Das könnte Ihnen auch gefallen
- Kerala BOE-2014 Paper-1 SolutionDokument10 SeitenKerala BOE-2014 Paper-1 SolutionAlok DoshiNoch keine Bewertungen
- Packaged steam generators: Custom designs have advantages over standard onesDokument90 SeitenPackaged steam generators: Custom designs have advantages over standard onespinenamuNoch keine Bewertungen
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDokument16 SeitenApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNoch keine Bewertungen
- Fire Tube BoilerDokument14 SeitenFire Tube BoilersadvdsNoch keine Bewertungen
- Kerala BOE-2014 Paper-1 SolutionDokument10 SeitenKerala BOE-2014 Paper-1 SolutionKiran GayakwadNoch keine Bewertungen
- Q - What Is A Furnace ? What Is Its Functions?Dokument8 SeitenQ - What Is A Furnace ? What Is Its Functions?Arjun Shantaram ZopeNoch keine Bewertungen
- Boiler House Management Course Final PDFDokument107 SeitenBoiler House Management Course Final PDFPaul StuttNoch keine Bewertungen
- Mechanical Engineering Interview Questions With AnswersDokument25 SeitenMechanical Engineering Interview Questions With AnswersKamrul HasanNoch keine Bewertungen
- TOP MECHANICAL Engineering Interview Questions and AnswersDokument24 SeitenTOP MECHANICAL Engineering Interview Questions and Answersrajesh1924Noch keine Bewertungen
- BLR - Operation & Maintenance Q&A - 2017Dokument50 SeitenBLR - Operation & Maintenance Q&A - 2017RAJKUMARNoch keine Bewertungen
- Interview Questions: Solution 1e)Dokument19 SeitenInterview Questions: Solution 1e)vipsdgr8Noch keine Bewertungen
- Mechanical Engineering Interview Questions With AnswersDokument25 SeitenMechanical Engineering Interview Questions With AnswersB O S C ONoch keine Bewertungen
- Pack Firetube BoilersDokument5 SeitenPack Firetube BoilersNath BoyapatiNoch keine Bewertungen
- 100 Mechanical Interview QuestionsDokument17 Seiten100 Mechanical Interview QuestionsPoojit Popli100% (1)
- Boiler EfficiencyDokument2 SeitenBoiler EfficiencycyruskuleiNoch keine Bewertungen
- Boe MCQDokument13 SeitenBoe MCQSyam Prasad100% (1)
- Manual On Boiler Tube FailureDokument69 SeitenManual On Boiler Tube Failureyogeshmangal1974100% (2)
- Boiler Q ADokument26 SeitenBoiler Q AGnanaSekar100% (1)
- Classification of Shell-And-Tube Heat ExchangersDokument12 SeitenClassification of Shell-And-Tube Heat ExchangerslumengentiunNoch keine Bewertungen
- Revamp Fired Heaters To Increase CapacityDokument8 SeitenRevamp Fired Heaters To Increase Capacityyogitadoda100% (3)
- Basic Mechanical Engineering Lab Manual: April 2011Dokument34 SeitenBasic Mechanical Engineering Lab Manual: April 2011ankit trivediNoch keine Bewertungen
- Basic Mechanical Engineering Lab Manual: April 2011Dokument34 SeitenBasic Mechanical Engineering Lab Manual: April 2011Pradyot DeoliaNoch keine Bewertungen
- Marine Machinary CourseDokument452 SeitenMarine Machinary CourseMc Liviu100% (1)
- ME-216E Lab Manual for Energy ConversionDokument40 SeitenME-216E Lab Manual for Energy ConversionmechgokulNoch keine Bewertungen
- L&T ManualDokument60 SeitenL&T ManualDineshNoch keine Bewertungen
- Heat Loss Through TankDokument56 SeitenHeat Loss Through Tankinamdar_sameerNoch keine Bewertungen
- Burnham Wetback Vs DrybackDokument2 SeitenBurnham Wetback Vs Drybacksandi1111Noch keine Bewertungen
- Efficient Boiler Types and Their Working PrinciplesDokument71 SeitenEfficient Boiler Types and Their Working PrinciplesRaag SNoch keine Bewertungen
- Design of Tank and Tubes - TransformersDokument6 SeitenDesign of Tank and Tubes - TransformersAJAY KOSHY PS 18-20Noch keine Bewertungen
