Das könnte Ihnen auch gefallen
- What Every Engineer Should Know About Welding ProceduresDokument13 SeitenWhat Every Engineer Should Know About Welding Proceduresarash59_4uNoch keine Bewertungen
- Importance of Visual Welding InspectionDokument4 SeitenImportance of Visual Welding Inspectionhekayat71Noch keine Bewertungen
- Glen Allan Shocking Truths About WeldingDokument33 SeitenGlen Allan Shocking Truths About Weldingashlyjon1Noch keine Bewertungen
- Three Phase Cage Motor Parameters From No Load and Locked Rotor Tests.Dokument12 SeitenThree Phase Cage Motor Parameters From No Load and Locked Rotor Tests.Osura Gunasena100% (1)
- Introduction To GMAWDokument63 SeitenIntroduction To GMAWRumman Ul AhsanNoch keine Bewertungen
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDokument8 SeitenStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNoch keine Bewertungen
- When Using SAW To Weld Creep-Resistence SteelsDokument2 SeitenWhen Using SAW To Weld Creep-Resistence SteelsJames PhillipsNoch keine Bewertungen
- AWS A5.01 (Filler Metal Procurement Guidelines)Dokument19 SeitenAWS A5.01 (Filler Metal Procurement Guidelines)TUAN NGUYEN VANNoch keine Bewertungen
- Creating High Quality Stick WeldsDokument2 SeitenCreating High Quality Stick WeldsMaria MantillaNoch keine Bewertungen
- WeldingDokument84 SeitenWeldingJigar DodiaNoch keine Bewertungen
- AWS Material Trace AbilityDokument2 SeitenAWS Material Trace AbilitySanthosh NairNoch keine Bewertungen
- Sense & Nonsense of Welding Procedure QualificationDokument25 SeitenSense & Nonsense of Welding Procedure QualificationamdidgurNoch keine Bewertungen
- Electro Slag Strip Cladding ProcessDokument5 SeitenElectro Slag Strip Cladding ProcessIJMERNoch keine Bewertungen
- Ingenieria de La Soldadura PDFDokument11 SeitenIngenieria de La Soldadura PDFedscesc10100% (1)
- Mock Up, WPS & PQRDokument12 SeitenMock Up, WPS & PQRVaibhav100% (1)
- Astm e 1018 Standard Test Method For Brinell Hardness of MetDokument33 SeitenAstm e 1018 Standard Test Method For Brinell Hardness of MetHafizh Renanto AkhmadNoch keine Bewertungen
- Welding SolutionsDokument4 SeitenWelding SolutionsDo XuanNoch keine Bewertungen
- GB-T 232-2010 Metallic Materials-Bend TestDokument14 SeitenGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.Noch keine Bewertungen
- ASME ASTM Difference PDFDokument5 SeitenASME ASTM Difference PDFSiddharth PawarNoch keine Bewertungen
- Journal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆDokument9 SeitenJournal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆasdfNoch keine Bewertungen
- Angle Gloss MeterDokument4 SeitenAngle Gloss Meterlisun008Noch keine Bewertungen
- AC vs DC welding differences under 40 charactersDokument2 SeitenAC vs DC welding differences under 40 charactersDevarakonda KondayyaNoch keine Bewertungen
- CWB Certification ServicesDokument7 SeitenCWB Certification ServicesSaid Alauddeen FaiszNoch keine Bewertungen
- WeldDecayTesting TechSheet Sfs PDFDokument0 SeitenWeldDecayTesting TechSheet Sfs PDFNooruddin SheikNoch keine Bewertungen
- Tack Welds.: Weld PositionsDokument8 SeitenTack Welds.: Weld PositionsWilly UioNoch keine Bewertungen
- Applying Shielded Metal Arc Welding TechniquesDokument134 SeitenApplying Shielded Metal Arc Welding Techniquesgaspardo123Noch keine Bewertungen
- Index For Welding InspectorDokument3 SeitenIndex For Welding InspectorShrikant MojeNoch keine Bewertungen
- Cracking en SMAWDokument214 SeitenCracking en SMAWquiron2010Noch keine Bewertungen
- Wis5 DefectDokument46 SeitenWis5 DefectQuang Duan Nguyen100% (1)
- Submerged Arc Welding: Training & EducationDokument17 SeitenSubmerged Arc Welding: Training & Educationtanveer ahmedNoch keine Bewertungen
- Awsd3 6-99Dokument132 SeitenAwsd3 6-99GerardHilaryNoch keine Bewertungen
- Iso 1500 Iso 1000 Iso 680 Iso 460 Iso 320 Iso 220 Iso 150 Iso 100Dokument1 SeiteIso 1500 Iso 1000 Iso 680 Iso 460 Iso 320 Iso 220 Iso 150 Iso 100coleiroNoch keine Bewertungen
