesium JoiningDokument4 SeitenMagnesium Joiningst_anbu9650Noch keine Bewertungen
- Duplex Stainless Steel - Part 2 - TWIDokument6 SeitenDuplex Stainless Steel - Part 2 - TWItuanNoch keine Bewertungen
- Joining MethodsDokument15 SeitenJoining MethodsAliyu Ibrahim SalihuNoch keine Bewertungen
- Metallography of Welds - ASM International PDFDokument5 SeitenMetallography of Welds - ASM International PDFJoseph Alexander BorgNoch keine Bewertungen
- Weld Joint DesignDokument2 SeitenWeld Joint Designrahul063Noch keine Bewertungen
- Esab - Solid Wire & Rod - SWR-10000Dokument14 SeitenEsab - Solid Wire & Rod - SWR-10000Carlos PadillaNoch keine Bewertungen
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDokument5 Seiten6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiNoch keine Bewertungen
- Brazing Cooling Method PDFDokument4 SeitenBrazing Cooling Method PDFs_manikandanNoch keine Bewertungen
- Spot WeldingDokument8 SeitenSpot Weldingtoyota952Noch keine Bewertungen
- Svetsaren Vol 58-2 A Daring Piece of Engineering Establishing New RecordsDokument2 SeitenSvetsaren Vol 58-2 A Daring Piece of Engineering Establishing New RecordslvcuichanghuaNoch keine Bewertungen
- Mild Steel Welding Handbook Vol 4Dokument2 SeitenMild Steel Welding Handbook Vol 4Fasil ParuvanathNoch keine Bewertungen
- Welding of Nickel AlloysDokument4 SeitenWelding of Nickel AlloysMuhammed SulfeekNoch keine Bewertungen
- Joint Design - Lap Joints Are Always Preferred Over Butt Designs. When Using A Lap Joint The Amount of Overlap IsDokument11 SeitenJoint Design - Lap Joints Are Always Preferred Over Butt Designs. When Using A Lap Joint The Amount of Overlap IsMuhammad AdilNoch keine Bewertungen
- Submerged Arc WeldingDokument13 SeitenSubmerged Arc WeldingManish MNoch keine Bewertungen
- Welding Domex SteelsDokument16 SeitenWelding Domex Steelspozolab100% (1)
- Job Knowledge 19Dokument5 SeitenJob Knowledge 19Mehmet SoysalNoch keine Bewertungen
- Prevent Thin and - or Flaking - American Galvanizers AssociationDokument3 SeitenPrevent Thin and - or Flaking - American Galvanizers AssociationNsidibe EtimNoch keine Bewertungen
- Sheet Metal Welding-Tips PDFDokument5 SeitenSheet Metal Welding-Tips PDFMphilipTNoch keine Bewertungen
- WSI Corrosion Control by Weld Overlay (Boilers)Dokument11 SeitenWSI Corrosion Control by Weld Overlay (Boilers)Claudia Mms100% (1)
- Otc 21973 MS P PDFDokument7 SeitenOtc 21973 MS P PDFLucilene MaduroNoch keine Bewertungen
- 1.1 Submerged Arc Welding: Fig. 1.1 SAW Setup DiagramDokument54 Seiten1.1 Submerged Arc Welding: Fig. 1.1 SAW Setup DiagramMayank Girdhar So CoolNoch keine Bewertungen
- Types of WeldingDokument10 SeitenTypes of WeldingMuhammad Tauseef ZafarNoch keine Bewertungen
- LamelerDokument5 SeitenLamelerPrasetyaOne NugraHantoeNoch keine Bewertungen
- Design Considerations For WeldingDokument11 SeitenDesign Considerations For WeldingNarender Kundu100% (1)
- Duplex Stainless SteelsDokument19 SeitenDuplex Stainless SteelsdinaksNoch keine Bewertungen
- Surfacing of MetalsDokument9 SeitenSurfacing of MetalsNixon LionelNoch keine Bewertungen
- Coil Build Up LinesDokument1 SeiteCoil Build Up LinesArun GoyalNoch keine Bewertungen
- Guide To Types of Welding PDFDokument24 SeitenGuide To Types of Welding PDFbhaskarjalanNoch keine Bewertungen
- Brazing: Brazing Is A Joining Process Whereby A NonDokument23 SeitenBrazing: Brazing Is A Joining Process Whereby A Nonshayan sohailNoch keine Bewertungen
- Welding of HSLA Steels: Weldability and Joining of MaterialsDokument2 SeitenWelding of HSLA Steels: Weldability and Joining of MaterialsMehmet SoysalNoch keine Bewertungen
- Equipment and Procedures For Welding AlumDokument6 SeitenEquipment and Procedures For Welding AlumAmilcar AndradeNoch keine Bewertungen
- Welding GuidelinesDokument8 SeitenWelding Guidelinesarunraj002100% (1)
