Das könnte Ihnen auch gefallen
- Rolling & Extrusion Case StudyDokument20 SeitenRolling & Extrusion Case StudyMahmoud KassabNoch keine Bewertungen
- UTP Mould & Die Mould Base Catalogue 2011/12Dokument21 SeitenUTP Mould & Die Mould Base Catalogue 2011/12Amitava DattaNoch keine Bewertungen
- XR5 Data SheetDokument7 SeitenXR5 Data SheetReeta DuttaNoch keine Bewertungen
- EL CID BrochureDokument4 SeitenEL CID BrochureeesacNoch keine Bewertungen
- How To Compute Tonnage RequirementsDokument5 SeitenHow To Compute Tonnage RequirementsPrabhat SharmaNoch keine Bewertungen
- Final Report Gen-3 Stator BarDokument55 SeitenFinal Report Gen-3 Stator BarRandhir KumarNoch keine Bewertungen
- ME311 Screws LectureDokument26 SeitenME311 Screws LectureantoniodellisantiNoch keine Bewertungen
- NC CNC Machine ToolDokument50 SeitenNC CNC Machine ToolShoaib MultaniNoch keine Bewertungen
- Practical Training Report SummaryDokument24 SeitenPractical Training Report Summarysagar chughNoch keine Bewertungen
- Chapter 3 - Principles of Arc WeldingDokument32 SeitenChapter 3 - Principles of Arc Weldingsipi maseleNoch keine Bewertungen
- Why Are Rotors SkewedDokument2 SeitenWhy Are Rotors SkewedsebastianNoch keine Bewertungen
- Material Science IntroductionDokument43 SeitenMaterial Science IntroductionAsadAliNoch keine Bewertungen
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsVon EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsNoch keine Bewertungen
- Review COSDokument9 SeitenReview COSSergio AndresNoch keine Bewertungen
- Electrical Actuation SystemDokument8 SeitenElectrical Actuation SystemShriyash KamatNoch keine Bewertungen
- Forging Processes MEE 3024 2014Dokument36 SeitenForging Processes MEE 3024 2014krunal07786Noch keine Bewertungen
- New Instructions Manual - New (30-06-2022)Dokument19 SeitenNew Instructions Manual - New (30-06-2022)rarhi.krish8480Noch keine Bewertungen
- Base Chassis Drawing PDFDokument10 SeitenBase Chassis Drawing PDFMatias Ulloa SaavedraNoch keine Bewertungen
- Force Power in Metal CuttingDokument7 SeitenForce Power in Metal CuttingRavinder AntilNoch keine Bewertungen
- Reaction Injection MoldingDokument8 SeitenReaction Injection MoldingAmeer_Takashim_9385Noch keine Bewertungen
- Press Brake Metric Tonnage Chart For Air BendingDokument1 SeitePress Brake Metric Tonnage Chart For Air BendingkokyawzawNoch keine Bewertungen
- Complete CatalogDokument651 SeitenComplete CatalogFernando EscriváNoch keine Bewertungen
- 2 2 Ultrasonic Welding PDFDokument43 Seiten2 2 Ultrasonic Welding PDFErick Venegas HerreraNoch keine Bewertungen
- TOOL AND DIE STEEL FinalDokument73 SeitenTOOL AND DIE STEEL FinalSapan KansaraNoch keine Bewertungen
- For Wood Cutter MachineDokument19 SeitenFor Wood Cutter MachineRahul Rajput100% (1)
- Ch-12 Unconventional MachiningDokument188 SeitenCh-12 Unconventional MachiningAbhishek AroraNoch keine Bewertungen
- Dry Machining: Under The Guidance of Prof. S. R. PatilDokument19 SeitenDry Machining: Under The Guidance of Prof. S. R. PatilChetan ChaudhariNoch keine Bewertungen
- Welding ProcessesDokument77 SeitenWelding ProcessesRahul75% (4)
- MD Design ConsiderationDokument18 SeitenMD Design ConsiderationjhpatelNoch keine Bewertungen
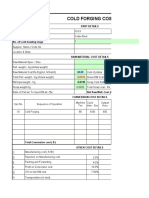
