Das könnte Ihnen auch gefallen
- 1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsDokument10 Seiten1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsnareshvkkdNoch keine Bewertungen
- Super Critical Power - Part11Dokument1 SeiteSuper Critical Power - Part11Dhiraj SatyamNoch keine Bewertungen
- Advances in Design of Modern Thermal Power Plants-A ReviewDokument11 SeitenAdvances in Design of Modern Thermal Power Plants-A ReviewmohanNoch keine Bewertungen
- Supercritical Coal-Fired P..Dokument7 SeitenSupercritical Coal-Fired P..samrahmanNoch keine Bewertungen
- Super Critical Coal-Fired Power PlantDokument8 SeitenSuper Critical Coal-Fired Power Plantpartha das sharma100% (2)
- Supercritical Coal Fired Power PlantDokument5 SeitenSupercritical Coal Fired Power Plantazian julianaNoch keine Bewertungen
- Super Critical Water-Cooled Nuclear Reactors (SCWRS) Thermodynamic Cycle Options and Thermal Aspects of Pressure-Channel DesignDokument22 SeitenSuper Critical Water-Cooled Nuclear Reactors (SCWRS) Thermodynamic Cycle Options and Thermal Aspects of Pressure-Channel Designspnx13Noch keine Bewertungen
- T S - 3 Efficiency Improvement in Auxiliary EquipementDokument59 SeitenT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305Noch keine Bewertungen
- Supercritical Turbine Analysis & DesignDokument29 SeitenSupercritical Turbine Analysis & DesignEngr Imtiaz Hussain GilaniNoch keine Bewertungen
- Supercritical Power PlantsDokument57 SeitenSupercritical Power Plantsmkchy12100% (4)
- Future Development of Electric Equipment Manufacturing: High Efficiency, Energy Saving, Environmental ProtectionDokument31 SeitenFuture Development of Electric Equipment Manufacturing: High Efficiency, Energy Saving, Environmental ProtectionblazegloryNoch keine Bewertungen
- Development of Steam DrumDokument8 SeitenDevelopment of Steam DrumRaja SellappanNoch keine Bewertungen
- 12 Integrated SteelDokument16 Seiten12 Integrated SteelKushagra JadhavNoch keine Bewertungen
- Water Chemistry of Super Critical Thermal Power PlantDokument143 SeitenWater Chemistry of Super Critical Thermal Power PlantnaseemNoch keine Bewertungen
- BoilerDokument29 SeitenBoilerMadhan RajNoch keine Bewertungen
- N.T.P.C Summer Training Project Report: Submitted By: Neha Singh O4313503609 MAE IgitDokument91 SeitenN.T.P.C Summer Training Project Report: Submitted By: Neha Singh O4313503609 MAE IgitNeha SinghNoch keine Bewertungen
- Supercritical Benson BoilerDokument18 SeitenSupercritical Benson BoilerJerry Mateo100% (2)
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Dokument5 SeitenOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
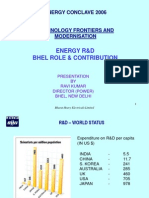
- Energy R&D Bhel Role & ContributionDokument24 SeitenEnergy R&D Bhel Role & ContributionAshok KumarNoch keine Bewertungen
- Review Paper On Ultra Supercritical Power Plants Full Length PaperDokument7 SeitenReview Paper On Ultra Supercritical Power Plants Full Length PaperAtul NegiNoch keine Bewertungen
- Heat Recovery From Tail Gas IncinerationDokument14 SeitenHeat Recovery From Tail Gas IncinerationcanscotNoch keine Bewertungen
- ASME90 GT 335 BollandDokument9 SeitenASME90 GT 335 Bollandank_mehraNoch keine Bewertungen
- Supercritical Technology in BoilersDokument17 SeitenSupercritical Technology in BoilersKARTHIGEYAN.R100% (1)
- Bet SteelDokument3 SeitenBet SteelMohammad Ali ZamanNoch keine Bewertungen