- Guidelines For Welding Cast IronDokument3 SeitenGuidelines For Welding Cast IronNguyễn Thanh SơnNoch keine Bewertungen
- Welding PositionsDokument116 SeitenWelding PositionsASAPASAPASAPNoch keine Bewertungen
- Essential weld gauges for inspectorsDokument15 SeitenEssential weld gauges for inspectorssojeckNoch keine Bewertungen
- E164-97 UT Contact Examination of WeldmentsDokument23 SeitenE164-97 UT Contact Examination of WeldmentsALP69Noch keine Bewertungen
- Ador BookletDokument22 SeitenAdor Bookletgssrraju0% (1)
- Understanding WPS, PQR, WPQRDokument4 SeitenUnderstanding WPS, PQR, WPQRYousef Adel HassanenNoch keine Bewertungen
- Wel 13 HDokument8 SeitenWel 13 HWilly Uio100% (1)
- Gas Purging Optimizes Root WeldsDokument3 SeitenGas Purging Optimizes Root Weldsta_binhaaaNoch keine Bewertungen
- Welding Procedure Data Sheet for Steel Groups 1-3Dokument1 SeiteWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoNoch keine Bewertungen
- Resistance WeldingDokument24 SeitenResistance WeldingSenthil Kumar K LNoch keine Bewertungen
- ISO 13920 (Norme de Tolérence) PDFDokument11 SeitenISO 13920 (Norme de Tolérence) PDFRami ELLOUMI100% (1)
- Bolt Torque Sequence 01Dokument17 SeitenBolt Torque Sequence 01gechaves1Noch keine Bewertungen
- Sfa-5.7Dokument10 SeitenSfa-5.7vannie_yundaNoch keine Bewertungen
- Duties of Welding ManagerDokument3 SeitenDuties of Welding ManagerBalkishan DyavanapellyNoch keine Bewertungen
- SST (GMAW) Welding Process PDFDokument4 SeitenSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Assignment 1 WeldingDokument4 SeitenAssignment 1 WeldingHazim HamdanNoch keine Bewertungen
- GMAW Welding VariablesDokument16 SeitenGMAW Welding VariablesrobinfanshaweNoch keine Bewertungen
- What Every Engineer Should Know About Welding ProceduresDokument10 SeitenWhat Every Engineer Should Know About Welding ProceduresDeepu mohanNoch keine Bewertungen
- Power Source CharacteristicsDokument22 SeitenPower Source CharacteristicsKyNoch keine Bewertungen
- Part 32 Welding RelatedDokument8 SeitenPart 32 Welding Relatedravindra_jivaniNoch keine Bewertungen
- ARC WELDING POWER SOURCES EXPLAINEDDokument16 SeitenARC WELDING POWER SOURCES EXPLAINEDFahad AliNoch keine Bewertungen
- Assignment 1 WeldingDokument6 SeitenAssignment 1 WeldingHazim Hamdan100% (1)
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingDokument50 SeitenShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniNoch keine Bewertungen
- Welding Power Source CharacteristicsDokument5 SeitenWelding Power Source CharacteristicsEmad A.AhmadNoch keine Bewertungen
- Power Source Lecture 1Dokument8 SeitenPower Source Lecture 1Sutanwi LahiriNoch keine Bewertungen
- 1.8.1 - MIG - MAG WeldingDokument88 Seiten1.8.1 - MIG - MAG WeldingReza DhonyNoch keine Bewertungen
- 3-Gas Metal Arc Welding (GMAW)Dokument13 Seiten3-Gas Metal Arc Welding (GMAW)abastosuaptNoch keine Bewertungen
- Class: SR - KG Date: 16-09-2020 Wednesday Duration Per Activity: 30 Mins Name of The Activities: 1.puppet Making ResourcesDokument2 SeitenClass: SR - KG Date: 16-09-2020 Wednesday Duration Per Activity: 30 Mins Name of The Activities: 1.puppet Making ResourcesSanjay BhootakaNoch keine Bewertungen
- Practice A To Z Capital & SmallDokument2 SeitenPractice A To Z Capital & SmallSanjay BhootakaNoch keine Bewertungen
- Popsicle Sticks, Paper, Water Paint ColourDokument1 SeitePopsicle Sticks, Paper, Water Paint ColourSanjay BhootakaNoch keine Bewertungen
- Popsicle Sticks, Paper, Water Paint ColourDokument1 SeitePopsicle Sticks, Paper, Water Paint ColourSanjay BhootakaNoch keine Bewertungen
- 14-7-20 English WorksheetDokument2 Seiten14-7-20 English WorksheetSanjay BhootakaNoch keine Bewertungen