- 94.cold Forging Cost Estimation SheetDokument5 Seiten94.cold Forging Cost Estimation SheetVenkateswaran venkateswaranNoch keine Bewertungen
- Caparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyDokument44 SeitenCaparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyNitesh YadavNoch keine Bewertungen
- Slab Continuous Casting DesignDokument49 SeitenSlab Continuous Casting DesignFahrgeruste0% (1)
- Final ReportDokument25 SeitenFinal ReportAdil SaleemNoch keine Bewertungen
- Module 1 FundamentalsDokument90 SeitenModule 1 Fundamentalshari0118Noch keine Bewertungen
- Load Calculation - WorkingDokument18 SeitenLoad Calculation - WorkingVEERAM AJITHNoch keine Bewertungen
- Sheet Metal-Cup DrawingDokument25 SeitenSheet Metal-Cup DrawingCADTDD100% (1)
- Technical Information of Icr18650 S3 (2200mah)Dokument9 SeitenTechnical Information of Icr18650 S3 (2200mah)Rolland ButterNoch keine Bewertungen
- LPDC Flow SimulationDokument5 SeitenLPDC Flow SimulationDavid JendraNoch keine Bewertungen
- Fundamentals of Joining ProcessesDokument21 SeitenFundamentals of Joining ProcessesNosta Silva100% (1)
- POSCO Catalogue - Electrical Steel - 2013Dokument23 SeitenPOSCO Catalogue - Electrical Steel - 2013ecaph244100% (1)
- Ch-8.2 Screw Thread ManufacturingDokument18 SeitenCh-8.2 Screw Thread ManufacturingPrateek Bayal0% (2)
- Manufacturing Process - Module2.0Dokument33 SeitenManufacturing Process - Module2.0Fiza KamaNoch keine Bewertungen
- ME 114 - Engineering Drawing II: Fits, Tolerances and Surface Quality MarksDokument19 SeitenME 114 - Engineering Drawing II: Fits, Tolerances and Surface Quality MarksMuhamad Richard MenarizkiNoch keine Bewertungen
- 725-24-600-12 Cylinder DetailsDokument2 Seiten725-24-600-12 Cylinder DetailsramabhplNoch keine Bewertungen
- Extrusion ProcessDokument24 SeitenExtrusion Processchris mushunjeNoch keine Bewertungen
- Resistance Spot WeldingDokument26 SeitenResistance Spot Weldingஜெகன் தேவர்Noch keine Bewertungen
- GeneralDokument39 SeitenGeneralDeerendra KaranthNoch keine Bewertungen
- Non Conventional Machining ProcessesDokument65 SeitenNon Conventional Machining ProcessesRenjith Rajendraprasad100% (1)
- Worm Wheel HobsDokument7 SeitenWorm Wheel HobsRaul PerezNoch keine Bewertungen
- ProjectDokument32 SeitenProjectRiken MangukiyaNoch keine Bewertungen
- SEO-OPTIMIZED TITLEDokument2 SeitenSEO-OPTIMIZED TITLEBagas Lesta CoratiesNoch keine Bewertungen
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyVon EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyBewertung: 4 von 5 Sternen4/5 (1)
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Von EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Noch keine Bewertungen
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985Von EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNoch keine Bewertungen
- Dynamic Stability of Shaft Inerconnected Through Joint PDFDokument9 SeitenDynamic Stability of Shaft Inerconnected Through Joint PDFNhan LeNoch keine Bewertungen
- AAM Manufacturing 3 FormingDokument96 SeitenAAM Manufacturing 3 FormingNhan LeNoch keine Bewertungen
- 4 Sheet Metal Forming Simulations For HeavyDokument8 Seiten4 Sheet Metal Forming Simulations For HeavyNhan LeNoch keine Bewertungen
- Thoi Chai PDFDokument6 SeitenThoi Chai PDFNhan LeNoch keine Bewertungen
- Ảnh Hưởng Lòng Khuôn Đến Sp Dập VuốtDokument12 SeitenẢnh Hưởng Lòng Khuôn Đến Sp Dập VuốtNhan LeNoch keine Bewertungen
