Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Ejercicio de Soldadura AISC 2005Dokument11 SeitenEjercicio de Soldadura AISC 2005APBNoch keine Bewertungen
- DAS - 7.5txxx23mxxx10mxxx99m-O ModelDokument1 SeiteDAS - 7.5txxx23mxxx10mxxx99m-O ModelAnand AdkarNoch keine Bewertungen
- How Should Beginners Approach Investing in The Stock MarketDokument17 SeitenHow Should Beginners Approach Investing in The Stock Marketjignesh142Noch keine Bewertungen
- How Should Beginners Approach Investing in The Stock MarketDokument17 SeitenHow Should Beginners Approach Investing in The Stock Marketjignesh142Noch keine Bewertungen
- Stratco Steel Framing Purlins Girts DesignDokument54 SeitenStratco Steel Framing Purlins Girts DesignPhan Trọng NghĩaNoch keine Bewertungen
- Skid Lifting and Skid Design As Per ASCE PDFDokument183 SeitenSkid Lifting and Skid Design As Per ASCE PDFTeju Ashu100% (1)
- Earthquake DesignDokument23 SeitenEarthquake DesignAnand AdkarNoch keine Bewertungen
- Portal Frame: GuidlinesDokument18 SeitenPortal Frame: GuidlinesAnand AdkarNoch keine Bewertungen
- Safety ManualDokument11 SeitenSafety ManualAnand AdkarNoch keine Bewertungen
- Plastic AnalysisDokument31 SeitenPlastic Analysisgaiagmr100% (1)
- Portal Frame Design-Worked ExampleDokument30 SeitenPortal Frame Design-Worked Examplesanjeevkr82% (17)
- Proj 4Dokument1 SeiteProj 4Anand AdkarNoch keine Bewertungen
- ChickenDokument51 SeitenChickenabhishek123456Noch keine Bewertungen
- Connection Design-Design RequirementsDokument14 SeitenConnection Design-Design Requirementsqatarstructz30Noch keine Bewertungen
- Proj 8Dokument1 SeiteProj 8Anand AdkarNoch keine Bewertungen
- Limit State DesignDokument12 SeitenLimit State DesignEzhil KumarNoch keine Bewertungen
- Steel Beams With Web OpeningsDokument17 SeitenSteel Beams With Web OpeningspestfariaNoch keine Bewertungen
- Proj 10Dokument1 SeiteProj 10Anand AdkarNoch keine Bewertungen
- Struct Design 202 Beng Civil Eng Beng Envir Eng Y2Dokument8 SeitenStruct Design 202 Beng Civil Eng Beng Envir Eng Y2Anand AdkarNoch keine Bewertungen
- Ejercicio de Soldadura AISC 2005Dokument11 SeitenEjercicio de Soldadura AISC 2005APBNoch keine Bewertungen
- Proj 6Dokument1 SeiteProj 6Anand AdkarNoch keine Bewertungen
- Proj 5Dokument1 SeiteProj 5Anand AdkarNoch keine Bewertungen
- Proj 9Dokument1 SeiteProj 9Anand AdkarNoch keine Bewertungen
- Dynamic Analysis Using Response Spectrum Seismic LoadingDokument24 SeitenDynamic Analysis Using Response Spectrum Seismic LoadingEmad Ahmed Khan100% (5)
- Proj 1Dokument1 SeiteProj 1Anand AdkarNoch keine Bewertungen
- Smart Beam Guide SpecDokument6 SeitenSmart Beam Guide SpecAnand AdkarNoch keine Bewertungen
- Aisi and Aisc StandardDokument11 SeitenAisi and Aisc StandardkonstruktorbudowlanyNoch keine Bewertungen
- Meet The Experts at MSC's Online Chats - Structural Bolting IssuesDokument2 SeitenMeet The Experts at MSC's Online Chats - Structural Bolting IssuesestudiemosNoch keine Bewertungen
- Reducing Fabrication CostsDokument2 SeitenReducing Fabrication Costspfranco15100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
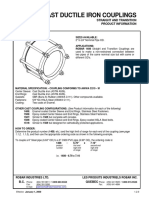
- P Robar 1408 Cast Ductile Iron CouplingsDokument1 SeiteP Robar 1408 Cast Ductile Iron CouplingsBrandon HoltenNoch keine Bewertungen
