Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- AstralProjection TechiquesDokument6 SeitenAstralProjection TechiquesPuneet Mehrotra100% (3)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Overhead Travelling Crane ProcedureDokument18 SeitenOverhead Travelling Crane Procedurednageshm4n244100% (1)
- 5 Full Body Harness Safety Belt Check List 22.6.15-1Dokument2 Seiten5 Full Body Harness Safety Belt Check List 22.6.15-1ankitNoch keine Bewertungen
- RIM PartMoldDesignGuideDokument90 SeitenRIM PartMoldDesignGuidejaimevitalNoch keine Bewertungen
- 20 - ANSYS - WB - Hints - Gift - Expertfea - Com PDFDokument57 Seiten20 - ANSYS - WB - Hints - Gift - Expertfea - Com PDFSamira Adnan Halilović100% (3)
- 20 - ANSYS - WB - Hints - Gift - Expertfea - Com PDFDokument57 Seiten20 - ANSYS - WB - Hints - Gift - Expertfea - Com PDFSamira Adnan Halilović100% (3)
- 20 - ANSYS - WB - Hints - Gift - Expertfea - Com PDFDokument57 Seiten20 - ANSYS - WB - Hints - Gift - Expertfea - Com PDFSamira Adnan Halilović100% (3)
- SC3 Om en 05Dokument52 SeitenSC3 Om en 05jads30117967% (3)
- Design of Floating Aids To Navigation MooringsDokument62 SeitenDesign of Floating Aids To Navigation Mooringsgeorgescribd33Noch keine Bewertungen
- DNV 301Dokument70 SeitenDNV 301Mauro TognocchiNoch keine Bewertungen
- Glosario MantenimientoDokument140 SeitenGlosario MantenimientoJesus Alfaro AngelesNoch keine Bewertungen
- Lifts Crushing Risk - Final Report - 2007Dokument119 SeitenLifts Crushing Risk - Final Report - 2007Ks BharathiyarNoch keine Bewertungen
- Basic Mountaineering Course No. 2Dokument12 SeitenBasic Mountaineering Course No. 2Harly Davidson100% (1)
- Electrical: Installation CalculationsDokument23 SeitenElectrical: Installation CalculationsSamira Adnan HalilovićNoch keine Bewertungen
- Cold Bending DIN 6935 (Eng)Dokument3 SeitenCold Bending DIN 6935 (Eng)Samira Adnan HalilovićNoch keine Bewertungen
- Cold Bending DIN 6935 (Eng)Dokument3 SeitenCold Bending DIN 6935 (Eng)Samira Adnan HalilovićNoch keine Bewertungen
- Important Information:: Ingersoll-Rand Winch or Hoist. The Manual Form Numbers Are As FollowsDokument73 SeitenImportant Information:: Ingersoll-Rand Winch or Hoist. The Manual Form Numbers Are As FollowsMauricio GarciaNoch keine Bewertungen
- Warrior Samurai 20000 Winch User ManualDokument18 SeitenWarrior Samurai 20000 Winch User ManualNhung HoangNoch keine Bewertungen
- SavijanjeDokument76 SeitenSavijanjeSamira Adnan HalilovićNoch keine Bewertungen
- Install Guide PDFDokument119 SeitenInstall Guide PDFjacjokerNoch keine Bewertungen
- Proiect Masa Ridicare PDFDokument41 SeitenProiect Masa Ridicare PDFEpure GabrielNoch keine Bewertungen
- ChecklistDokument3 SeitenChecklistkannan100% (1)
- ChecklistDokument3 SeitenChecklistkannan100% (1)
- Proiect Masa Ridicare PDFDokument41 SeitenProiect Masa Ridicare PDFEpure GabrielNoch keine Bewertungen
- Proiect Masa Ridicare PDFDokument41 SeitenProiect Masa Ridicare PDFEpure GabrielNoch keine Bewertungen
- 13 Design For Injection MouldingDokument154 Seiten13 Design For Injection Mouldinganwar anwaryNoch keine Bewertungen
- ChecklistDokument3 SeitenChecklistkannan100% (1)
- Goods Pallets PDFDokument1 SeiteGoods Pallets PDFSamira Adnan HalilovićNoch keine Bewertungen
- Forces S-GPL 6000-12500 KGDokument1 SeiteForces S-GPL 6000-12500 KGSamira Adnan HalilovićNoch keine Bewertungen
- S-GPL 6000-12500kg EngaDokument1 SeiteS-GPL 6000-12500kg EngaSamira Adnan HalilovićNoch keine Bewertungen