- Optimization of Process Parameters of Stamping FormingDokument10 SeitenOptimization of Process Parameters of Stamping FormingNhan LeNoch keine Bewertungen
- Thoi ChaiDokument6 SeitenThoi ChaiNhan LeNoch keine Bewertungen
- Optimizing Vehicle NVH Characteristics For Driveline Integration PDFDokument15 SeitenOptimizing Vehicle NVH Characteristics For Driveline Integration PDFCosmin ConstantinescuNoch keine Bewertungen
- Injection Moulding BasicsDokument27 SeitenInjection Moulding Basicsmrriassaty100% (1)
- PAMSTAMP2G Examplesmanual USDokument20 SeitenPAMSTAMP2G Examplesmanual USNhan LeNoch keine Bewertungen
- MFG Tooling - 10 Prog Tools-2 PDFDokument11 SeitenMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinNoch keine Bewertungen
- Autoform Analysis in Sheet Metal FormingDokument15 SeitenAutoform Analysis in Sheet Metal FormingNhan LeNoch keine Bewertungen
- Ban Ve Khuon Chan Thep Day 4mmDokument1 SeiteBan Ve Khuon Chan Thep Day 4mmNhan LeNoch keine Bewertungen
- Stamping Fea Model Input ReviewDokument20 SeitenStamping Fea Model Input ReviewNhan LeNoch keine Bewertungen
- The Influence of Sheet ThicknessDokument53 SeitenThe Influence of Sheet ThicknessNhan LeNoch keine Bewertungen
- Using Limiting DrawDokument2 SeitenUsing Limiting DrawNhan LeNoch keine Bewertungen
- Luận Văn Dập Vuốt - 2015Dokument9 SeitenLuận Văn Dập Vuốt - 2015Nhan LeNoch keine Bewertungen
- 17 TiszaM.2013 RecentDevelopmentTrendsDokument16 Seiten17 TiszaM.2013 RecentDevelopmentTrendsNhan LeNoch keine Bewertungen
- Stamping Parts and ComponentsDokument24 SeitenStamping Parts and ComponentsNhan LeNoch keine Bewertungen
- Analysis of Springback in Flanging ProcessDokument8 SeitenAnalysis of Springback in Flanging ProcessNhan LeNoch keine Bewertungen
- Production of Pulley Used in AutomobileDokument15 SeitenProduction of Pulley Used in AutomobileNhan LeNoch keine Bewertungen
- Materials ProcessesDokument31 SeitenMaterials ProcessesNhan LeNoch keine Bewertungen
- Experimental and Finite Element Evaluation of Bending for Mild SteelDokument24 SeitenExperimental and Finite Element Evaluation of Bending for Mild SteelNhan LeNoch keine Bewertungen
- Friction CoefficientDokument4 SeitenFriction CoefficientNhan LeNoch keine Bewertungen
- Automotive Applications StampingDokument93 SeitenAutomotive Applications StampingNhan LeNoch keine Bewertungen
- Generative Shape Design PDFDokument173 SeitenGenerative Shape Design PDFNhan LeNoch keine Bewertungen
- KaongaDokument97 SeitenKaongaNhan LeNoch keine Bewertungen
- Bahria Town Karachi E&P Department: Oil Topup ReportDokument1 SeiteBahria Town Karachi E&P Department: Oil Topup ReportAmjad HussainNoch keine Bewertungen
- Section: Data OoDokument46 SeitenSection: Data OoScaricatore92Noch keine Bewertungen
- MSDS M.E.KDokument94 SeitenMSDS M.E.KqNoch keine Bewertungen
- Estimating The Approximate Residual Circumferential Stress in Straight Thin-Walled TubingDokument3 SeitenEstimating The Approximate Residual Circumferential Stress in Straight Thin-Walled TubingNilton Santillan100% (1)
- EnRD ECO CENTER PDFDokument56 SeitenEnRD ECO CENTER PDFMhare Oroceo CasanovaNoch keine Bewertungen
- Automatic Paint Spraying With Conveyor SystemDokument3 SeitenAutomatic Paint Spraying With Conveyor Systemieee4mybusinessonlyNoch keine Bewertungen
