Das könnte Ihnen auch gefallen
- RioPipeline2017 - Guideline - Poster DigitalDokument1 SeiteRioPipeline2017 - Guideline - Poster DigitalDiego Aires de FreitasNoch keine Bewertungen
- Service Parts and Ride Kits for SKAREB Suspension ForksDokument8 SeitenService Parts and Ride Kits for SKAREB Suspension ForksDiego Aires de FreitasNoch keine Bewertungen
- Welding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDokument367 SeitenWelding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDiego Aires de Freitas71% (7)
- Classification and Quantification of Microstructures in Steels PDFDokument18 SeitenClassification and Quantification of Microstructures in Steels PDFDiego Aires de FreitasNoch keine Bewertungen
- Welding Science and Technology by MD Ibrahim KhanDokument289 SeitenWelding Science and Technology by MD Ibrahim Khanabidaliabid1Noch keine Bewertungen
- AWS A4 3 Diffusible HydrogenDokument27 SeitenAWS A4 3 Diffusible HydrogenSisira ChandrasomaNoch keine Bewertungen
- Answer 2004 Skareb Service Manual PDFDokument23 SeitenAnswer 2004 Skareb Service Manual PDFEzequiel Acosta García0% (1)
- Classification and Quantification of Microstructures in Steels PDFDokument18 SeitenClassification and Quantification of Microstructures in Steels PDFDiego Aires de FreitasNoch keine Bewertungen
- Welding of X100 Linepipe (Zac) PDFDokument2 SeitenWelding of X100 Linepipe (Zac) PDFDiego Aires de FreitasNoch keine Bewertungen
- Challenges and Developments in Pipeline Weldability and Mechanical Properties PDFDokument13 SeitenChallenges and Developments in Pipeline Weldability and Mechanical Properties PDFDiego Aires de FreitasNoch keine Bewertungen
- Welding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDokument367 SeitenWelding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDiego Aires de Freitas71% (7)
- Possible Use of New Materials For High Pressure Linepipe ConstructionDokument13 SeitenPossible Use of New Materials For High Pressure Linepipe ConstructionDiego Aires de FreitasNoch keine Bewertungen
- Weldability of X100 Linepipe PDFDokument13 SeitenWeldability of X100 Linepipe PDFDiego Aires de FreitasNoch keine Bewertungen
- Hybrid Joining of Aluminum To Thermoplastics With FSWDokument64 SeitenHybrid Joining of Aluminum To Thermoplastics With FSWDiego Aires de FreitasNoch keine Bewertungen
- Review of Tools For Friction Stir Welding and ProcessingDokument12 SeitenReview of Tools For Friction Stir Welding and ProcessingDiego Aires de FreitasNoch keine Bewertungen
- Welding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDokument367 SeitenWelding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDiego Aires de Freitas100% (7)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5782)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Astm C1602-06Dokument4 SeitenAstm C1602-06Gustavo Bances Herrera0% (1)
- Handbook To BS5628-2Dokument280 SeitenHandbook To BS5628-2Ashwin B S Rao80% (5)
- Spontaneous Fires in Insulation: Understanding Causes and Preventing RisksDokument18 SeitenSpontaneous Fires in Insulation: Understanding Causes and Preventing RisksHimat KhimaniNoch keine Bewertungen
- Alternative Building MaterialsDokument18 SeitenAlternative Building MaterialsShiela Louisianne AbañoNoch keine Bewertungen