- Adrian Shiner - Fire Regulations (StandardsaDokument8 SeitenAdrian Shiner - Fire Regulations (StandardsaSamira Adnan HalilovićNoch keine Bewertungen
- 5 5Dokument18 Seiten5 5Samira Adnan HalilovićNoch keine Bewertungen
- Single Unit 2 Cars Suitable For Condominium and Office Buildings. Double Unit 4 Cars For Permanent Use Only!Dokument6 SeitenSingle Unit 2 Cars Suitable For Condominium and Office Buildings. Double Unit 4 Cars For Permanent Use Only!Samira Adnan HalilovićNoch keine Bewertungen
- Industry in Focus 2010: Lift and Escalator Industry AssociationDokument12 SeitenIndustry in Focus 2010: Lift and Escalator Industry AssociationSamira Adnan HalilovićNoch keine Bewertungen
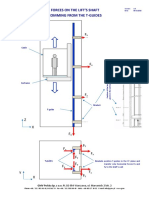
- Forces From T-GuidesDokument1 SeiteForces From T-GuidesSamira Adnan HalilovićNoch keine Bewertungen
- Improving Safety and Accessibility of Existing Lifts in EuropeDokument27 SeitenImproving Safety and Accessibility of Existing Lifts in EuropeBožo VukašinovićNoch keine Bewertungen
- Goods PalletsDokument1 SeiteGoods PalletsSamira Adnan HalilovićNoch keine Bewertungen
- Fork LiftsDokument1 SeiteFork LiftsSamira Adnan HalilovićNoch keine Bewertungen
- SEBD028801Dokument584 SeitenSEBD028801Biswajit DasNoch keine Bewertungen
- Garware-Wall Ropes LTD.: Geosynthetics DivisionDokument1 SeiteGarware-Wall Ropes LTD.: Geosynthetics DivisionGautam RaiNoch keine Bewertungen
- 474 PDFDokument1 Seite474 PDFSam LowNoch keine Bewertungen
- Fish Pens and Cages Layout and DesignDokument4 SeitenFish Pens and Cages Layout and DesignAngeline LicuanNoch keine Bewertungen
- tg06 21 - Inspecting - Lanyards PDF enDokument2 Seitentg06 21 - Inspecting - Lanyards PDF enUlviyye ElesgerovaNoch keine Bewertungen
- International Journal of Fatigue: Urbi Pal, Goutam Mukhopadhyay, Ankush Sharma, Sandip BhattacharyaDokument7 SeitenInternational Journal of Fatigue: Urbi Pal, Goutam Mukhopadhyay, Ankush Sharma, Sandip BhattacharyaRodrigo Alejandro Flores ZuñigaNoch keine Bewertungen
- Socket ManualDokument53 SeitenSocket ManualDeepak ShettyNoch keine Bewertungen
- Bridge Report KhwopaDokument89 SeitenBridge Report KhwopaPradip Thapa100% (1)
- Survey Topographical PDFDokument420 SeitenSurvey Topographical PDFsuryakantameNoch keine Bewertungen
- VT - Electric Wire Rope HoistDokument11 SeitenVT - Electric Wire Rope HoistMahmoud AllamNoch keine Bewertungen
- Function 2Dokument78 SeitenFunction 2AdiiNoch keine Bewertungen
- BISFA Terminology2009 (Final Version)Dokument109 SeitenBISFA Terminology2009 (Final Version)Afrim TahirajNoch keine Bewertungen
- Tension Testing of Wire Ropes and Strand: Standard Test Method ForDokument5 SeitenTension Testing of Wire Ropes and Strand: Standard Test Method ForJosé Ramón GutierrezNoch keine Bewertungen
- Akimbo User ManualDokument48 SeitenAkimbo User ManualPretecsi SasNoch keine Bewertungen
- Kasco Half HPPond Aerator Owners ManuelDokument24 SeitenKasco Half HPPond Aerator Owners ManuelDeepak JoyNoch keine Bewertungen
- EOTcrane SafetyDokument54 SeitenEOTcrane SafetyRafique AjmeriNoch keine Bewertungen
- Presentacion Estandar Gps AchsDokument112 SeitenPresentacion Estandar Gps AchsFrancisco100% (1)
- Materials Used For JointsDokument18 SeitenMaterials Used For JointsVaishnavi SikchiNoch keine Bewertungen
- BTS3900E GSM Installation Guide - (V300R008&R009 - 06)Dokument54 SeitenBTS3900E GSM Installation Guide - (V300R008&R009 - 06)seringh100% (1)
- Turboplast Metric PDFDokument2 SeitenTurboplast Metric PDFdeli34Noch keine Bewertungen