Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Quality Management Techniques 1: 2.0 Literature ReviewDokument8 SeitenQuality Management Techniques 1: 2.0 Literature ReviewAnonymous bD1m2dwP100% (1)
- Pas 1918-2022Dokument40 SeitenPas 1918-2022Abner Lu100% (2)
- Lean Practitioner Exam 171215 - Dawn HudginsDokument11 SeitenLean Practitioner Exam 171215 - Dawn HudginsAmrita AroraNoch keine Bewertungen
- Case Study of ToyotaDokument20 SeitenCase Study of ToyotaMansoor ZainNoch keine Bewertungen
- Lean Six Sigma Project Charter Creation ProcessDokument8 SeitenLean Six Sigma Project Charter Creation ProcessSteven Bonacorsi100% (3)
- Pneumatic Components CatapultDokument8 SeitenPneumatic Components CatapultnidhidarklordNoch keine Bewertungen
- ROBOTIC ENGINEERING An Integrated ApproachDokument1 SeiteROBOTIC ENGINEERING An Integrated Approachrgopi_83100% (1)
- CogenDokument37 SeitenCogenrgopi_83Noch keine Bewertungen
- SRM Nagar, Kattankulathur - 603 203: Prepared byDokument13 SeitenSRM Nagar, Kattankulathur - 603 203: Prepared byrgopi_83Noch keine Bewertungen
- Robot Drive Systems: Key Concepts To Help You Choose Motors, Wheels and GearboxesDokument24 SeitenRobot Drive Systems: Key Concepts To Help You Choose Motors, Wheels and Gearboxesrgopi_83Noch keine Bewertungen
- 2028 RoboticsDokument13 Seiten2028 Roboticsrgopi_83Noch keine Bewertungen
- Lect 01Dokument24 SeitenLect 01rgopi_83Noch keine Bewertungen
- B+ Tree: by Li Wen CS157B Professor: Sin-Min LeeDokument26 SeitenB+ Tree: by Li Wen CS157B Professor: Sin-Min Leergopi_83Noch keine Bewertungen
- Oil ShaleDokument13 SeitenOil Shalergopi_83Noch keine Bewertungen
- Writing The Effective Resume: The First Step Toward Landing Your Next JobDokument32 SeitenWriting The Effective Resume: The First Step Toward Landing Your Next Jobrgopi_83Noch keine Bewertungen
- CIS 461 Compiler Design and Construction Fall 2012 Lecture-Module 17Dokument33 SeitenCIS 461 Compiler Design and Construction Fall 2012 Lecture-Module 17rgopi_83Noch keine Bewertungen
- Step7 ConfigDokument7 SeitenStep7 Configrgopi_83Noch keine Bewertungen
- 13th Finance Commission ReportDokument2 Seiten13th Finance Commission Reportpooja9999Noch keine Bewertungen
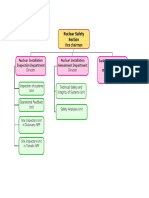
- Nuclear Safety Section Vice ChairmanDokument1 SeiteNuclear Safety Section Vice Chairmanrgopi_83Noch keine Bewertungen
- Te-I Viva QuestionsDokument2 SeitenTe-I Viva QuestionsNitin JanagamNoch keine Bewertungen
- Intro To Eddy CurrentDokument2 SeitenIntro To Eddy Currentrgopi_83Noch keine Bewertungen
- SolventDokument4 SeitenSolventrgopi_83Noch keine Bewertungen
- ABCDokument8 SeitenABCrgopi_83Noch keine Bewertungen
- Manufacturing Technology1 (May2014)Dokument2 SeitenManufacturing Technology1 (May2014)msloveindiaNoch keine Bewertungen
- Changes UgDokument2 SeitenChanges Ugrgopi_83Noch keine Bewertungen
- Unit 9 CRCDokument21 SeitenUnit 9 CRCEr Manpreet ChahalNoch keine Bewertungen
- Etd 2011Dokument2 SeitenEtd 2011rgopi_83Noch keine Bewertungen
- Faculty of Mechanical Engineering B.E. Mechanical Engineering (R 2013) Semester - IIIDokument12 SeitenFaculty of Mechanical Engineering B.E. Mechanical Engineering (R 2013) Semester - IIIrgopi_83Noch keine Bewertungen
- Combustion in Si EnginesDokument36 SeitenCombustion in Si Enginesrgopi_83Noch keine Bewertungen
- Step7 ConfigDokument7 SeitenStep7 Configrgopi_83Noch keine Bewertungen