- Spez High Cube20Dokument15 SeitenSpez High Cube20Bylts MFNoch keine Bewertungen
- Einhell BT-TB 13 e Manual ENDokument20 SeitenEinhell BT-TB 13 e Manual ENGustavs KrievkalnsNoch keine Bewertungen
- Test Procedure Batching Plant Certification R1Dokument19 SeitenTest Procedure Batching Plant Certification R1sfiyan 123Noch keine Bewertungen
- 3ap1 FG: High-Voltage Circuit-BreakerDokument2 Seiten3ap1 FG: High-Voltage Circuit-BreakerFernando VacaNoch keine Bewertungen
- Acsr Din en 50182 PDFDokument1 SeiteAcsr Din en 50182 PDFAdim CoMed ProNoch keine Bewertungen
- 11 CR-CB Data SheetDokument2 Seiten11 CR-CB Data SheetJLZ972Noch keine Bewertungen
- Knife Edges and PivotsDokument8 SeitenKnife Edges and PivotsYineth100% (3)
- Duct PDFDokument12 SeitenDuct PDFroshan jaiswalNoch keine Bewertungen
- Ajuste Del Freno Estacionamiento ProbarDokument2 SeitenAjuste Del Freno Estacionamiento ProbarVictor NunezNoch keine Bewertungen
- Manual-De-Usuario Deshumidificador PDFDokument18 SeitenManual-De-Usuario Deshumidificador PDFSoyManuNoch keine Bewertungen
- Firecel General Catalogue - 100-4Dokument32 SeitenFirecel General Catalogue - 100-4dinesh_kp7647Noch keine Bewertungen
- Band ItDokument48 SeitenBand ItCentral HydraulicsNoch keine Bewertungen
- 87a-207-01-Stainless Steel Asme Class 150 Flanged Full Port Ball Valve - 1.5" Thru 2.5Dokument1 Seite87a-207-01-Stainless Steel Asme Class 150 Flanged Full Port Ball Valve - 1.5" Thru 2.5Hung NguyenNoch keine Bewertungen
- Collapsible Tube For PharmaDokument8 SeitenCollapsible Tube For PharmaAbhishek Singh100% (1)
- DWF 210PWDokument47 SeitenDWF 210PWJosè Ramòn Silva AvilèsNoch keine Bewertungen
- Marten Terpstra, Johan G. Van Veen (Auth.), Marten Terpstra, Johan G. Van Veen (Eds.) - Heat Pipes - Construction and Application - A Study of Patents and Patent Applications-Springer NetherlandsDokument391 SeitenMarten Terpstra, Johan G. Van Veen (Auth.), Marten Terpstra, Johan G. Van Veen (Eds.) - Heat Pipes - Construction and Application - A Study of Patents and Patent Applications-Springer NetherlandsJed MansouriNoch keine Bewertungen
- Dic Pps Weld StrengthDokument1 SeiteDic Pps Weld StrengthWoong KimNoch keine Bewertungen
- Original KSB Spare Parts Kits: For Eta PumpsDokument2 SeitenOriginal KSB Spare Parts Kits: For Eta Pumpsayham100% (1)
- Editable List of Procedure+Dokument5 SeitenEditable List of Procedure+Koya ThangalNoch keine Bewertungen
- Smart' Polymers and What They Could Do in Biotechnology and MedicineDokument6 SeitenSmart' Polymers and What They Could Do in Biotechnology and MedicineAlexander KritikopoulosNoch keine Bewertungen
- MTJ MRJ Series Maintenance and Assembly InstructionsDokument35 SeitenMTJ MRJ Series Maintenance and Assembly Instructionsa04205Noch keine Bewertungen
- Codes and Standards: ASME B31 Piping CodesDokument44 SeitenCodes and Standards: ASME B31 Piping CodesMuthukumar ThangaiahNoch keine Bewertungen
- Cleanliness and Beautification Action Plan S.Y. 2021-2022 Areas of Concern Objectives Strategies Persons Involve Time Frame Success IndicatorDokument4 SeitenCleanliness and Beautification Action Plan S.Y. 2021-2022 Areas of Concern Objectives Strategies Persons Involve Time Frame Success IndicatorMARITES TUMOLVA100% (3)
- ProTrack I ManualDokument203 SeitenProTrack I ManualhishamuddinohariNoch keine Bewertungen