- Of Poly (Viny1: RheologyDokument6 SeitenOf Poly (Viny1: Rheologyhost1000youtubNoch keine Bewertungen
- Lec 1 Introduction To Reinforced Concrete DesignDokument14 SeitenLec 1 Introduction To Reinforced Concrete DesignBao Gia Luong100% (1)
- Semiconductor DiodeDokument8 SeitenSemiconductor DiodeAshvani ShuklaNoch keine Bewertungen
- Final Exam Reviewer BIOKMAN 1T AY2019-2020-1Dokument2 SeitenFinal Exam Reviewer BIOKMAN 1T AY2019-2020-1Macy MarianNoch keine Bewertungen
- Mag General Business: Quality CertificateDokument1 SeiteMag General Business: Quality CertificateAnonymous 6LwW4qi6TiNoch keine Bewertungen
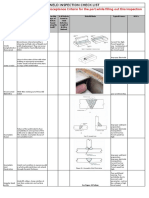
- Weld Inspection Check ListDokument3 SeitenWeld Inspection Check ListBGRLNoch keine Bewertungen
- Tappi Tip 0402-28Dokument16 SeitenTappi Tip 0402-28Haries Bugarin Garcia100% (1)
- Tenax - J IMS60 E13 6K 205tex IMS60 E13 12K 410tex IMS60 6K and 12K AreDokument2 SeitenTenax - J IMS60 E13 6K 205tex IMS60 E13 12K 410tex IMS60 6K and 12K AreiluvhuggiesNoch keine Bewertungen
- Organic Chem 10Dokument4 SeitenOrganic Chem 10Anik DasNoch keine Bewertungen
- Compound and Mixture - ExperimentDokument3 SeitenCompound and Mixture - Experimentvanshika devadigaNoch keine Bewertungen
- Integrity Fusion IntegriFuse Molded Butt Reducer SpecsDokument4 SeitenIntegrity Fusion IntegriFuse Molded Butt Reducer SpecsJohan Carranza AlvarezNoch keine Bewertungen
- TUNNEL FORMWORK TECHNOLOGYDokument93 SeitenTUNNEL FORMWORK TECHNOLOGYP.K.MallickNoch keine Bewertungen
- Groovy ICP ETCHER SST G Vinogradov - Apr05Dokument7 SeitenGroovy ICP ETCHER SST G Vinogradov - Apr05Peter-sagami100% (1)
- The Science and Design of Engineering MaterialsDokument844 SeitenThe Science and Design of Engineering MaterialsOla Kamus AmigaNoch keine Bewertungen
- Air Products Formulation No SCR 650 4Dokument2 SeitenAir Products Formulation No SCR 650 4WALTER KLISSMANNoch keine Bewertungen
- 05-4 QCS 2014Dokument5 Seiten05-4 QCS 2014Raja Ahmed HassanNoch keine Bewertungen
- IPS-M-PI-110-Valve StandardDokument54 SeitenIPS-M-PI-110-Valve StandardMahdiNoch keine Bewertungen
- Transformer Oil DetailDokument8 SeitenTransformer Oil DetailBaSant KohliNoch keine Bewertungen
- B 474 - 99 Qjq3nc05oqDokument5 SeitenB 474 - 99 Qjq3nc05oqMarceloNoch keine Bewertungen
- 12 - Vitov МНОГОВАЖНО ЗА РАСИПИТЕDokument16 Seiten12 - Vitov МНОГОВАЖНО ЗА РАСИПИТЕfeisalNoch keine Bewertungen
- Chemistry Basics: Elements, Atoms, Bonding and MatterDokument65 SeitenChemistry Basics: Elements, Atoms, Bonding and MatterJohnpaul KondoNoch keine Bewertungen
- Pfaudler FittingsDokument6 SeitenPfaudler FittingsGustavo FamaNoch keine Bewertungen
- Rectangular Cooling Water Tank Design CalculationsDokument43 SeitenRectangular Cooling Water Tank Design CalculationsNguyễn Quốc PhượngNoch keine Bewertungen
- Norma Astm d543-95Dokument7 SeitenNorma Astm d543-95Gabriel Aristizabal100% (1)
- KEMELIX 3504X-LQ - (RB) : Safety Data SheetDokument9 SeitenKEMELIX 3504X-LQ - (RB) : Safety Data SheetLuigi NicoraNoch keine Bewertungen
- Value Addition ( (Technology) + (Innovation) ) X Quality: Garment FinishDokument66 SeitenValue Addition ( (Technology) + (Innovation) ) X Quality: Garment FinishSivakumar K100% (3)