- P/N Joining Processes, Materials and TechniquesDokument19 SeitenP/N Joining Processes, Materials and TechniquesChristian Contreras ArdilesNoch keine Bewertungen
- SS 409M WeldingDokument12 SeitenSS 409M WeldingwentropremNoch keine Bewertungen
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryDokument17 Seiten1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaNoch keine Bewertungen
- GTAW Chapter 1Dokument4 SeitenGTAW Chapter 1Renold ElsenNoch keine Bewertungen
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyVon EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNoch keine Bewertungen
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesVon EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNoch keine Bewertungen
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkVon EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysVon EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNoch keine Bewertungen
- Air Carbon Arc GougingDokument2 SeitenAir Carbon Arc Gougingkevin herry100% (1)
- Creep and Creep TestingDokument3 SeitenCreep and Creep Testingkevin herryNoch keine Bewertungen
- Copper and Copper AlloysDokument3 SeitenCopper and Copper Alloyskevin herryNoch keine Bewertungen
- Braze WeldingDokument2 SeitenBraze Weldingkevin herryNoch keine Bewertungen
- Cast Irons: Job Knowledge 25 Weldability of MaterialsDokument3 SeitenCast Irons: Job Knowledge 25 Weldability of Materialskevin herryNoch keine Bewertungen
- CTOD Testing: Job Knowledge 76Dokument3 SeitenCTOD Testing: Job Knowledge 76kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part12Dokument39 SeitenASME IX Interpretation-Part12kevin herryNoch keine Bewertungen
- Tubular TYK Fabrication and Inspection: It Is Important To Plan Ahead For These Complex WeldsDokument5 SeitenTubular TYK Fabrication and Inspection: It Is Important To Plan Ahead For These Complex Weldsluz82Noch keine Bewertungen
- Bend Testing: Job Knowledge 73Dokument3 SeitenBend Testing: Job Knowledge 73kevin herryNoch keine Bewertungen
- Salary Guide 2016Dokument44 SeitenSalary Guide 2016sharfutaj100% (2)
- ASME IX Interpretation-Part5Dokument37 SeitenASME IX Interpretation-Part5kevin herryNoch keine Bewertungen
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Dokument3 SeitenAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part7Dokument37 SeitenASME IX Interpretation-Part7kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part10Dokument40 SeitenASME IX Interpretation-Part10kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part11Dokument40 SeitenASME IX Interpretation-Part11kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part9Dokument36 SeitenASME IX Interpretation-Part9kevin herry100% (1)
- ASME IX Interpretation-Part9Dokument36 SeitenASME IX Interpretation-Part9kevin herry100% (1)
- ASME IX Interpretation-Part9Dokument36 SeitenASME IX Interpretation-Part9kevin herry100% (1)
- ASME IX Interpretation-Part7Dokument37 SeitenASME IX Interpretation-Part7kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part6Dokument36 SeitenASME IX Interpretation-Part6kevin herry100% (1)
- ASME IX Interpretation-Part8Dokument37 SeitenASME IX Interpretation-Part8kevin herry100% (1)
- ASME IX Interpretation-Part9Dokument36 SeitenASME IX Interpretation-Part9kevin herry100% (1)
- ASME IX Interpretation-Part4Dokument46 SeitenASME IX Interpretation-Part4kevin herryNoch keine Bewertungen
- ASME IX Interpretation-Part3Dokument44 SeitenASME IX Interpretation-Part3kevin herry100% (1)
- ASME IX Interpretation-Part2Dokument45 SeitenASME IX Interpretation-Part2kevin herry100% (1)
- CSWIP 3.2 Course Notes 2015Dokument1 SeiteCSWIP 3.2 Course Notes 2015kevin herry50% (2)
- ASME IX Interpretation-Part1Dokument51 SeitenASME IX Interpretation-Part1kevin herry100% (5)
- Boq - Drilling of BoreholeDokument1 SeiteBoq - Drilling of BoreholeAugustine BelieveNoch keine Bewertungen