- SWITCHYARD, NTPC SIPAT Training ReportDokument35 SeitenSWITCHYARD, NTPC SIPAT Training ReportSuresh Sunny80% (5)
- Generation Renovation & Modernisation: India Electricity - 2006 11 May, 2006Dokument33 SeitenGeneration Renovation & Modernisation: India Electricity - 2006 11 May, 2006karthikraja21Noch keine Bewertungen
- Super Critical Power PlantDokument27 SeitenSuper Critical Power PlantPrabir Kumar PatiNoch keine Bewertungen
- PPCL Training ReportDokument46 SeitenPPCL Training ReportAshutosh KumarNoch keine Bewertungen
- Chapter CogenerationDokument6 SeitenChapter Cogenerationpratosh1313Noch keine Bewertungen
- Organic Rankine Cycle Power PlantDokument6 SeitenOrganic Rankine Cycle Power PlantPower PowerNoch keine Bewertungen
- Design Features of Advanced Ultrasupercritical PlantsDokument6 SeitenDesign Features of Advanced Ultrasupercritical PlantstuanphamNoch keine Bewertungen
- Presentation by BHEL - Corporate Engineering & Product DevelopmentDokument14 SeitenPresentation by BHEL - Corporate Engineering & Product DevelopmentSayan AichNoch keine Bewertungen
- Super Critical Boiler TechnologyDokument22 SeitenSuper Critical Boiler TechnologySurendar Perumal100% (1)
- SPE 196187-MS Field Case Studies of Downhole Electric Heating in Two Horizontal AlbertaDokument19 SeitenSPE 196187-MS Field Case Studies of Downhole Electric Heating in Two Horizontal AlbertaEvelyn QuinteroNoch keine Bewertungen
- Net PDFDokument16 SeitenNet PDFDa DdeNoch keine Bewertungen
- Supercritical Power Generation-Experiences, Issues & ChallengesDokument85 SeitenSupercritical Power Generation-Experiences, Issues & ChallengesVeda SiddharthNoch keine Bewertungen
- R522ME232CEP2020Dokument8 SeitenR522ME232CEP2020simonaNoch keine Bewertungen
- Super Critical Thermal Power Plant Boiler Efficiency Calculation Using Imported CoalDokument9 SeitenSuper Critical Thermal Power Plant Boiler Efficiency Calculation Using Imported CoalSomplak KudaNoch keine Bewertungen
- Super Critical Thermal Power Plant Boiler Efficiency Calculation Using Imported CoalDokument9 SeitenSuper Critical Thermal Power Plant Boiler Efficiency Calculation Using Imported CoalSomplak KudaNoch keine Bewertungen
- Supercritical and UltraDokument13 SeitenSupercritical and UltraSachin GangwarNoch keine Bewertungen
- Industrial Training Report at i.O.C.L.Dokument24 SeitenIndustrial Training Report at i.O.C.L.mihir301171% (7)
- DPRDokument122 SeitenDPRAbhinav TewariNoch keine Bewertungen
- DPR Power PlantDokument22 SeitenDPR Power PlantSandip Ray100% (1)
- Super Critical Boilers vs. Sub Critical BoilersDokument3 SeitenSuper Critical Boilers vs. Sub Critical BoilersNAITIK100% (1)
- Bhel JournalDokument68 SeitenBhel JournalChaitanya Raghav SharmaNoch keine Bewertungen
- FILE - 20201025 - 102401 - PAPER - GHGT14 - 948 - Flexibility - Efficiency - Steam - CCSDokument10 SeitenFILE - 20201025 - 102401 - PAPER - GHGT14 - 948 - Flexibility - Efficiency - Steam - CCSNGUYEN QUANGNoch keine Bewertungen
- Technologies For High Performance and Reliability of Geothermal Power PlantDokument4 SeitenTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4Noch keine Bewertungen
- USC Steam Turbine TechnologyDokument17 SeitenUSC Steam Turbine TechnologyteijarajNoch keine Bewertungen
- TurbinesDokument52 SeitenTurbinesAnuragMaheshwariNoch keine Bewertungen
- Modeling and Experimental Testing of Periodic Flow Regenerators For SCO2 CyclesDokument34 SeitenModeling and Experimental Testing of Periodic Flow Regenerators For SCO2 CyclesHassan ShirivandNoch keine Bewertungen
