Das könnte Ihnen auch gefallen
- Near Miss GuidelinesDokument12 SeitenNear Miss GuidelinesLALATENDU MAHANTA100% (1)
- Air PollutionDokument45 SeitenAir PollutionLALATENDU MAHANTANoch keine Bewertungen
- Oisd STD 105Dokument23 SeitenOisd STD 105NarendrasinhNoch keine Bewertungen
- Indian Safety Professionals: Arc WeldingDokument2 SeitenIndian Safety Professionals: Arc WeldingLALATENDU MAHANTANoch keine Bewertungen
- Indian Safety Professionals: Confined SpaceDokument2 SeitenIndian Safety Professionals: Confined SpaceLALATENDU MAHANTANoch keine Bewertungen
- Is 14473 (Part - I) Cranes - Inspections GeneralDokument10 SeitenIs 14473 (Part - I) Cranes - Inspections GeneralLALATENDU MAHANTANoch keine Bewertungen
- IS3764.1992 Excavation SafetyDokument18 SeitenIS3764.1992 Excavation SafetyPrayas SubediNoch keine Bewertungen
- INTERNET STANDARDSDokument18 SeitenINTERNET STANDARDSDawn HaneyNoch keine Bewertungen
- Is 1989 2 1986Dokument36 SeitenIs 1989 2 1986LALATENDU MAHANTANoch keine Bewertungen
- Fire ExtinguisherDokument2 SeitenFire ExtinguisherLALATENDU MAHANTANoch keine Bewertungen
- Construction Safety HandbookDokument133 SeitenConstruction Safety HandbookLALATENDU MAHANTA100% (1)
- Construction Safety HandbookDokument133 SeitenConstruction Safety HandbookLALATENDU MAHANTA100% (1)
- INTERNET STANDARDSDokument18 SeitenINTERNET STANDARDSDawn HaneyNoch keine Bewertungen
- INTERNET STANDARDSDokument18 SeitenINTERNET STANDARDSDawn HaneyNoch keine Bewertungen
- Acetylene Gas C2H2 Safety Data Sheet SDS P4559Dokument10 SeitenAcetylene Gas C2H2 Safety Data Sheet SDS P4559LALATENDU MAHANTANoch keine Bewertungen
- Job Safety AnalysisDokument9 SeitenJob Safety AnalysisLALATENDU MAHANTANoch keine Bewertungen
- INTERNET STANDARDSDokument18 SeitenINTERNET STANDARDSDawn HaneyNoch keine Bewertungen
- INTERNET STANDARDSDokument18 SeitenINTERNET STANDARDSDawn HaneyNoch keine Bewertungen
- Is.2379.1990 Color CodingDokument17 SeitenIs.2379.1990 Color CodingKartheek RamishettiNoch keine Bewertungen
- DOSHTI - Hydrogen Sulphide (H2S) Awareness PDFDokument4 SeitenDOSHTI - Hydrogen Sulphide (H2S) Awareness PDFLALATENDU MAHANTANoch keine Bewertungen
- Is 12735 (1994) Wire Rope Slings PDFDokument17 SeitenIs 12735 (1994) Wire Rope Slings PDFLALATENDU MAHANTANoch keine Bewertungen
- Safety Signs & ColoursDokument5 SeitenSafety Signs & ColoursLALATENDU MAHANTANoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chapter 01 - JAVA ProgrammingDokument29 SeitenChapter 01 - JAVA ProgrammingsunnyxmNoch keine Bewertungen
- Gas SpringsDokument122 SeitenGas SpringsslavcecaciNoch keine Bewertungen
- Pages From Dorman Longs - Handbook For Constructional Engineers - 1895-93Dokument1 SeitePages From Dorman Longs - Handbook For Constructional Engineers - 1895-93Fornvald TamasNoch keine Bewertungen
- Nidek ARK 730 Autorefractometer Service Manual PDFDokument83 SeitenNidek ARK 730 Autorefractometer Service Manual PDFPetrica DascaluNoch keine Bewertungen
- ARM assembly programs for data transfer, arithmetic and logical operationsDokument8 SeitenARM assembly programs for data transfer, arithmetic and logical operationsDeepti ChandrasekharanNoch keine Bewertungen