- Boiler QuestionsDokument101 SeitenBoiler QuestionssrinivasNoch keine Bewertungen
- Boiler Operation EngineerDokument10 SeitenBoiler Operation EngineerSarah Frazier100% (2)
- PESIT Bangalore South Campus: Internal Assessment Test - 2Dokument43 SeitenPESIT Bangalore South Campus: Internal Assessment Test - 2Ayush SinghalNoch keine Bewertungen
- Advanced Fire-Tube Boiler ProjectDokument10 SeitenAdvanced Fire-Tube Boiler ProjectRonnieldNoch keine Bewertungen
- War Ga Boiler Project SummaryDokument8 SeitenWar Ga Boiler Project Summarykhaledi10Noch keine Bewertungen
- Modeling of Fire Tube BoilerDokument16 SeitenModeling of Fire Tube BoilerVignesh AlagesanNoch keine Bewertungen
- Cooling Technology for ElectronicsDokument29 SeitenCooling Technology for ElectronicsNikhil ShahNoch keine Bewertungen
- Chapter 2.3: Steam System: Part-I: Objective Type Questions and AnswersDokument7 SeitenChapter 2.3: Steam System: Part-I: Objective Type Questions and Answersmaran2786Noch keine Bewertungen
- Mechanical Engineering Interview Questions and Answers Set3 - Preparation For EngineeringDokument9 SeitenMechanical Engineering Interview Questions and Answers Set3 - Preparation For EngineeringRajneesh Patel100% (1)
- Economizers: Plant Engineer's Reference Book (Second Edition)Dokument11 SeitenEconomizers: Plant Engineer's Reference Book (Second Edition)Khurram ShahzadNoch keine Bewertungen
- Tower Type Boilers Vs Two Pass BoilersDokument3 SeitenTower Type Boilers Vs Two Pass Boilersammar kkNoch keine Bewertungen
- Fire Tube BoilerDokument21 SeitenFire Tube Boiler声原Noch keine Bewertungen
- THERMAL-1 Experiment 1 Part ADokument7 SeitenTHERMAL-1 Experiment 1 Part Anishith ranaNoch keine Bewertungen
- High Flux Steam Reforming Design Lowers CostDokument6 SeitenHigh Flux Steam Reforming Design Lowers CostAnissa Nurul BadriyahNoch keine Bewertungen
- Marine Machinery CourseDokument452 SeitenMarine Machinery CourseMerrel Ross100% (1)
- Heat and Mass Transfer Lab Research Paper Topic: Detailed Description of Compact Heat Exchanger With Practical ApplicationDokument9 SeitenHeat and Mass Transfer Lab Research Paper Topic: Detailed Description of Compact Heat Exchanger With Practical ApplicationJaskirat SinghNoch keine Bewertungen
- Basic Boiler ConstructionDokument37 SeitenBasic Boiler ConstructionSudarmarine SudharNoch keine Bewertungen
- E. Steam Power Plant - Pe - ExamDokument4 SeitenE. Steam Power Plant - Pe - ExamallovidNoch keine Bewertungen
- Heat Exchanger Design: Table of ContentDokument18 SeitenHeat Exchanger Design: Table of ContenthellopaNoch keine Bewertungen
- Boiler OverhaulDokument9 SeitenBoiler OverhaulHemant PatilNoch keine Bewertungen
- 2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6Dokument8 Seiten2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6vatsal07Noch keine Bewertungen
- Fire Tube BoilersDokument2 SeitenFire Tube BoilersUmair JamilNoch keine Bewertungen
- Scientific American Supplement, No. 633, February 18, 1888Von EverandScientific American Supplement, No. 633, February 18, 1888Noch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemVon EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNoch keine Bewertungen
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsVon EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNoch keine Bewertungen
- Project Standards and Specifications Flare and Blowdown Systems Rev01Dokument12 SeitenProject Standards and Specifications Flare and Blowdown Systems Rev01Venkat Rangan100% (1)