- Product Audit ReportDokument2 SeitenProduct Audit ReportManoharar R100% (2)
- JFE - Line PipeDokument63 SeitenJFE - Line Pipebee4manuNoch keine Bewertungen
- A Comparison of BS en 287 Part 1 and ISO 9606Dokument3 SeitenA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeNoch keine Bewertungen
- HZCatalog 2009 Finalv 7Dokument20 SeitenHZCatalog 2009 Finalv 7sige03Noch keine Bewertungen
- Advantages and Disadvantages of Techniques Used For WastewaterDokument11 SeitenAdvantages and Disadvantages of Techniques Used For Wastewaterafham zulhusmiNoch keine Bewertungen
- 2d1r Flash Butt WeldingDokument60 Seiten2d1r Flash Butt WeldingHarisbarthi0% (1)
- Maintanence Check List 2021 2022Dokument172 SeitenMaintanence Check List 2021 2022suraj rawatNoch keine Bewertungen
- 21digby Sal Enixum Rousseau Primum Ens SalisDokument31 Seiten21digby Sal Enixum Rousseau Primum Ens Salismaja7979Noch keine Bewertungen
- Meltio Materials HandbookDokument48 SeitenMeltio Materials HandbookGürkan DuranNoch keine Bewertungen
- Epoxy LiteratureDokument11 SeitenEpoxy Literaturepratap naiduNoch keine Bewertungen
- Bolt Torque Calculators: Bolt Diameter (D) Thread (T.P.I.) Yield Strength (Sy) Joint Type (P) Nut Factor (K)Dokument4 SeitenBolt Torque Calculators: Bolt Diameter (D) Thread (T.P.I.) Yield Strength (Sy) Joint Type (P) Nut Factor (K)pelotoNoch keine Bewertungen
- Post Diploma in Tool Design SylabusDokument28 SeitenPost Diploma in Tool Design SylabusManoj KumarNoch keine Bewertungen
- Technical Data Sheet: Imi BondDokument2 SeitenTechnical Data Sheet: Imi BondEngr KamalNoch keine Bewertungen
- 14 Chemical Recycling - Wim Hoenderdaal PDFDokument11 Seiten14 Chemical Recycling - Wim Hoenderdaal PDF7ferpac7Noch keine Bewertungen
- Century Stark Select PVC SheetDokument22 SeitenCentury Stark Select PVC SheetManohar Ram KuruvaNoch keine Bewertungen
- Material Product Data Sheet Amdry 100 Series Braze Filler MetalsDokument4 SeitenMaterial Product Data Sheet Amdry 100 Series Braze Filler MetalsJ. BangjakNoch keine Bewertungen
- Mechanical Properties of NanomaterialsDokument9 SeitenMechanical Properties of NanomaterialsFlorin AndreiNoch keine Bewertungen
- DV06PUB4 Study GuideDokument5 SeitenDV06PUB4 Study GuideSavio FernandesNoch keine Bewertungen
- Industrial Training Report CastingDokument24 SeitenIndustrial Training Report CastingGanganiya Gaurav33% (3)
- CNC PaperDokument2 SeitenCNC Paperfahadfadi48Noch keine Bewertungen
- 699 50SP 0001 - 15Dokument145 Seiten699 50SP 0001 - 15b_m_leeNoch keine Bewertungen
- Papyrase IL TDSDokument4 SeitenPapyrase IL TDSTR VONoch keine Bewertungen
- Finishing Materials PDFDokument40 SeitenFinishing Materials PDFEdon PiperkuNoch keine Bewertungen
- As 3972-2010Dokument29 SeitenAs 3972-2010Yuvaraj Dhandapani100% (2)
- Haorui Profile (English Ver)Dokument23 SeitenHaorui Profile (English Ver)son.nh98bgNoch keine Bewertungen
- Induction Furnace Shed - Column "B"Dokument1 SeiteInduction Furnace Shed - Column "B"Snehendu BiswasNoch keine Bewertungen
- High-Speed SteelDokument5 SeitenHigh-Speed SteelVysakh VasudevanNoch keine Bewertungen
- Electric Arc FurnaceDokument12 SeitenElectric Arc FurnaceModi EmNoch keine Bewertungen
- EuTronic Arc Spray 500ASDokument2 SeitenEuTronic Arc Spray 500ASEdwinNoch keine Bewertungen