- Data Acquisition With LabVIEWDokument22 SeitenData Acquisition With LabVIEWliubingxyNoch keine Bewertungen
- Girls NameDokument57 SeitenGirls NameDinesh Rajan D100% (1)
- 2G Plan DetailsDokument1 Seite2G Plan Detailsrgopi_83Noch keine Bewertungen
- Instructions To View/Downlad Ignou Study Material: 1. For RegistrationDokument1 SeiteInstructions To View/Downlad Ignou Study Material: 1. For Registrationrgopi_83Noch keine Bewertungen
- CIM - Course Notes - Chapter 2Dokument54 SeitenCIM - Course Notes - Chapter 2cooldude2000Noch keine Bewertungen
- ABS Summary TextDokument12 SeitenABS Summary TextjesusmemNoch keine Bewertungen
- HeijunkaDokument6 SeitenHeijunkaPapeleria vatisNoch keine Bewertungen
- Lean Six Sigma in A Call Centre A Case StudyDokument14 SeitenLean Six Sigma in A Call Centre A Case StudyElvis DsouzaNoch keine Bewertungen
- Gemba KaizenDokument64 SeitenGemba KaizenJohnson Gitonga Nderi100% (3)
- Unit 4 OMDokument16 SeitenUnit 4 OMKRANTINoch keine Bewertungen
- The Impact of Raw Material Shortage and Increasing Freight Cost To Dell's Supply Chain ImplementationDokument19 SeitenThe Impact of Raw Material Shortage and Increasing Freight Cost To Dell's Supply Chain ImplementationJun LenNoch keine Bewertungen
- OM Theory QuestionsDokument13 SeitenOM Theory QuestionsMani 2601Noch keine Bewertungen
- Lean Six Sigma at A Material Recovery Facility - A Case StudyDokument16 SeitenLean Six Sigma at A Material Recovery Facility - A Case Studycrown212Noch keine Bewertungen
- FIFO RackDokument8 SeitenFIFO RacknallaswameNoch keine Bewertungen
- Tampubolon Purba 2021Dokument16 SeitenTampubolon Purba 2021Abhijeet ShahadeNoch keine Bewertungen
- Kami Shiba BoardDokument3 SeitenKami Shiba BoardMahak GargNoch keine Bewertungen
- Enie 441 Class 4Dokument26 SeitenEnie 441 Class 4Faris KoolNoch keine Bewertungen
- Manufacturing Manager Aerospace Electronics RF in San Jose CA Resume William CaryDokument3 SeitenManufacturing Manager Aerospace Electronics RF in San Jose CA Resume William CaryWilliamCaryNoch keine Bewertungen
- MBA Operations and Supply Chain Management Lecture Notes 3Dokument6 SeitenMBA Operations and Supply Chain Management Lecture Notes 3Michael FinleyNoch keine Bewertungen
- Rejection Handling ABC Analysis TrainingDokument25 SeitenRejection Handling ABC Analysis TrainingjitendraNoch keine Bewertungen
- Unit 49: Lean Manufacturing (WEEK 1) : by Daw Zin Mar Oo Assessor Mechanical DepartmentDokument31 SeitenUnit 49: Lean Manufacturing (WEEK 1) : by Daw Zin Mar Oo Assessor Mechanical DepartmentArkar PhyoNoch keine Bewertungen
- Kpi Endang A 2018. Rev Agn 02Dokument24 SeitenKpi Endang A 2018. Rev Agn 02Rahmad RiansyahNoch keine Bewertungen
- Inbound Opus 08Dokument33 SeitenInbound Opus 08Dhez RoblesNoch keine Bewertungen
- Lean EngineeringDokument29 SeitenLean Engineeringananto muhammadNoch keine Bewertungen
- SchemeDokument2 SeitenSchemesshridhar2008Noch keine Bewertungen
- KaizenDokument5 SeitenKaizenMikhaela TorresNoch keine Bewertungen
- ShapeThings LTDDokument15 SeitenShapeThings LTDdennisNoch keine Bewertungen
- Intermediate Examination: Suggested Answers To QuestionsDokument15 SeitenIntermediate Examination: Suggested Answers To QuestionsKirthika GunasekaranNoch keine Bewertungen
- Supply Chain and Operations Management Dec16Dokument374 SeitenSupply Chain and Operations Management Dec16rinto.ep0% (2)