Das könnte Ihnen auch gefallen
- Bend Pipes (1996 N3.2)Dokument2 SeitenBend Pipes (1996 N3.2)dmitos100% (1)
- Project Standard Specification: Hydronic Piping 15181 - Page 1/12Dokument12 SeitenProject Standard Specification: Hydronic Piping 15181 - Page 1/12adel rihanaNoch keine Bewertungen
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryVon EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Pipingpresentationmaster 170219125347Dokument61 SeitenPipingpresentationmaster 170219125347Vignesh Nadimuthu100% (1)
- ANSI FlangeDokument10 SeitenANSI FlangemechftpNoch keine Bewertungen
- D7029 - Inspection Release Note FormatDokument2 SeitenD7029 - Inspection Release Note Formatnisha_khanNoch keine Bewertungen
- Basics On Piping LayoutDokument11 SeitenBasics On Piping Layoutpuru55980Noch keine Bewertungen
- Approvals: Aramco Approved Vendor Inspector SAP No: 70016893Dokument11 SeitenApprovals: Aramco Approved Vendor Inspector SAP No: 70016893Adnan RafiqNoch keine Bewertungen
- Common Reference Guide To Piping EngineeringDokument32 SeitenCommon Reference Guide To Piping EngineeringSteve WanNoch keine Bewertungen
- 1.10. Grades: Process Piping Fundamentals, Codes and Standards - Module 1Dokument5 Seiten1.10. Grades: Process Piping Fundamentals, Codes and Standards - Module 1Raakze MoviNoch keine Bewertungen
- What Is The Difference Between Welding TransformerDokument33 SeitenWhat Is The Difference Between Welding TransformerAkhilesh KumarNoch keine Bewertungen
- Carbon Steel Pipes - Comparing AmericanDokument2 SeitenCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelNoch keine Bewertungen
- 1 PipelineDokument69 Seiten1 PipelineEhab MohammedNoch keine Bewertungen
- History b16 34Dokument5 SeitenHistory b16 34qazi12100% (1)
- General Q and ADokument10 SeitenGeneral Q and AmohamedqcNoch keine Bewertungen
- Buried Pipes and Fittings Painting SpecDokument5 SeitenBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Piping QuizDokument20 SeitenPiping QuizAlex CarreraNoch keine Bewertungen
- ASTM A 671 Grade CC 70 Carbon Steel EFW Pipe & Tubes, ASTM A 671 Grade CC 70 Pipes & Tubes, ASTM A 671 GR CC 70 Carbon Steel TubesDokument5 SeitenASTM A 671 Grade CC 70 Carbon Steel EFW Pipe & Tubes, ASTM A 671 Grade CC 70 Pipes & Tubes, ASTM A 671 GR CC 70 Carbon Steel TubesTanah Tak BertuanNoch keine Bewertungen
- Charlotte Pipe FittingsDokument68 SeitenCharlotte Pipe Fittingsnile_asterNoch keine Bewertungen
- Short List of Applied Piping Standard PDFDokument3 SeitenShort List of Applied Piping Standard PDFmohamad3010Noch keine Bewertungen
- Piping ConstructionDokument17 SeitenPiping Constructionadel rihana100% (1)
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesDokument12 SeitenIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415Noch keine Bewertungen
- 436 Piping Course DescriptionDokument2 Seiten436 Piping Course DescriptionAnonymous q9eCZHMuS100% (1)
- Types of Flanges-Definition of FlangesDokument4 SeitenTypes of Flanges-Definition of FlangesindikumaNoch keine Bewertungen
- Nabakem Metal Surface Coating AgentDokument6 SeitenNabakem Metal Surface Coating Agentsutrisno00Noch keine Bewertungen