- Unit Plan Class: SR - KG Date: 27-07-20 Monday Duration Per Activity: Name of The Activities: 1. Magical Thread Painting ResourcesDokument1 SeiteUnit Plan Class: SR - KG Date: 27-07-20 Monday Duration Per Activity: Name of The Activities: 1. Magical Thread Painting ResourcesSanjay BhootakaNoch keine Bewertungen
- 1 Flip Book Ab Ad Ag Ax AmDokument6 Seiten1 Flip Book Ab Ad Ag Ax AmSanjay BhootakaNoch keine Bewertungen
- Unit Plan Class: SR - KG Date: 27-07-20 Monday Duration Per Activity: Name of The Activities: 1. Magical Thread Painting ResourcesDokument1 SeiteUnit Plan Class: SR - KG Date: 27-07-20 Monday Duration Per Activity: Name of The Activities: 1. Magical Thread Painting ResourcesSanjay BhootakaNoch keine Bewertungen
- 2 Pillow or Cushions Open Place: Wednesday (8-07-20) Duration Per Activity: 20 Minutes ResourcesDokument1 Seite2 Pillow or Cushions Open Place: Wednesday (8-07-20) Duration Per Activity: 20 Minutes ResourcesSanjay BhootakaNoch keine Bewertungen
- Visitors DOs and DONTsDokument1 SeiteVisitors DOs and DONTsSanjay BhootakaNoch keine Bewertungen
- What Every Engineer Should Know About WeldingDokument10 SeitenWhat Every Engineer Should Know About WeldingYetkin ErdoğanNoch keine Bewertungen
- What Every Engineer Should Know About WeldingDokument10 SeitenWhat Every Engineer Should Know About WeldingYetkin ErdoğanNoch keine Bewertungen
- What Every Engineer Should Know About WeldingDokument10 SeitenWhat Every Engineer Should Know About WeldingYetkin ErdoğanNoch keine Bewertungen
- Yes You Are Looking For ErpDokument3 SeitenYes You Are Looking For ErpSanjay BhootakaNoch keine Bewertungen
- Heavy Wall Reactors Pressure VesselsDokument7 SeitenHeavy Wall Reactors Pressure VesselsSambanthan VenkatesanNoch keine Bewertungen
- Key Changes to ASME BPVC-2013Dokument5 SeitenKey Changes to ASME BPVC-2013rtrajan_mech5408Noch keine Bewertungen
- Metal Fabrication Guide SafetyDokument46 SeitenMetal Fabrication Guide SafetyRADHIKANoch keine Bewertungen
- Escala de Violencia e Índice de SeveridadDokument11 SeitenEscala de Violencia e Índice de SeveridadpsiserviciosprofesioNoch keine Bewertungen
- Extraction and Isolation of Saponins PDFDokument2 SeitenExtraction and Isolation of Saponins PDFMikeNoch keine Bewertungen
- 'S Outfits and Emergency Escape Breathing Devices (Eebd)Dokument11 Seiten'S Outfits and Emergency Escape Breathing Devices (Eebd)Thurdsuk NoinijNoch keine Bewertungen
- Flexo Uv Ink TroubleshootingDokument22 SeitenFlexo Uv Ink TroubleshootingHiba Naser100% (1)
- 1 6Dokument58 Seiten1 6Emiliano.Armando Aguilera.Vázquez100% (1)
- Section III - Topic 3Dokument7 SeitenSection III - Topic 3KARINE HOVSEPYANNoch keine Bewertungen
- Cabuyao Integrated National High School: The Problem and Its BackgroundDokument4 SeitenCabuyao Integrated National High School: The Problem and Its BackgroundJohn Carlo MolinaNoch keine Bewertungen
- PatternPro Variable Pitch GunDokument2 SeitenPatternPro Variable Pitch GunVõ HòaNoch keine Bewertungen
- FICHA TECNICA Smart-EvoDokument4 SeitenFICHA TECNICA Smart-EvoClaudio A.Noch keine Bewertungen
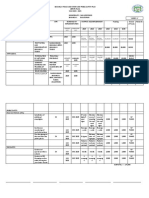
- Supplementary Feeding ProgramDokument2 SeitenSupplementary Feeding ProgramVictor Anthony CuaresmaNoch keine Bewertungen
- Prac - 2Dokument3 SeitenPrac - 2nv471646Noch keine Bewertungen
- Exudate Detection For Diabetic Retinopathy With Circular HoughDokument7 SeitenExudate Detection For Diabetic Retinopathy With Circular HoughAshif MahbubNoch keine Bewertungen
- Abel Rosario Marte Resume1Dokument2 SeitenAbel Rosario Marte Resume1abelNoch keine Bewertungen
- Community Medicine DissertationDokument7 SeitenCommunity Medicine DissertationCollegePaperGhostWriterSterlingHeights100% (1)
- Two-day workshop budgetDokument2 SeitenTwo-day workshop budgetVishwanath BaliNoch keine Bewertungen
- Paket 4Dokument6 SeitenPaket 4Lovis ShalahuddinNoch keine Bewertungen
- Manual Murray 20Dokument28 SeitenManual Murray 20freebanker777741Noch keine Bewertungen
- Paper Pet ProjectDokument27 SeitenPaper Pet Projectapi-406104878Noch keine Bewertungen