- Wellhead For Oil and Gas WellDokument49 SeitenWellhead For Oil and Gas Wellerwan100% (3)
- PropTech Book FINAL NP PDFDokument183 SeitenPropTech Book FINAL NP PDFFares BetNoch keine Bewertungen
- Peter Behrens's AEG Turbine FactoryDokument4 SeitenPeter Behrens's AEG Turbine Factorytito lopezNoch keine Bewertungen
- Quick Fix Tips - Bail and Line RollerDokument1 SeiteQuick Fix Tips - Bail and Line RollerBillyBob SowbreathNoch keine Bewertungen
- Laserna Ancestral HouseDokument3 SeitenLaserna Ancestral HousefNoch keine Bewertungen
- Boletines IcoldDokument14 SeitenBoletines IcoldKevinCastroNoch keine Bewertungen
- MS27039FDokument6 SeitenMS27039FbobbyfortunaNoch keine Bewertungen
- Construction of Railway TracksDokument15 SeitenConstruction of Railway TracksJunaid AmeenNoch keine Bewertungen
- Copper & PPRDokument6 SeitenCopper & PPRAbdul RaoofNoch keine Bewertungen
- Jaipur Ring RoadDokument272 SeitenJaipur Ring RoadNamasani Sateesh KumarNoch keine Bewertungen
- Shear and MomentDokument17 SeitenShear and MomentARIANNE GAILE CLARIANESNoch keine Bewertungen
- Manual ICE 170 Vibratory HammerDokument12 SeitenManual ICE 170 Vibratory HammerhaythamNoch keine Bewertungen
- Material Compliance-New DesignDokument6 SeitenMaterial Compliance-New DesignvtalexNoch keine Bewertungen
- QAQC Refrigerant Copper PipesDokument3 SeitenQAQC Refrigerant Copper PipesAli AimranNoch keine Bewertungen
- Lusail Building Permit Application ProcedureesDokument8 SeitenLusail Building Permit Application ProcedureesramtsanNoch keine Bewertungen
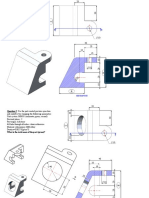
- bt cad cơ bảnDokument21 Seitenbt cad cơ bảnVõ Huỳnh Hữu NghịNoch keine Bewertungen
- Tijaarat Developers Limited: Canyon Views Developments Defence Housing Authorities Phase Ii (Ext) Islamabad, PakistanDokument9 SeitenTijaarat Developers Limited: Canyon Views Developments Defence Housing Authorities Phase Ii (Ext) Islamabad, PakistanMuhammadIqbalMughalNoch keine Bewertungen
- HFY-PIP-SP-00009 X Specification For BNS Seamless Piping Material - A-CommentedDokument10 SeitenHFY-PIP-SP-00009 X Specification For BNS Seamless Piping Material - A-CommentedVignesh PanchabakesanNoch keine Bewertungen
- What To Expect From An EPC Contract Scope of WorkDokument8 SeitenWhat To Expect From An EPC Contract Scope of WorkTechnical TubaneginNoch keine Bewertungen
- Bcism Costbook 2023Dokument56 SeitenBcism Costbook 2023MAYVELLINE DVIONA GEORGENoch keine Bewertungen
- Analisis de Fallas Ejes MeritorDokument91 SeitenAnalisis de Fallas Ejes MeritorJohan GomezNoch keine Bewertungen
- (WSN) Fittings and Standards For Water Service (The Complete Guide)Dokument64 Seiten(WSN) Fittings and Standards For Water Service (The Complete Guide)jackNoch keine Bewertungen
- Steel Grade Diameter Tensile Strength (RM) YIE Point (RP0.2) Elongation (A5) Hardness Impact Test (J at - 20°C)Dokument1 SeiteSteel Grade Diameter Tensile Strength (RM) YIE Point (RP0.2) Elongation (A5) Hardness Impact Test (J at - 20°C)Kuya Fabio VidalNoch keine Bewertungen
- Diversion Head Work: Prof. M.B Chougule DKTE' YCP IchalkaranjiDokument63 SeitenDiversion Head Work: Prof. M.B Chougule DKTE' YCP Ichalkaranjishamsu100% (1)
- Tasaki Instalation ManualDokument10 SeitenTasaki Instalation ManualChalitha Nayana Hewawasam100% (1)
- Heat Exchanger Aftercooler and SeparatorDokument16 SeitenHeat Exchanger Aftercooler and Separatorjaskaran singhNoch keine Bewertungen
- Valve Catalogue General Imsubs Pvt. Ltd.Dokument20 SeitenValve Catalogue General Imsubs Pvt. Ltd.Spark MeditechNoch keine Bewertungen
- Rr412112 Approximate Methods in Structural MechanicsDokument12 SeitenRr412112 Approximate Methods in Structural MechanicsSrinivasa Rao GNoch keine Bewertungen
- Cemex Solid K4 - Raw Meal SiloDokument3 SeitenCemex Solid K4 - Raw Meal Silojoselito navarroNoch keine Bewertungen