- Pipe Fittings and Piping AuxiliariesDokument38 SeitenPipe Fittings and Piping Auxiliariesmsaad2Noch keine Bewertungen
- Api Spec 6D: API - The American Petroleum InstituteDokument3 SeitenApi Spec 6D: API - The American Petroleum Institutenrd9771100% (1)
- WPS SummaryDokument33 SeitenWPS SummaryMidhun K ChandraboseNoch keine Bewertungen
- Valve DetailDokument5 SeitenValve DetailRakesh RanjanNoch keine Bewertungen
- Maverick Valves CatalogueDokument84 SeitenMaverick Valves Cataloguer4mms3sNoch keine Bewertungen
- PipingDokument11 SeitenPipingAshley JacksonNoch keine Bewertungen
- ENG2068 SampleofcontentsDokument10 SeitenENG2068 SampleofcontentsKlich77Noch keine Bewertungen
- Piping 2Dokument7 SeitenPiping 2Jeffrey SsalonNoch keine Bewertungen
- Piping Class San 3120 P Et 003Dokument42 SeitenPiping Class San 3120 P Et 003cecilNoch keine Bewertungen
- Pipes FittingsDokument7 SeitenPipes FittingsTushar ArekarNoch keine Bewertungen
- Piping BasicsDokument10 SeitenPiping Basicstulasirao.nammiNoch keine Bewertungen
- American Society of Mechanical Engineers (ASME) CodesDokument11 SeitenAmerican Society of Mechanical Engineers (ASME) CodesfrdnNoch keine Bewertungen
- Designing A CGMP BioprocessDokument5 SeitenDesigning A CGMP Bioprocesshareesh13hNoch keine Bewertungen
- 11/20/2018 /conversion/tmp/scratch/402494814Dokument13 Seiten11/20/2018 /conversion/tmp/scratch/402494814Anonymous NR3qZ30Noch keine Bewertungen
- Jis G3459Dokument20 SeitenJis G3459epriyonoNoch keine Bewertungen
- Basic PipingDokument48 SeitenBasic Pipingmackoi BalaresNoch keine Bewertungen
- Pipes and Fittings BrochureDokument8 SeitenPipes and Fittings BrochurehaggNoch keine Bewertungen
- Pipe SpecificationDokument11 SeitenPipe SpecificationSajib Chandra RoyNoch keine Bewertungen
- Welder Qualification Test RecordDokument2 SeitenWelder Qualification Test RecordEngr Saeed AnwarNoch keine Bewertungen
- Welding Procedure Specification (Conform Cu /according To) : Specificatia Preliminara A Procedurii de SudareDokument2 SeitenWelding Procedure Specification (Conform Cu /according To) : Specificatia Preliminara A Procedurii de SudareStoian ValentinNoch keine Bewertungen
- Koc Standard FOR Colour Coding of Pipes and Fittings For Material Identification Doc No: Koc-Mp-026Dokument14 SeitenKoc Standard FOR Colour Coding of Pipes and Fittings For Material Identification Doc No: Koc-Mp-026Praveen BabuNoch keine Bewertungen
- SMAW Electrode IdentificationDokument2 SeitenSMAW Electrode IdentificationAsim AliNoch keine Bewertungen
- KL UHP Catalog 2011-02 PDFDokument30 SeitenKL UHP Catalog 2011-02 PDFaconibet9040Noch keine Bewertungen
- Introduction To Heat Exchangers (HXS) : DR Rashid AliDokument36 SeitenIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimNoch keine Bewertungen
- Ptfe Torque Chart Aps KitsDokument2 SeitenPtfe Torque Chart Aps KitsJo KingsNoch keine Bewertungen
- Needle ValveDokument8 SeitenNeedle ValveMuhammad Chilmi100% (1)
- Api600 Valve Trim ChartDokument2 SeitenApi600 Valve Trim ChartBoankNoch keine Bewertungen
- Toaz - Info Lifting Lug Calculation On Dish End PRDokument156 SeitenToaz - Info Lifting Lug Calculation On Dish End PRandry4jcNoch keine Bewertungen