- 2018 Nutrition Month ReportDokument1 Seite2018 Nutrition Month ReportAnn RuizNoch keine Bewertungen
- MSDS - ENTEL BatteryDokument3 SeitenMSDS - ENTEL BatteryChengNoch keine Bewertungen
- ISO 9001 2008-List of Sample Audit QuestionsDokument5 SeitenISO 9001 2008-List of Sample Audit QuestionsSaut Maruli Tua SamosirNoch keine Bewertungen
- We Think About Rotary Valve ReliabilityDokument8 SeitenWe Think About Rotary Valve ReliabilityAhmed KhairyNoch keine Bewertungen
- Human Resource Management: Submitted By: Group # 6 Submitted To: Sir Usama NajamDokument23 SeitenHuman Resource Management: Submitted By: Group # 6 Submitted To: Sir Usama NajamkamranNoch keine Bewertungen
- Osteo Book Final 2014Dokument51 SeitenOsteo Book Final 2014hyanandNoch keine Bewertungen
- Role of Perioperative NurseDokument30 SeitenRole of Perioperative Nursealiyemany23Noch keine Bewertungen
- Barangay Peace and Order and Public Safety Plan Bpops Annex ADokument3 SeitenBarangay Peace and Order and Public Safety Plan Bpops Annex AImee CorreaNoch keine Bewertungen
- Reducing Malaria Infections in Sub-Saharan AfricaDokument2 SeitenReducing Malaria Infections in Sub-Saharan AfricaStansa SeniaNoch keine Bewertungen
- Food ProcessingDokument5 SeitenFood ProcessingMarycris Doria100% (2)
- Food Sample Test For Procedure Observation InferenceDokument2 SeitenFood Sample Test For Procedure Observation InferenceMismah Binti Tassa YanaNoch keine Bewertungen
- Early Signs of AutismDokument27 SeitenEarly Signs of AutismErica Alejandra Schumacher100% (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (50)
- Control of Power Electronic Converters and Systems: Volume 1Von EverandControl of Power Electronic Converters and Systems: Volume 1Bewertung: 5 von 5 Sternen5/5 (1)
- Design of Foundations for Offshore Wind TurbinesVon EverandDesign of Foundations for Offshore Wind TurbinesBewertung: 5 von 5 Sternen5/5 (3)
- Aerodynamics for Engineering StudentsVon EverandAerodynamics for Engineering StudentsBewertung: 5 von 5 Sternen5/5 (5)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsVon EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationVon EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationBewertung: 1 von 5 Sternen1/5 (1)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionVon EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionBewertung: 2.5 von 5 Sternen2.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsVon EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNoch keine Bewertungen
- Oil and Gas Pipelines: Integrity and Safety HandbookVon EverandOil and Gas Pipelines: Integrity and Safety HandbookNoch keine Bewertungen
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsVon EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNoch keine Bewertungen
- Handbook of Mechanical and Materials EngineeringVon EverandHandbook of Mechanical and Materials EngineeringBewertung: 5 von 5 Sternen5/5 (4)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideVon Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeVon EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeBewertung: 3.5 von 5 Sternen3.5/5 (4)
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesVon EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNoch keine Bewertungen
- Albert Einstein's Theory Of Relativity Explained SimplyVon EverandAlbert Einstein's Theory Of Relativity Explained SimplyNoch keine Bewertungen
- Operational Amplifier Circuits: Analysis and DesignVon EverandOperational Amplifier Circuits: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (2)
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringVon Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringBewertung: 5 von 5 Sternen5/5 (1)
- Three Laws of Nature: A Little Book on ThermodynamicsVon EverandThree Laws of Nature: A Little Book on ThermodynamicsBewertung: 4.5 von 5 Sternen4.5/5 (10)