- 1977 - Wildman - Developments in Steam TurbinesDokument6 Seiten1977 - Wildman - Developments in Steam TurbinesManoj Kumar100% (1)
- This Bhel ProjectDokument51 SeitenThis Bhel ProjectRaj_005Noch keine Bewertungen
- A Polygeneration Process Concept for Hybrid Solar and Biomass Power Plant: Simulation, Modelling, and OptimizationVon EverandA Polygeneration Process Concept for Hybrid Solar and Biomass Power Plant: Simulation, Modelling, and OptimizationNoch keine Bewertungen
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsVon EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNoch keine Bewertungen
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementVon EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNoch keine Bewertungen
- Gas Turbine: Superior Flexibility / Superior PerformanceDokument20 SeitenGas Turbine: Superior Flexibility / Superior PerformancejparmarNoch keine Bewertungen
- Alstom Nuclear PlantDokument57 SeitenAlstom Nuclear Plantjparmar100% (1)
- Steam Turbine Book For Engineering StudentsDokument663 SeitenSteam Turbine Book For Engineering Studentsjparmar100% (1)
- Sealing in TurbomachineryDokument62 SeitenSealing in Turbomachineryjparmar100% (1)
- Allam CycleDokument20 SeitenAllam CyclejparmarNoch keine Bewertungen
- Toshiba CO2 Plant Dec14Dokument5 SeitenToshiba CO2 Plant Dec14jparmarNoch keine Bewertungen
- Degradation of Combined Cycle Power PlantDokument2 SeitenDegradation of Combined Cycle Power PlantjparmarNoch keine Bewertungen
- 7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its ClassDokument4 Seiten7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its Classjparmar100% (2)
- GE 9HA Gas TurbineDokument4 SeitenGE 9HA Gas TurbinejparmarNoch keine Bewertungen
- GEOELEC - Binary-Plant Pisa BombardaDokument41 SeitenGEOELEC - Binary-Plant Pisa BombardajparmarNoch keine Bewertungen
- Alstom 13E2Dokument20 SeitenAlstom 13E2jparmar75% (4)
- MHI To Supply Six M501J Gas Turbines For A 2,600MW Plant in Taiwan - TurbomaDokument2 SeitenMHI To Supply Six M501J Gas Turbines For A 2,600MW Plant in Taiwan - TurbomajparmarNoch keine Bewertungen
- GE Advance Material and CoatingDokument30 SeitenGE Advance Material and Coatingkhunplatt100% (1)
- Siemens 1 GTX 100 TurbineDokument16 SeitenSiemens 1 GTX 100 TurbinejparmarNoch keine Bewertungen
- An Example Evaluation of IGCC Performance Test Code ASME PTC 47 by Anand, Parmar Et AlDokument7 SeitenAn Example Evaluation of IGCC Performance Test Code ASME PTC 47 by Anand, Parmar Et AljparmarNoch keine Bewertungen
- Integration of First Principles and Empirical Modeling Technologies For Improved Plant Reliability and Efficiency - Feb12Dokument8 SeitenIntegration of First Principles and Empirical Modeling Technologies For Improved Plant Reliability and Efficiency - Feb12jparmarNoch keine Bewertungen
- J Parmar - D Gilmartin O&M PaperDokument14 SeitenJ Parmar - D Gilmartin O&M PaperjparmarNoch keine Bewertungen
- 19 Uco 578Dokument20 Seiten19 Uco 578roshan jainNoch keine Bewertungen
- A New Procedure For Generalized Star Modeling Using Iacm ApproachDokument15 SeitenA New Procedure For Generalized Star Modeling Using Iacm ApproachEdom LazarNoch keine Bewertungen
- Cross Border Data Transfer Consent Form - DecemberDokument3 SeitenCross Border Data Transfer Consent Form - DecemberFIDELIS MUSEMBINoch keine Bewertungen