- Fisher 67cfr Description Part NumbersDokument1 SeiteFisher 67cfr Description Part NumbersAKSHEYMEHTANoch keine Bewertungen
- Glycol Dehydrator Design Manual - 1976Dokument36 SeitenGlycol Dehydrator Design Manual - 1976lutfi awn100% (3)
- Gas-Liquid Separators SizingrDokument3 SeitenGas-Liquid Separators SizingrAKSHEYMEHTANoch keine Bewertungen
- Tech Note - Gas PhaseDokument1 SeiteTech Note - Gas PhaseЗоран ХајдуковићNoch keine Bewertungen
- An 01 013 Ctrls & Process ValvingDokument2 SeitenAn 01 013 Ctrls & Process ValvingAKSHEYMEHTANoch keine Bewertungen
- Final Report - Solar Cold StorageDokument75 SeitenFinal Report - Solar Cold StorageAKSHEYMEHTANoch keine Bewertungen
- Selection of Material Nace - H2S - Technical Paper PDFDokument21 SeitenSelection of Material Nace - H2S - Technical Paper PDFajaysharma_1009Noch keine Bewertungen
- Dean PumpDokument50 SeitenDean PumpAKSHEYMEHTANoch keine Bewertungen
- Fire Prevention Chemical Processing MagDokument3 SeitenFire Prevention Chemical Processing MagLeeLee LeeNoch keine Bewertungen
- 2010 Amine Training SessionDokument81 Seiten2010 Amine Training SessionAKSHEYMEHTA100% (4)
- Depressuring Do N DonsDokument3 SeitenDepressuring Do N DonsAKSHEYMEHTANoch keine Bewertungen
- Fisher Flashing and OutgassingDokument4 SeitenFisher Flashing and OutgassingAKSHEYMEHTANoch keine Bewertungen
- Material Stream: 1: ConditionsDokument6 SeitenMaterial Stream: 1: ConditionsAKSHEYMEHTANoch keine Bewertungen
- FinFan Technical InfoDokument25 SeitenFinFan Technical InfoAKSHEYMEHTANoch keine Bewertungen
- 02 Laboratories - Fume Hood Exhaust GuidelinesDokument5 Seiten02 Laboratories - Fume Hood Exhaust GuidelinesAKSHEYMEHTANoch keine Bewertungen
- Is 6669 2001Dokument15 SeitenIs 6669 2001AKSHEYMEHTANoch keine Bewertungen
- Steel BookDokument472 SeitenSteel BookAKSHEYMEHTANoch keine Bewertungen
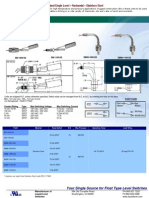
- Reed switches for liquid level controlDokument1 SeiteReed switches for liquid level controlAKSHEYMEHTANoch keine Bewertungen
- Strainer GuideDokument26 SeitenStrainer Guidemudrijasm100% (1)
- Insulation SpecificationDokument18 SeitenInsulation SpecificationAKSHEYMEHTANoch keine Bewertungen
- Mac Weld ThreadedDokument1 SeiteMac Weld ThreadedAKSHEYMEHTANoch keine Bewertungen
- Strainer GuideDokument26 SeitenStrainer Guidemudrijasm100% (1)
- Mac Weld ThreadedDokument1 SeiteMac Weld ThreadedAKSHEYMEHTANoch keine Bewertungen
- Steel BookDokument477 SeitenSteel BookAKSHEYMEHTANoch keine Bewertungen
- Su3321e Rev 1 (As Built)Dokument14 SeitenSu3321e Rev 1 (As Built)AKSHEYMEHTANoch keine Bewertungen
- Design of Lifting and Tailing LugsNetsc001Dokument30 SeitenDesign of Lifting and Tailing LugsNetsc001AKSHEYMEHTANoch keine Bewertungen
- Basic Calculations Piping System Design PDFDokument14 SeitenBasic Calculations Piping System Design PDFjeff_shawNoch keine Bewertungen
- 01-1 V-Series Installation InstructionsDokument18 Seiten01-1 V-Series Installation InstructionsAKSHEYMEHTANoch keine Bewertungen
- Past The Shallows EssayDokument2 SeitenPast The Shallows EssaycaitlinNoch keine Bewertungen
- Insurance Principles, Types and Industry in IndiaDokument10 SeitenInsurance Principles, Types and Industry in IndiaAroop PalNoch keine Bewertungen
- General JournalDokument11 SeitenGeneral JournalZaheer Ahmed Swati100% (2)
- Myth and Realism in The Play A Long Day's Journey Into Night of Eugene O'neillDokument4 SeitenMyth and Realism in The Play A Long Day's Journey Into Night of Eugene O'neillFaisal JahangeerNoch keine Bewertungen