- Landsberg 1989Dokument13 SeitenLandsberg 1989aldoNoch keine Bewertungen
- Part 07 Digital Modulations - EEE309Dokument13 SeitenPart 07 Digital Modulations - EEE309elon muskNoch keine Bewertungen
- Seller DashboardDokument8 SeitenSeller DashboardAditya KumarNoch keine Bewertungen
- MiPs View ManualDokument53 SeitenMiPs View ManualClOudyo VirgílioNoch keine Bewertungen
- Senior Aerospace Defense Engineer in Orlando FL Resume Ken WebbDokument3 SeitenSenior Aerospace Defense Engineer in Orlando FL Resume Ken WebbKenWebbNoch keine Bewertungen
- Verdi TCL TrainingDokument24 SeitenVerdi TCL TrainingPratyush ShrotriyaNoch keine Bewertungen
- Vibratory Motion and Single Degree of Freedom SystemsDokument29 SeitenVibratory Motion and Single Degree of Freedom Systemsmm0493440Noch keine Bewertungen
- LV SWBDQualityInspectionGuideDokument72 SeitenLV SWBDQualityInspectionGuiderajap2737Noch keine Bewertungen
- ROC800-Series IEC 62591 Interface: ScalabilityDokument10 SeitenROC800-Series IEC 62591 Interface: ScalabilityBMNoch keine Bewertungen
- MAGLEV User ManualDokument19 SeitenMAGLEV User ManualAnthony LittlehousesNoch keine Bewertungen
- Preliminary: SPCA702ADokument60 SeitenPreliminary: SPCA702Avetchboy0% (1)
- Resume Hemant ChaurasiaDokument3 SeitenResume Hemant Chaurasiachaurasia_hNoch keine Bewertungen
- Examples Sheet 2 PDFDokument4 SeitenExamples Sheet 2 PDFAbraham SauvingnonNoch keine Bewertungen
- Manual Cessna 188 PG 01-108Dokument108 SeitenManual Cessna 188 PG 01-108Nilton César LimaNoch keine Bewertungen
- Installation & Maintenance Instructions Pressure Regulator With Integral Pilot Regulator R18Dokument2 SeitenInstallation & Maintenance Instructions Pressure Regulator With Integral Pilot Regulator R18luis ivanNoch keine Bewertungen
- Article 5 - How To Purge Husqvarna Hydrostatic TransmissionDokument3 SeitenArticle 5 - How To Purge Husqvarna Hydrostatic TransmissionSofia AlyaNoch keine Bewertungen
- Operating Systems Concepts and ComponentsDokument42 SeitenOperating Systems Concepts and ComponentsgtaclubNoch keine Bewertungen
- Catalogue 12V Ilss For Polis Bantuan Vehicles (Petronas)Dokument7 SeitenCatalogue 12V Ilss For Polis Bantuan Vehicles (Petronas)Afiq Muizz SallehhoudinNoch keine Bewertungen
- Revue Des Études Juives. 1880. Volumes 71-73.Dokument706 SeitenRevue Des Études Juives. 1880. Volumes 71-73.Patrologia Latina, Graeca et OrientalisNoch keine Bewertungen
- Journallistofscopus PDFDokument630 SeitenJournallistofscopus PDFSatyanarayana RentalaNoch keine Bewertungen
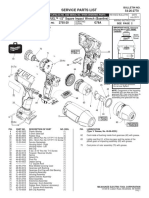
- 2755 22 (G78A) Milwaukee PBDokument2 Seiten2755 22 (G78A) Milwaukee PBZeckNoch keine Bewertungen
- Loop Back DSP Audio AppDokument12 SeitenLoop Back DSP Audio AppGytis BernotasNoch keine Bewertungen
- Nais Control 1131 FP0FP1FPM Instruction SetDokument613 SeitenNais Control 1131 FP0FP1FPM Instruction SettlilinouraNoch keine Bewertungen
- Cotización FM2Dokument2 SeitenCotización FM2Anonymous 3o4Mwew0Noch keine Bewertungen
- Productdatasheet en or 088423855cDokument1 SeiteProductdatasheet en or 088423855cpieroNoch keine Bewertungen