- Piaggio MP3 300 Ibrido LT MY 2010 (En)Dokument412 SeitenPiaggio MP3 300 Ibrido LT MY 2010 (En)Manualles100% (3)
- Schmidt Hammer TestDokument5 SeitenSchmidt Hammer Testchrtrom100% (1)
- CoolonDokument2 SeitenCoolonAnySikaNoch keine Bewertungen
- TransistorDokument3 SeitenTransistorAndres Vejar Cerda0% (1)
- 19 71 Hydrologic Engineering Methods For Water Resources DevelopmentDokument654 Seiten19 71 Hydrologic Engineering Methods For Water Resources DevelopmentMartha LetchingerNoch keine Bewertungen
- Summative Test in Foundation of Social StudiesDokument2 SeitenSummative Test in Foundation of Social StudiesJane FajelNoch keine Bewertungen
- Evidence MODULE 1 Evidence DefinitionDokument8 SeitenEvidence MODULE 1 Evidence Definitiondave BarretoNoch keine Bewertungen
- Concrete Casting - Pump Station ADokument13 SeitenConcrete Casting - Pump Station ABright MuzaNoch keine Bewertungen
- Powering Laser Diode SystemsDokument134 SeitenPowering Laser Diode SystemsNick100% (1)
- Types of ComputersDokument7 SeitenTypes of ComputersSyed Badshah YousafzaiNoch keine Bewertungen
- DAY 3 STRESS Ielts NguyenhuyenDokument1 SeiteDAY 3 STRESS Ielts NguyenhuyenTĩnh HạNoch keine Bewertungen
- KSP Solutibilty Practice ProblemsDokument22 SeitenKSP Solutibilty Practice ProblemsRohan BhatiaNoch keine Bewertungen
- Swot Matrix Strengths WeaknessesDokument6 SeitenSwot Matrix Strengths Weaknessestaehyung trash100% (1)
- 8051 Programs Using Kit: Exp No: Date: Arithmetic Operations Using 8051Dokument16 Seiten8051 Programs Using Kit: Exp No: Date: Arithmetic Operations Using 8051Gajalakshmi AshokNoch keine Bewertungen
- E Voucher Hotel en 1241564309Dokument2 SeitenE Voucher Hotel en 1241564309taufksNoch keine Bewertungen
- DLL Drafting 7Dokument4 SeitenDLL Drafting 7Ram Dacz100% (3)
- Swenson 1 Dan Swenson Printing Press: Part One (Timeline)Dokument6 SeitenSwenson 1 Dan Swenson Printing Press: Part One (Timeline)Dan SwensonNoch keine Bewertungen
- Sustainable Development Precautionary PR 2Dokument12 SeitenSustainable Development Precautionary PR 2PramodNoch keine Bewertungen
- Scope and Sequence 2020 2021...Dokument91 SeitenScope and Sequence 2020 2021...Ngọc Viễn NguyễnNoch keine Bewertungen
- Philips HD 9 User ManualDokument3 SeitenPhilips HD 9 User ManualNdangoh DerekNoch keine Bewertungen
- QSMT Chapter 1Dokument5 SeitenQSMT Chapter 1Rachelle Mae SalvadorNoch keine Bewertungen
- Naca Duct RMDokument47 SeitenNaca Duct RMGaurav GuptaNoch keine Bewertungen
- Drsent PT Practice Sba OspfDokument10 SeitenDrsent PT Practice Sba OspfEnergyfellowNoch keine Bewertungen
- Use The Analysis ToolPak To Perform Complex Data Analysis - Excel - OfficeDokument5 SeitenUse The Analysis ToolPak To Perform Complex Data Analysis - Excel - OfficedakingNoch keine Bewertungen
- Permanent Magnet Motor Surface Drive System: Maximize Safety and Energy Efficiency of Progressing Cavity Pumps (PCPS)Dokument2 SeitenPermanent Magnet Motor Surface Drive System: Maximize Safety and Energy Efficiency of Progressing Cavity Pumps (PCPS)Carla Ayelen Chorolque BorgesNoch keine Bewertungen
- The Confucian Transformation of Korea: Harvard-Yen Ching Institute Monograph SeriesDokument456 SeitenThe Confucian Transformation of Korea: Harvard-Yen Ching Institute Monograph SeriesAnna D.Noch keine Bewertungen
- Effect of Minor and Trace Elements in Cast IronDokument2 SeitenEffect of Minor and Trace Elements in Cast IronsachinguptachdNoch keine Bewertungen