- High-pressure dryers for PET bottle production and industrial applicationsDokument3 SeitenHigh-pressure dryers for PET bottle production and industrial applicationsAnonymous 6VCG1YRdNoch keine Bewertungen
- Health 6 Q 4 WK 6 Module 6 Version 4Dokument16 SeitenHealth 6 Q 4 WK 6 Module 6 Version 4Kassandra BayogosNoch keine Bewertungen
- HR Policy For Hotel IndustriesDokument5 SeitenHR Policy For Hotel IndustriesHR Forum India78% (9)
- 9 To 5 Props PresetsDokument4 Seiten9 To 5 Props Presetsapi-300450266100% (1)
- Philippines implements external quality assessment for clinical labsDokument2 SeitenPhilippines implements external quality assessment for clinical labsKimberly PeranteNoch keine Bewertungen
- Diagnostic and Statistical Manual of Mental Disorders: Distinction From ICD Pre-DSM-1 (1840-1949)Dokument25 SeitenDiagnostic and Statistical Manual of Mental Disorders: Distinction From ICD Pre-DSM-1 (1840-1949)Unggul YudhaNoch keine Bewertungen
- Auditor General Insurance Regulation Dec 2011Dokument23 SeitenAuditor General Insurance Regulation Dec 2011Omar Ha-RedeyeNoch keine Bewertungen
- Week 6 Blood and Tissue FlagellatesDokument7 SeitenWeek 6 Blood and Tissue FlagellatesaemancarpioNoch keine Bewertungen
- MLS 321 Aubf M6u2 Other Metabolic Diseases V2122Dokument7 SeitenMLS 321 Aubf M6u2 Other Metabolic Diseases V2122proximusNoch keine Bewertungen
- Fugro - Method Statement - For Geotechnical InvestigationDokument4 SeitenFugro - Method Statement - For Geotechnical Investigationsindalisindi100% (1)
- G10 Bio CellsDokument6 SeitenG10 Bio CellsswacaneNoch keine Bewertungen
- FinalsDokument8 SeitenFinalsDumpNoch keine Bewertungen
- Cellular Basis of HeredityDokument12 SeitenCellular Basis of HeredityLadyvirdi CarbonellNoch keine Bewertungen
- 2 English Course BDokument8 Seiten2 English Course BAnjana27Noch keine Bewertungen
- UT Dallas Syllabus For nsc4371.001.11s Taught by Michael Kilgard (Kilgard)Dokument5 SeitenUT Dallas Syllabus For nsc4371.001.11s Taught by Michael Kilgard (Kilgard)UT Dallas Provost's Technology GroupNoch keine Bewertungen
- Reading and Listening 2Dokument4 SeitenReading and Listening 2Hải Anh TạNoch keine Bewertungen
- Thee Correlational Study of Possittive Emotionons and Coping Strategies For Academic Stress Among CASS Studentts - updaTEDDokument23 SeitenThee Correlational Study of Possittive Emotionons and Coping Strategies For Academic Stress Among CASS Studentts - updaTEDJuliet AcelNoch keine Bewertungen
- 10059-DC-K-01-A Design BasisDokument34 Seiten10059-DC-K-01-A Design BasisAnonymous RvIgDUNoch keine Bewertungen
- Base para Detectores de Humo y Temperatura KIDDE KI-SBDokument2 SeitenBase para Detectores de Humo y Temperatura KIDDE KI-SBAnderson CastañedaNoch keine Bewertungen
- Pictorial History of AOTADokument5 SeitenPictorial History of AOTAThe American Occupational Therapy Association0% (4)
- Test Report OD63mm PN12.5 PE100Dokument6 SeitenTest Report OD63mm PN12.5 PE100Im ChinithNoch keine Bewertungen
- Grab Go Porter S 5 ForcesDokument2 SeitenGrab Go Porter S 5 ForcesUtkarsh SharmaNoch keine Bewertungen
- RUKUS March 2010Dokument32 SeitenRUKUS March 2010RUKUS Magazine29% (14)
- NFPA 72 Fire Alarm TrainingDokument376 SeitenNFPA 72 Fire Alarm TrainingFavori gcbNoch keine Bewertungen
- SVIMS-No Que-2Dokument1 SeiteSVIMS-No Que-2LikhithaReddy100% (1)
- Đề Thi Thử THPT 2021 - Tiếng Anh - GV Vũ Thị Mai Phương - Đề 13 - Có Lời GiảiDokument17 SeitenĐề Thi Thử THPT 2021 - Tiếng Anh - GV Vũ Thị Mai Phương - Đề 13 - Có Lời GiảiHanh YenNoch keine Bewertungen