- Pipe Spec ComparisonDokument2 SeitenPipe Spec ComparisonKazi Anwarul Azim SohelNoch keine Bewertungen
- Expansion Joints Rubber Type 40Dokument7 SeitenExpansion Joints Rubber Type 40ductaiutcNoch keine Bewertungen
- Piping Elbows and Bends PDFDokument4 SeitenPiping Elbows and Bends PDFaap1100% (2)
- Piping Elbows Vs Bends A Useful Literature For Piping EngineersDokument6 SeitenPiping Elbows Vs Bends A Useful Literature For Piping Engineersmohamed samyNoch keine Bewertungen
- Piping NotesDokument33 SeitenPiping NotesSyed FarhanNoch keine Bewertungen
- API 571 2nd 2011 Unlocked - 050Dokument1 SeiteAPI 571 2nd 2011 Unlocked - 050nguyen100% (1)
- API 571 2nd 2011 Unlocked - 051Dokument1 SeiteAPI 571 2nd 2011 Unlocked - 051nguyenNoch keine Bewertungen
- Corzan EdmDokument88 SeitenCorzan EdmnguyenNoch keine Bewertungen
- P 192.727 Abandonment or Inactivation of Facilities RevisionsDokument4 SeitenP 192.727 Abandonment or Inactivation of Facilities RevisionsnguyenNoch keine Bewertungen
- PWHT Field PDFDokument40 SeitenPWHT Field PDFnguyen100% (1)
- O.v.S. Officine Valle Seriana SpA General - REV. 12-16 Settembre 2016Dokument17 SeitenO.v.S. Officine Valle Seriana SpA General - REV. 12-16 Settembre 2016nguyenNoch keine Bewertungen
- C795-08 (2013) Standard Specification For Thermal Insulation For Use in Contact With Austenitic SDokument4 SeitenC795-08 (2013) Standard Specification For Thermal Insulation For Use in Contact With Austenitic Snguyen100% (1)
- Alloy Data Sheet: DescriptionDokument2 SeitenAlloy Data Sheet: DescriptionnguyenNoch keine Bewertungen
- ME-07 .Francisco P.G.Dokument12 SeitenME-07 .Francisco P.G.nguyenNoch keine Bewertungen
- PWHTDokument79 SeitenPWHTnguyenNoch keine Bewertungen
- Corrosion: Decarburization (Or Decarbonization) Is The Process Opposite ToDokument2 SeitenCorrosion: Decarburization (Or Decarbonization) Is The Process Opposite TonguyenNoch keine Bewertungen
- No Frontiers: The Parting GlassDokument7 SeitenNo Frontiers: The Parting GlassnguyenNoch keine Bewertungen
- Erosion Due To FlowDokument3 SeitenErosion Due To FlownguyenNoch keine Bewertungen
- Australia Shell Spirax S6 AXME 80W-140 TDSDokument2 SeitenAustralia Shell Spirax S6 AXME 80W-140 TDSfdpc1987Noch keine Bewertungen
- Gravitator: "How I Control Gravitation" British Patent # 300,311Dokument17 SeitenGravitator: "How I Control Gravitation" British Patent # 300,311Brian BennNoch keine Bewertungen
- Astro Solar Information-EDokument1 SeiteAstro Solar Information-EMutoha ArkanuddinNoch keine Bewertungen
- ENSC3024 Ideal Gas Lab 1Dokument12 SeitenENSC3024 Ideal Gas Lab 1Max ShervingtonNoch keine Bewertungen
- Design of Sanitary Sewer SystemDokument11 SeitenDesign of Sanitary Sewer SystemAhmad SanaNoch keine Bewertungen
- Worm GearsDokument31 SeitenWorm GearsYose MustNoch keine Bewertungen
- Chapter 2 Lecture Nuclear Stability and ModelsDokument24 SeitenChapter 2 Lecture Nuclear Stability and ModelsSepamoNoch keine Bewertungen
- Beginners DSLR Photography Printable Guide PDFDokument8 SeitenBeginners DSLR Photography Printable Guide PDFShamith ManoharNoch keine Bewertungen
- Heat Transfer PITDokument15 SeitenHeat Transfer PITMondaya, Jake Armond D.Noch keine Bewertungen
- ASTM D5147 - Sampling and Testing Modified Bituminous Sheet Material1Dokument5 SeitenASTM D5147 - Sampling and Testing Modified Bituminous Sheet Material1jothi vel muruganNoch keine Bewertungen
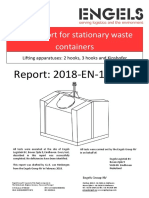
- Report 2018-En-1 en 13071-1-3 Aero EnglishDokument16 SeitenReport 2018-En-1 en 13071-1-3 Aero EnglishSlikCostaNoch keine Bewertungen
- TCRT 1000Dokument7 SeitenTCRT 1000Costel MirzacNoch keine Bewertungen
- Pirs509a BeamnrcDokument289 SeitenPirs509a BeamnrcskcomhackerNoch keine Bewertungen
- Catalog PlasfabDokument8 SeitenCatalog PlasfabDeep ZaveriNoch keine Bewertungen
- LPO / Low Power ObjectiveDokument2 SeitenLPO / Low Power ObjectiveFor AstroNoch keine Bewertungen
- BC 559 CDokument7 SeitenBC 559 CAndy SanchezNoch keine Bewertungen
- Overhead Line Design NotesDokument35 SeitenOverhead Line Design NotesiaessackjeeNoch keine Bewertungen
- Able BrochureDokument8 SeitenAble BrochureravensarcillaNoch keine Bewertungen
- Slides OctaveDokument24 SeitenSlides Octaveamru_rzlNoch keine Bewertungen
- Projectile MotionDokument6 SeitenProjectile MotionArseniojakejr FloresNoch keine Bewertungen
- SHS LAS Gen - Physics1 MELC12 Q2 Week-1Dokument14 SeitenSHS LAS Gen - Physics1 MELC12 Q2 Week-1ChricellFNoch keine Bewertungen
- STAD Balancing ValvesDokument10 SeitenSTAD Balancing ValvesNestramiNoch keine Bewertungen
- 942 15Dokument1 Seite942 15Gia Trish100% (2)
- ANSYS 10.0 Workbench Tutorial - Description of TutorialsDokument7 SeitenANSYS 10.0 Workbench Tutorial - Description of TutorialssangeethsreeniNoch keine Bewertungen
- Chapter 4. Translational Equilibrium and Friction.: Free-Body DiagramsDokument16 SeitenChapter 4. Translational Equilibrium and Friction.: Free-Body DiagramsAlma GalvànNoch keine Bewertungen
- MAG8000 Manual PDFDokument137 SeitenMAG8000 Manual PDFHanks EpphNoch keine Bewertungen
- Zoncare-Q7: Full Digital Color Doppler Ultrasound Diagnostic SystemDokument3 SeitenZoncare-Q7: Full Digital Color Doppler Ultrasound Diagnostic SystemyeniNoch keine Bewertungen
- Regulation 391ADokument6 SeitenRegulation 391Adnageshm4n244100% (1)
- The Core-Periphery Model With Three Regions and MoreDokument25 SeitenThe Core-Periphery Model With Three Regions and MoreJomit C PNoch keine Bewertungen
- PLL - 1323 - Low Speed, High Torque Motors EatonDokument294 SeitenPLL - 1323 - Low Speed, High Torque Motors EatonWilmer Huaman PasaperaNoch keine Bewertungen
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsVon EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsBewertung: 4 von 5 Sternen4/5 (5)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsVon EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNoch keine Bewertungen
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesVon EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNoch keine Bewertungen
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessVon EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNoch keine Bewertungen
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)